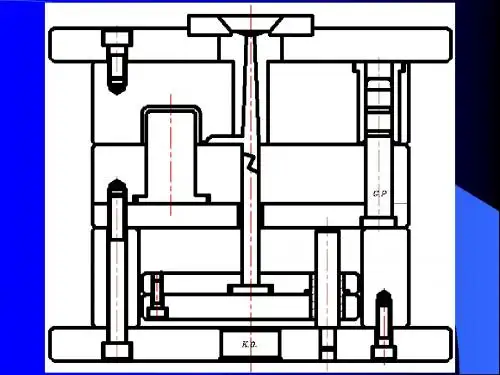
注射模-6导向机构
- 格式:ppt
- 大小:1.05 MB
- 文档页数:44
第7章注射模具顶出机构的设计注射模具顶出机构是注射模具中的重要组成部分,其作用是在注射成型过程中,将塑料制品从模具中剥离并顶出。
顶出机构的设计合理与否直接影响到注射成型的质量和效率。
在设计注射模具顶出机构时,需要考虑以下几个方面:1.顶出形式:常用的顶出形式包括平顶出、倒顶出和侧顶出。
平顶出适用于平底的塑件,倒顶出适用于凸部较大的塑件,而侧顶出适用于特殊形状的塑件。
根据具体的制品形式和要求选择适合的顶出形式。
2.顶出方式:顶出方式有直接顶出和间接顶出两种。
直接顶出是指顶出杆直接驱动顶出板将制品顶出,适用于顶出杆的直径较大、长度较短的情况。
间接顶出是指通过翻转板等机构将制品顶出,适用于顶出杆的直径较小、长度较长的情况。
根据顶出杆的尺寸和形式选择适合的顶出方式。
3.顶出杆材料:顶出杆是顶出机构中的重要部分,其材料应具有良好的机械性能和耐磨性能。
常用的材料有合金钢、硬质合金等。
根据具体应用条件选择适合的材料。
4.顶出力的计算:顶出力的大小与塑件的形状、尺寸、材料等有关,需根据具体情况进行计算。
通常采用顶出力计算公式或借助软件进行计算。
顶出力的大小直接影响到顶出机构的设计和选材。
5.顶出机构的结构:顶出机构的结构应合理,包括顶出杆、顶出板、导向套等部件的形状、材料和尺寸的选择。
同时,顶出杆与顶出板、导向套之间的间隙也需要考虑,以保证顶出的稳定性和精度。
综上所述,注射模具顶出机构的设计需要考虑顶出形式、顶出方式、顶出杆材料、顶出力的计算以及机构的结构等方面的问题。
合理的顶出机构设计可以提高注射成型的质量和效率,降低模具的磨损和损坏风险,从而为生产企业带来更多的经济效益。

第七周第一讲目的和要求:了解注射模具导向机构设计(导柱导向机构、锥面和合模销精定位装置),初步了解脱模机构设计的内容(方式、原则),脱模力的计算,一次脱模机构。
重点难点:导柱导向机构、锥面和合模销精定位装置、一次脱模机构类型4.8 注射模具导向机构设计—每套塑料模具必备。
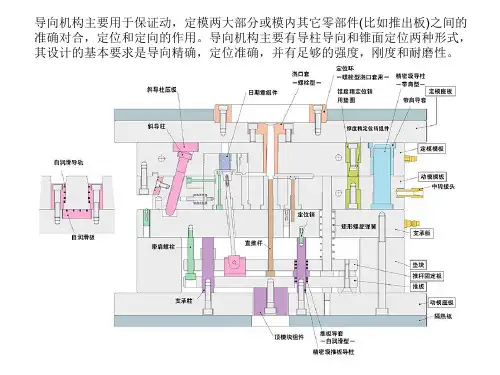
注射模具导向机构的作用:(1)在模具工作时,导向机构可以维持动模与定模的正确合模然后保持其型腔的正确形状;(2)导向机构可以引导动模按顺序合模,防止型芯在合模过程中损坏,并能承受一定的侧向力;(3)对于三板式结构的模具(双分型面注射模),导柱可承受卸料板和定模型腔板(点浇口的浇口板)的重载荷作用;(4)对于大型模具的脱模机构,或脱模机构中有细长推杆或推管时,导向机构可以保持其机构运动的灵活平稳。
4.8.1导柱导向机构导柱导向是指导柱与导套采用间隙配合,使导套在导柱上滑动,配合间隙有一定级别,主要零件有导柱和导套。
1. 导柱如图4-127所示,导柱主要有两种结构形式,一种是带头直通式导柱,用于简单小型模具。
小批量生产时,一般不需要导套,导柱直接与模板导向套配合;而在大多数情况下,导柱需要与导套配合。
另一种是有肩导柱,用于大型模具。
所有的导柱都必须具有足够的抗弯强度,且表面要耐磨,心部要坚韧,因此导柱材料多采用低碳钢渗碳淬火,或用碳素工具钢淬火处理,硬度大。
另外导柱的端部常设计成锥形或半球形,便于导柱顺利进入导套。
