模具支承零部件、定模动模座板、导向机构的设计
- 格式:ppt
- 大小:1021.50 KB
- 文档页数:12
塑料成型:结构成型零部件设计知识学习(三)1、判断题塑料模的垫块是用来调节模具高度以适应成型设备上模具安装空间对模具总高度的要求。
正确答案:对2、填空题制造高耐磨、高精度、型腔复杂的塑料模,选用()。
正确答案:9(江南博哥)Mn2V3、问答题分别说明导柱、导套的分类,指出它们固定部分和导向部分的配合精度,并说明材料选用和热处理的要求。
正确答案:导柱的分类:1)A带头导柱的形式;2)B有肩导柱的形式;3)C有肩导柱的形式。
固定部分和导向部分一般采用H7/m6或H7/k6的过渡配合;采用低碳钢(20钢)经渗碳淬火处理,或碳素工具钢(T8、T10)经淬火处理(硬度为50—55HRC)。
导套的分类:1)A型直导套的形式2)B带头导套的形式3)C带头导套的形式。
固定部分和导向部分采用H7/n6或较松的过盈配合;采用淬火钢或青铜等耐火材料制造。
4、填空题对于小型的塑件常采用嵌入式多型腔组合凹模,各单个凹模常采用()、()、()或热处理等方法制成,然后整体嵌入模板中。
正确答案:机械加工;研磨;抛光5、问答题锥面定位有哪些形式?指出锥面定位的配合要求。
正确答案:锥面定位有两种形式:一是两锥面之间有间隙,将淬火的零件装于模具上,使之和锥面配合,以制止偏移;二是两锥面配合,这时两锥面应都要淬火处理,角度5º~20º,高度为15mm以上。
对矩形型腔的锥面定位,通常在其四周利用几条凸起的斜边来定位。
6、判断题塑料模的垫块是用来调节模具高度以适应成型设备上模具安装空间对模具总高度的要求。
正确答案:对7、判断题锥面定位件能很好的承受型腔向外涨开的力。
正确答案:错8、填空题定位是指保证()按()闭合,以形成所要求的()。
正确答案:动、定模;正确的位置;型腔9、填空题成型零件包括凹模、()、()、()、()、螺纹型环、镶件等。
正确答案:凸模;型腔;型芯;螺纹型芯10、填空题合模机构应起到以下三个方面的作用()、()、承受一定侧压力。
第1篇一、引言模具作为一种重要的加工工艺,广泛应用于机械制造、汽车、电子、塑料、包装等行业。
模具的基本结构是模具设计和制造的基础,了解模具的基本结构对于提高模具质量、降低生产成本具有重要意义。
本文将详细介绍模具的基本结构,包括模具的组成、各部分的作用以及模具的结构特点。
二、模具的组成1. 模具座模具座是模具的基础部分,用于固定模具各部分,保证模具的精度和稳定性。
模具座通常由以下几部分组成:(1)底板:底板是模具座的基础,用于固定模具各部件。
(2)支撑板:支撑板用于支撑模具的侧面,保证模具的垂直度。
(3)顶板:顶板位于模具顶部,用于固定模具的上模和下模。
2. 模具上模模具上模是模具的加工部分,负责对工件进行加工。
模具上模主要包括以下几部分:(1)模板:模板是模具上模的主体,用于固定模具的凸模、凹模等部件。
(2)凸模:凸模是模具上模的关键部件,负责对工件进行成型。
(3)导向装置:导向装置用于保证模具上模和下模的准确对位。
3. 模具下模模具下模是模具的加工部分,负责对工件进行加工。
模具下模主要包括以下几部分:(1)模板:模板是模具下模的主体,用于固定模具的凹模、凸模等部件。
(2)凹模:凹模是模具下模的关键部件,负责对工件进行成型。
(3)导向装置:导向装置用于保证模具上模和下模的准确对位。
4. 模具导向系统模具导向系统是保证模具加工精度的重要部分,主要包括以下几部分:(1)导柱:导柱用于引导模具上下移动,保证模具的垂直度。
(2)导套:导套用于固定导柱,保证导柱的稳定性和导向精度。
