东洋v4型压铸机性能简介
- 格式:pptx
- 大小:1.72 MB
- 文档页数:19
联德机械有限公司铸造单元投标项目商务/技术/售后服务保证体系前言:铝、镁合金高压铸造属热加工主要工艺技术之一,她不同于冷加工,铸件的成型、尺寸精度的保证、铸件内部缺陷的防止等等,不是单纯某一环节所能决定的,需要由整体铸造技术来保证。
我们称之为TOTAL铸造技术(即:全面铸造技术)。
从铝的熔解、熔汤的处理、熔汤输送、保持、铸造机械、模具,到铸造工艺、铸造管理及经验,这些无论对于设备制造商,还是贸易商,都必须具备较强的TOTAL铸造技术,他所承担的责任,不仅仅是供应,还承担着对客户的全面的技术指导,从这一点考虑,客户对贸易商和制造商的选择是尤为重要的。
商务保证:铸造系统包含了不同制造商生产的设备,全世界没有任何一家制造商能够独家制造铸造系统内的全套设备。
对于贸易商来说,要为客户负责任的引进整套铸造系统,已远远超出单纯商务的范畴。
贸易商必须具有极强的专业技术和承包整套铸造系统的经验,他能够有效的把整套铸造系统内的各种设备制造商协调起来,并选定主要设备制造商作为铸造系统的技术总承包人。
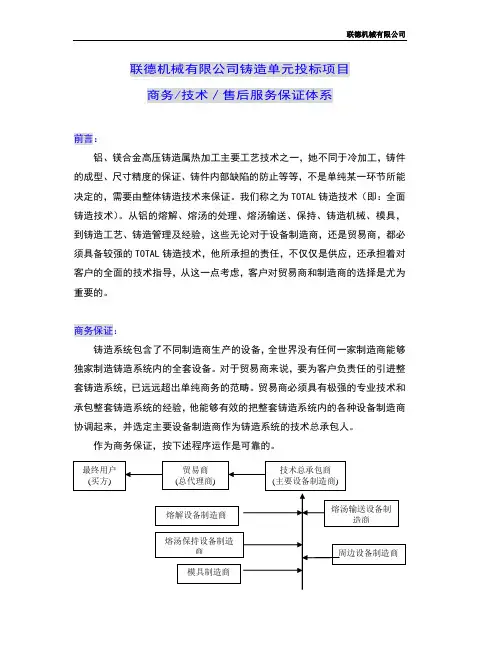
作为商务保证,按下述程序运作是可靠的。
以上为一线穿的商务保证系统,最终与用户(买方)的直接合作方,只有一方,即贸易商(代理商)。
从合同的签约、货款支付、货物发运、安装调试、最终验收、售后服务以及在发生违约、货物索赔、仲裁等时,最终用户只需与贸易商一方发生关系,商务运作简单。
而对贸易商来说,他要对最终用户一方负责,必须有能力将各个制造商之间的关系协调好。
特别是,当发生各制造商相互配合边缘出现问题,而又协调不成的时候,贸易商必须具备承担经济责任的能力(对某一方进行经济补偿),否则对最终用户就会违约。
因此对最终用户来说,对贸易商的资格审查是很重要的。
联德机械有限公司是专门从事铸造技术、设备进口贸易的专业技贸公司,近20年的技贸代理的经历,已经从单机代理,扩展为整套自动化铸造系统的代理业务,整套铸造系统内的各种设备,经过对制造厂的技术、规模、信誉的考察、筛选后,已经固定下来。
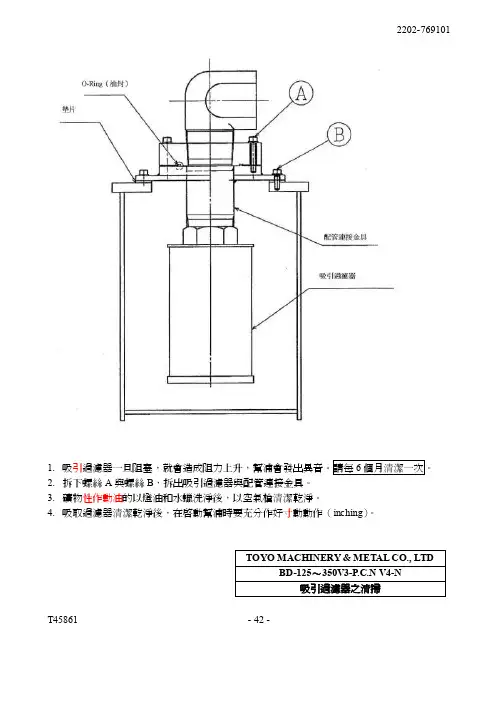
1.吸引2.拆下螺絲A與螺絲B,拆出吸引過濾器與配管連接金具。
3.礦物性作動油的以燈油和水蠟洗淨後,以空氣槍清潔乾淨。