2. 导套导套的几种结构形式如图4-128所示,其中有直导套、I型带头导套和II型带头导套。
为使导柱进入导套比较顺利,在导套的前端倒一圆角。
导向孔最好打通,否则导柱进入未打通的导柱孔时,孔内气体无法逸出,产生反压力,给导柱的进入造成阻力。
当结构需要开不通孔时,就要在不通孔的侧面增加通气孔,或在导柱的侧壁磨出排气槽。
导套可用淬火钢或铜等耐磨材料制造,但其硬度应低于导柱硬度,这样可以改善摩擦,防止导柱或导套被拉毛。
导柱、导套的相关结构形式和尺寸,可由设计模具时选定的标准模架对应的导柱、导套结构形式和尺寸决定。
模具毕业设计103注射模的结构设计注射模具是工业制造过程中使用最广泛的一种模具,其设计结构直接影响到注射产品的质量和生产效率。
本文将详细介绍注射模具的结构设计,包括模具的结构要求、主要零件设计和结构优化。
一、模具的结构要求1.注射模具的结构要具有良好的刚性和稳定性,以确保模具在注射过程中不发生变形和振动,影响产品的精度和表面质量。
2.注射模具的结构要便于装卸、维修和保养,以提高模具的使用寿命和工作效率。
3.注射模具的结构要尽可能简单,以降低模具的制造成本和维修成本。
二、注射模具的主要零件设计1.模具基座:模具基座是支撑模具的主要部件,其结构要具有足够的刚性和稳定性。
为了方便模具的安装和调整,模具基座通常采用箱式结构,并设置有调整螺栓。
2.模板:模板是注射模具的主要部件,其上安装有注射模具的零件和导向机构。
模板的结构要求平整度高、刚性好,并配有合适的冷却系统,以确保注射过程中的热平衡。
3.滑块和导柱:滑块和导柱是注射模具中重要的导向和定位部件。
滑块通常用于实现中空或复杂形状的注射产品,其结构要求刚性好、耐磨损,并具有良好的导向性能。
导柱负责注射模具的下模板与上模板的定位,其结构要求尺寸精确、表面光洁,并配有合适的润滑系统。
4.模芯和模腔:模芯和模腔是注射模具成型部件的关键零部件,直接决定了注射产品的形状和尺寸。
模芯和模腔的设计要考虑到材料的选用、热处理和表面处理等因素,以提高模具的耐用性和工作精度。
三、注射模具的结构优化为了进一步提高注射模具的生产效率和产品质量,可以采取以下措施进行结构优化:1.采用优质材料:选择适当的模具材料,具有良好的强度和耐磨性,以提高模具的使用寿命和工作精度。
2.优化冷却系统:合理设置注射模具的冷却系统,以提高注射过程中的热平衡,减少产品变形和缩水现象。
3.降低模具重量:通过优化模具结构和采用轻量化材料,来减轻模具的重量,降低模具的惯性和振动,提高注射产品的精度和表面质量。
五孔插座面板注射模具设计发布时间:2021-07-23T10:03:29.523Z 来源:《建筑科技》2021年7月下作者:宁艳亭,张姗姗,张利敏[导读] 模具是塑料制品成型的主要工具,在塑件的生产中应用十分广泛。
本问以五孔插座面板为例,从插座面板产品的设计要求出发,对五孔插座面板进行了工艺分析,进行注射机、模具模架的选型,对五孔插座面板注射模具型腔分型面主流道、衬套、分流道、推杆设计,为注射模具设计提供一定的借鉴。
河南商丘工学院机械工程学院,宁艳亭,张姗姗,张利敏 476000摘要:模具是塑料制品成型的主要工具,在塑件的生产中应用十分广泛。
本问以五孔插座面板为例,从插座面板产品的设计要求出发,对五孔插座面板进行了工艺分析,进行注射机、模具模架的选型,对五孔插座面板注射模具型腔分型面主流道、衬套、分流道、推杆设计,为注射模具设计提供一定的借鉴。