(3)导向板:导向板用于固定导套,保证模具的导向精度。
5. 模具加热冷却系统模具加热冷却系统是保证模具加工质量和提高生产效率的重要部分,主要包括以下几部分:(1)加热器:加热器用于加热模具,提高模具温度,改善加工性能。
(2)冷却器:冷却器用于冷却模具,降低模具温度,保证模具精度。
(3)热交换器:热交换器用于实现模具加热和冷却的循环。
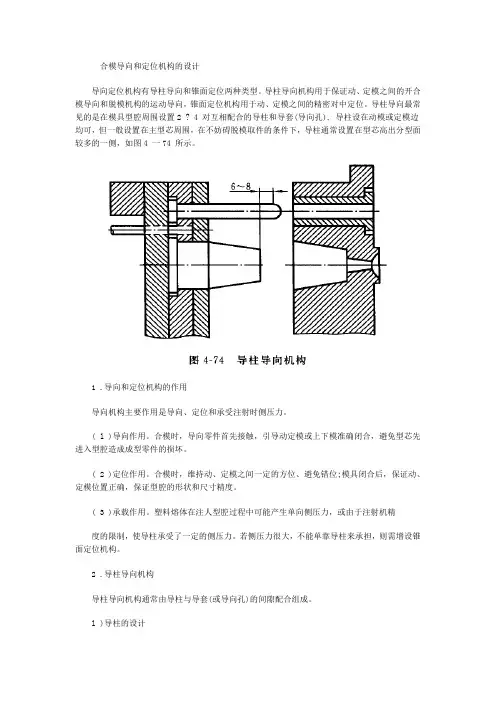
合模导向和定位机构的设计导向定位机构有导柱导向和锥面定位两种类型。
导柱导向机构用于保证动、定模之间的开合模导向和脱模机构的运动导向,锥面定位机构用于动、定模之间的精密对中定位。
导柱导向最常见的是在模具型腔周围设置2 ? 4 对互相配合的导柱和导套(导向孔), 导柱设在动模或定模边均可,但一般设置在主型芯周围,在不妨碍脱模取件的条件下,导柱通常设置在型芯高出分型面较多的一侧,如图4 一74 所示。
1 .导向和定位机构的作用导向机构主要作用是导向、定位和承受注射时侧压力。
( l )导向作用。
合模时,导向零件首先接触,引导动定模或上下模准确闭合,避免型芯先进入型腔造成成型零件的损坏。
( 2 )定位作用。
合模时,维持动、定模之间一定的方位、避免错位;模具闭合后,保证动、定模位置正确,保证型腔的形状和尺寸精度。
( 3 )承载作用。
塑料熔体在注人型腔过程中可能产生单向侧压力,或由于注射机精度的限制,使导柱承受了一定的侧压力。
若侧压力很大,不能单靠导柱来承担,则需增设锥面定位机构。
2 .导柱导向机构导柱导向机构通常由导柱与导套(或导向孔)的间隙配合组成。
l )导柱的设计导柱的典型结构如图4 一75 所示。
导柱沿长度方向分为固定段和导向段.两段名义尺寸相同,只是公差不同的是带头导柱,也称为直导柱,如图4 一75 ( a )所示;两段名义尺寸和公差都不同的为有肩导柱.也称为台阶式导柱,如图4 一75 ( b )、(c )所示,图4 一75 ( b )所示为I 型有肩导柱,图4 一75 ( c )所示为11 型有肩导柱.n 型有肩导柱还可起到模板间的定位作用,在导柱凸肩的另一侧有一段圆柱形定位段,可与另一模板配合。
导柱的导向部分可以根据需要加工出油槽,如图4 一75 (。
)所示,以便润滑和集尘,提高使用寿命。
小型模具和生产批量小的模具多采用带头导柱,小批量生产也可不设置导套,导柱直接与模板中的导向孔配合,生产批量大时,应设置导套。
《塑料成型工艺与模具设计》课程教学大纲课程代号:ABJD0708课程中文名称:塑料成型工艺与模具设计课程英文名称:Thep1astictechno1ogyofmou1danddesignofmou1d课程类型:选修课程学分数:3学分课程学时数:48学时授课对象:材料成型与控制工程专业本课程的前导课程:画法几何及工程制图、材料力学、金属学及热处理、机械制造技术基础等课程。
一、课程简介《塑料成型工艺与模具设计》课程是材料成型与控制专业的一门专业必修课,是主干课之一。
主要研究塑料的成型工艺及其模具设计的一般理性知识,重点掌握注射成型的设计计算方法,达到能独立设计中等复杂程度塑料模具的能力,对气辅注射成型、精密注射模具设计、热流道模具设计等基本知识有所了解。
通过对本课程的学习,使学生掌握塑料的组成及特性,塑料成型工艺的特点,塑料制品结构设计,各种塑料模具的结构、设计原理和设计方法,了解模具制造技术的现状及发展趋势,为学生以后从事有关模具设计打下必要的基础。
二、教学基本内容和要求绪论课程教学内容:塑料及塑料工业的发展、塑料成型在在工业生产中的重要性、塑料模具的分类;塑料成型技术的现状与发展趋势;本课程的任务和学习方法。