关键词:插座面板;注射成型;模具设计模具是工业生产的基础工艺装备,在电子、汽车、电动机、电器、仪器、仪表、家电和通信等产品中,60%~80%的零部件都要依靠模具成型[1]。
模具工业的每次进步和创新都意味着模具企业进行了一次重大的突破。
德国、日本、美国等国家的模具标准化程度已经达到70%~80%[2],今年来,我国模具行业发展越来越迅速,国家和一些个体对模具工业都投入了大量的资金,模具行业在创造和创新方面提升很大,为我国经济的发展起到了很大的作用,模具设计也逐渐向走向数字化发展的道路。
一插座面板工艺分析在插座面板中,五孔插座的利用率相当普遍。
插座面板是一种塑料制品,模具是塑料制品成型的主要工具,使用注射成型工艺进行加工。
五孔插座的两孔和三孔在同一中心线上,设计过程中三孔比较难设计,它有两个倾斜的插口,三插口和两插口都是中心对称的。
插座面板上还有6个对称的孔,那是推杆所在的位置,设计推杆是为了让成型后的塑件从模具中脱下来。
插座面板的生产过程[3]:注射机通过浇口套流入主流道,再通过主流道流入分流道进入分型面,最后到达型腔。
塑料成型工艺与模具设计试题及答案1.在注射成型中,合理的温度控制包括料筒、喷嘴和模具温度的控制。
2.塑件需要进行塑后处理,常见的处理方式包括退火和调湿处理。
3.塑料模具的组成零件可以分为成型零件和结构零件两大类,根据不同的用途进行分类。
4.在注射成型过程中,为了便于塑件的脱模,一般情况下让塑件留在动模上。
5.塑料通常由树脂和添加剂组成。
6.塑料注射模主要用于成型热塑性塑料件,而压缩成型主要用于成型热固性塑料件。
7.排气是塑件成型的必要条件,而引气则是塑件脱模的必要条件。
8.注射模的浇注系统包括主流道、分流道、浇口和冷料穴等组成。
9.凹模的形式有整体式和组合式两种类型。
10.导向机构的形式主要包括导柱导向和锥面定位两种。
11.树脂分为天然树脂和合成树脂两种。
12.注射模塑最主要的工艺条件是“三要素”,即压力、时间和温度。
1.卧式注射机SX-Z-63/50中的50表示锁模力为500kN。
2.注射机料筒温度的分布原则是前高后低。
3.热塑性塑料在常温下呈坚硬固态,属于玻璃态。
4.塑料模失效形式不包括冷却。
5.凹模是成型塑件外表面的成型零件。
6.球头铣刀主要用于加工塑料模具零件中的轮廓。
7.注射模导向机构不包括推杆。
8.主流道一般与注射机的喷嘴轴心线重合。
9.推出机构零件不包括型芯。
10.压缩模具中凸模的结构形式多数是整体式的,以便于加工制造。
11.天然树脂包括松香。
12.塑料模具结构零件不包括成型作用。
13.稳定剂不包括树脂。
角,可以避免模具损坏和塑件表面不光滑的问题(3分)。
此外,圆角的设计还可以避免塑件在使用过程中刮伤人体或其他物品(1分)。
2.请简述多型腔模具的优缺点。
(10分)答:多型腔模具的优点是可以同时生产多个相同或不同的塑件,提高生产效率,降低成本(3分);可以灵活调整模具的生产能力,适应不同的市场需求(2分);同时还可以减少模具的占地面积和存储空间(2分)。
缺点是制造成本较高(1分);需要更高的精度和稳定性(1分);同时需要更多的注塑机和操作人员(1分);还有可能出现一个腔位出现问题,影响整个生产线的正常运行(2分)。