课程的重点、难点:本章重点是塑料成型在在工业生产中的重要性、模具与塑料模具的概念;本章难点是模具CAD/CAE/CAM及塑料模标准化的理解。
课程教学要求:了解国内外塑料工业的发展概况;了解塑料成型在在工业生产中的重要性;理解本课程的性质和任务。
第1章高分子聚合物结构特点与性能课程教学内容:树脂与高聚物、聚合物的分子结构特点、高聚物的热力学性能及成型过程中的变化、塑料流变学、塑料粘度的调节、分子定向与定向作用。
课程的重点、难点:本章重点是高聚物的热力学性能及成型过程中的变化、高聚物的结晶、取向、降解的影响;本章难点是结晶、取向、降解的概念的理解。
课程教学要求:掌握树脂与塑料的概念;了解高分子与低分子的区别;掌握高聚物的分子结构与特性;理解结晶与非结晶的区别;掌握高聚物的热力学性能;了解高聚物的加工工艺性能;理解高聚物的结晶、取向、降解的概念。
1.冲裁是利用安装在压力机上的模具使材料产生分离的冲压工序。
2.冲裁通常包括落料、冲孔、切边、切口、剖切、切断等多种工序。
3冲裁变形过程主要以剪切变形为主,同时伴随有拉伸、弯曲和横向挤压变形,故制件常出现翘曲不平等现象。
在冲裁工艺中改变这些因素的影响,即可提高工件质量。
4冲裁断面特征:板料经冲裁后,断面上会出现塌角区、光亮带、断裂带和毛刺,这是冲裁断面的特征。
断裂带:是在剪切应力τ达到最大值时,在刃口处产生剪裂纹–断裂带应越小越好。
5模具压力中心:是冲压合力的作用点,为保证模具工作时受力均衡、工作平稳,它必须通过模柄的轴线与压力机滑块的中心线重合。
否则,压力机施加的冲压力将因不通过模具的压力中心而产生偏心弯矩,使压力机滑块与导轨、模具的导柱与导套发生强烈磨损,模具刃口会迅速变钝,甚至啃伤,模具压力中心可采用解析法确定。
6模柄–是将上模安装在压力机滑块上的元件。
77挡料销是对条料或带料在送进方向上起定位作用的零件,控制送进量。
挡料销有固定挡料销、活动挡料销和始用挡料销三大类。
1)固定挡料销:固定挡料销装在凹模上,用来控制条料的进距。
2)活动挡料销:当模具闭合后不允许挡料销的顶端高出板料时,宜采用活动挡料销结构。
3)始用挡科销:始用挡料销一般应用在连续模中,仅在每一条料开始冲第一步时才起定位作用。
8定距侧刃:侧刃定位用于多工位级进模中,它利用条料边缘被侧刃切除后出现的台阶来定位,因此定位可靠,操作简便,生产率高。
9(1)刚性卸料装置:刚性卸料装置分为封闭式、悬臂式和钩形三种,常用于制件较厚的场合,刚性卸料装置卸料力大,工作可靠。
2)弹性卸料装置:弹性卸料装置是通过弹簧或橡皮的作用来进行卸料的。
此种装置在冲压时既可压料又可卸料,特别适合在薄料要求平整的复合模上使用。
10.单工序模:压力机一次行程中只能完成一道冲裁工序的模具称为单工序模。
单工序模结构简单,制造容易,成本低。
对多工序加工的零件,制件精度低。
第 0 章塑料成型工艺及塑料制件的结构工艺性填空1.注射模塑工艺涉及成型前的准备、注射、后解决等工作。
2.注射模塑过程需要需要控制的压力有塑化压力和注射压力。
3.注射时, 模具型腔充满之后, 需要一定的保压时间。
4.产生内应力的一个重要因素是注射及补料时的剪切应力。
5.根据塑料的特性和使用规定, 塑件需进行后解决, 常进行退火和调试解决。
6.内应力易导致制品开裂和翘曲、弯曲、扭曲等变形, 使不能获得合格制品。
7.塑料在一定温度与压力下充满型腔的能力称为流动性。
8.在注射成型中应控制合理的温度, 即控制料筒、喷嘴和模具温度。
9.制品脱模后在推杆顶出位置和制品的相应外表面上辉出现发白现象, 此称为应力发白。
10.注射成型是熔体充型与冷却过程可分为充模、压实、倒流和冻结冷却四个阶段。
11.注射模塑成型完整的注射过程涉及加料、塑化、注射、保压、冷却和脱模。
12.注射模塑工艺的条件是压力、温度和时间。
注塑机在注射成型前, 当注塑机料筒中残存塑料与将要使用的塑料不同或颜色不同时, 要进行清洗料筒。
清洗的方法有换料清洗和清洗剂清洗。
备上的安装方式为移动式模具、固定式模具、半固定式模具;按型腔数目分为单型腔模具、多型腔模具。
13.塑件的形状应利于其脱出模具, 塑件测向应尽量避免设立凹凸结构或侧孔。
14.多数塑料的弹性模量和强度较低, 受力时容易变形和破坏。
15.设计底部的加强筋的高度应至少低于支撑面0.5mm。
16.塑料制品的总体尺寸重要受到塑料流动性的限制。
在表面质量规定中, 除了表面粗糙度的规定外, 对于表面光泽性、色彩均匀性、云纹、冷疤、表面缩陷限度、熔结痕、毛刺、拼接缝及推杆痕迹等缺陷均应提出明确的规定。
1.问答1.阐述螺杆式注射机注射成型原理。
2.答: 螺杆式注射机注射成型原理如下:3.颗粒状或粉状塑料经料斗加入到外部安装有电加热圈的料筒内, 颗粒状或粉状的塑料在螺杆的作用下边塑料化边向前移动, 欲塑着的塑料在转动螺杆作用下通过其螺旋槽输送至料筒前端的喷嘴附近;螺杆的转动使塑料进一步塑化, 料温在剪切摩檫热的作用下进一步提高, 塑料得以均匀塑化。
支承与固定零件的设计支承与固定零件主要指用来安装固定或支承成型零部件及其他结构的零部件,包括动、定模座板、固定板、支承板以及支承件等,典型支承与固定零件组合如图4 一71 所示。
1 .动、定模座板动、定模座板与注射机的动、定模固定板相连接。
设计或选用标准动、定模座板时,必须保证它们的轮廓形状和尺寸与注射机上的动、定固定模板相匹配,座板上开设的螺钉孔、压板台阶等安装结构必须与注射机固定板上安装螺钉孔的大小和位置相适应。
动、定模座板在成型过程中传递合模力并承受成型力,为保证足够的刚度和强度,座板应具有一定的厚度,一般小型模具,其厚度不应小于13 mm ,大型模具的座板厚度,有时可达75 mm 以上。
座板材料多用碳素结构钢或合金结构钢,经调质,硬度可达28~32 HRC ( 230 ~270 HBS )。
2 .固定板和支承板固定板(动模板、定模板)用于固定成型零部件(凸模或型芯、凹模)、合模导向机构(导柱、导套)和推出脱模机构(推杆)等。
为了保证被固定零件的稳定性,固定板应具有一定的厚度、足够的刚度和强度。
固定板一般采用碳素结构钢制造,当对工作条件要求较严格或对模具寿命要求较长时,采用合金结构钢制造。
支承板是垫在固定板上面或下面的平板,其作用是防止固定板固定的零件移动、脱出,并承受一定的成型压力。
支承板应具有较高的平行度、一定的刚度和强度。
固定板和支承板一般用螺钉连接,要求定位时可加定位销,也有用铆接。
支承板一般用中碳结构钢或中碳合金钢制成,经调质,硬度可达28 ~ 32 HRC ( 230 一270 HBS )。
支承板有时也可省去。
3 .支承件常用的支承件有垫块和支承柱。
垫块的作用是在动模座板和动模固定板(动模支承板)之间形成推出脱模机构所需的推出空间,也可以调节模具闭合高度,以适应注射机模具安装厚度的要求。
常见的垫块结构形式如图4 一72 所示,图4 一72 ( a )所示为平行垫块,使用比较普遍;图4 一72 ( b ) 所示为角架式垫块,省去了动模座板,常用于小型模具。
导向与定位机构的设计为了保证注射模具准确合模和开模,在注射模具中必须设置导向机构。
导向机构的作用是导向、定位,以及承受一定的侧向压力。
一、导柱导向机构模具导柱导向机构如图1所示。
图中所示为导柱、导套结构,适用于精度要求高、生产批量大的模具。
对于小批生产的简单模具,可不采用导套,直接与模体间隙配合。
同时在设计导柱和导套时还应注意以下几点。
①导柱应合理地分布在模具分型面的四周,导柱中心至模具外缘应有足够的距离,以保证模具的强度。
②导柱的长度应比型心(凸模)端面的高度高出6~8mm,以免型心进入凹模时与凹模相碰而损坏。
图1 模具导柱导向机构③导柱和导套应有足够的耐磨度和强度,常采用20低碳钢经渗碳0.5~0.8mm,淬火48~55HRC,也可采用T8A碳素工具钢,经淬火处理。
④为了使导柱能顺利地进入导套,导柱端部应做成锥形或半球形,导套的前端也应倒角。
⑤导柱设在动模一侧可以保护型心不受损伤,而设在定模一侧则便于顺利脱模取出塑件,因此可根据需要而决定装配方式。
⑥一般导柱滑动部分的配合形式为H8/f8;导柱和导套固定部分配合为H7/k6;导套外径的配合为H7/k6。
⑦一般在动模座板与推板之间也设置导柱和导套,以保证推出机构的正常运动。
⑧导柱的直径应根据模具大小而决定,可参考标准模架数据选取。
二、精定位装置对于精密、大型模具,以及导向零件(如导柱)需要承受较大侧向力的模具,在模具上通常要设计锥面、斜面或导正销精定位装置。
1.锥面精定位如图2所示,锥面配合有两种形式,一种是两锥面之间有间隙,将淬火镶块6镶于模具上(见I放大图),使之和锥面配合,以制止偏移;另一种是两锥面直接配合(见图2右下图),这时两锥面都要经淬火处理,角度5°~20°,高度要求大于15mm。
锥面的开设方向也应注意,如图3所示。
如图3(a)所示的形式采用凹模模块环抱型心模块,这不合理,因为在注射压力的作用下凹模模块会有向外胀开的可能,导致在分型面上形成间隙;如图3(b)所示的形式由型心模块环抱凹模模块,使得凹模模块受力时无法胀开,为合理的形式。
Happiness is a kind of perfume that cannot be poured on others, but oneself does not touch some.整合汇编简单易用(页眉可删)我家的小妹妹作文400字(通用3篇)我家的小妹妹作文1我有一个小妹妹,今年六岁,黑黑的脸蛋,鼻子小小的,嘴巴小小的,一双圆溜溜的大眼睛特别有神,可是长的又黑又瘦,好象好久没有吃饭一样的.我们都叫她小不点.可是,她却特别有意思,经常让我们开怀大笑.正所谓是人小鬼大.有一次,我和小妹妹在看电视,她躺在那里,我不跟她说话,可谁知道小妹妹躺在那里她就睡着了,她睡的像一头小猪一样香,我使劲的摇了摇一下小妹妹,小妹妹才迷迷糊糊的醒过来,说“;你在干什么呀?人家睡的正香,还做了一个美梦呢.”“我要到楼下去了,你去不去啊?”我说.“我当然要去了,我最喜欢跟哥哥你玩了.”说完就从床上跳下来,拉着我的手出去玩游戏了.还有一次,小妹妹刚上幼儿园回来,就对我说“:老师太笨了.”我说“:老师是来教你们的肯定是比你们聪明的.怎么可能笨呢?”小妹妹说“:你先听我说完,事情是这样的,今天老师说谁能从一数到十.于是有一个小朋友就从一数到十,你说老师笨不笨啊?”原来是这样一回事.难道这样就说老师笨啊!这是老师在考你们到底聪明不聪明,还要说别人呢!想想真是特别的好笑.这就是我那个又有趣又可爱的小妹妹.我非常喜欢她.我家的小妹妹作文2去年,我家又多了一位新成员,她就是我的小妹妹——__x。
她有一双水灵灵的大眼睛,粉嘟嘟的小脸蛋,还长着一张樱桃小嘴,真是一个漂亮的小姑娘。
小妹妹非常聪明,每当有音乐响起,她的小手就会随音乐摇摆,还会扭屁股。
有鞭炮声的时候,她会捂住两只耳朵。
看到别人给她东西,都叫爸爸或妈妈,可惜,不会叫哥哥,我好想听到小妹妹叫我一声哥哥呀。
她还会学电视里的人练功夫,一会儿用拳头打来打去,一会儿用双脚踢来踢去。