4.吸取過濾器清潔乾淨後,在啟動幫浦時要充分作好寸動動作(inching)。
T45861 - 42 -壓鑄機維修檢查表●日常檢查FD No. 10-563002 - 43 -FD No. 10-563002 - 44 -FD No. 10-563002- 45 -FD No. 10-563002 - 46 -4-4 更換蓄壓瓶(accumulator )氣囊(bladder)的方法一定要先打開機器的ACC 的洩壓閥(按鈕),確認ACC 的填充壓力為0Mpa 〃1. 分解(更換氣囊)(1) 將蓋子⑬往左轉拆下。
(圖1)(2) 確認Dynac 閥上有沒有油封⑫(AN6227#4, Hs90)。
如果沒有油封或是油封受損,請裝上新的油封。
(3) 將迴轉式給氣三方閥的開關把手ⓐ向左轉到對準止動器(stopper )為止。
(圖1) (4) 將迴轉式給氣三方閥的放氣閥ⓑ向右轉關閉起來。
(圖1)(5) 將迴轉式給氣三方閥的安裝螺帽ⓓ向右轉,同時將螺絲鎖入Dynac 閥。
(6) 將迴轉式給氣三方閥的開關把手ⓐ輕輕向右轉,將儲氣筒內的氮氣釋放到空氣中。
此外,等到氣放光後,再放置等候5分鐘以上。
如此就能徹底將氮氣釋放出來。
(圖2) (7) 將迴轉式給氣三方閥的安裝螺帽ⓓ向左轉,從儲氣筒上拆下。
- 47 -FD No.10-900(8) 將蓋子板手ⓐ對準側板⑩的孔角安裝上去。
(圖3)(9) 手按住蓋子板手ⓐ的孔角,然後一邊輕輕以槌子敲打板手的柄,將側板⑩往左轉拆下。
(圖3)另外,如發現側板在鬆開2圈時,扭力比鎖緊扭力大時,請停止作業與本公司連絡。
(10) 將雙手手指伸進氣囊蓋③內側拉出。
如果不容易拆下,請以一字螺絲的螺絲桿代替手指頭,小心不要傷害到氣囊和螺絲部份拆下。
(圖4) (11) 拆下側板的油封⑪。
一、压铸机的选用步骤1)根据铸件的技术要求、使用条件和压铸工艺规范核算压铸机的技术参数及工艺性,初选合适机型。
2)根据初步构想的压铸型(模)技术参数和工艺要求核算出压铸工艺参数及压铸型(模)外形尺寸,选用合适机型。
3)评定压铸机的工作性能和经济效果,包括成品率、合格率、生产率及运转的稳定性、可靠性、和安全性等。
二、压铸机的选用方法1)在实际生产中,选择压铸机主要根据压铸合金的种类、铸件的轮廓尺寸和重量确定采用热室或冷室压铸机。
对于锌合金铸件和小型的镁合金铸件通常选用热室压铸机。
对于铝合金、铜合金铸件和大型的镁合金铸件选用冷室压铸机为主。
立式冷室压铸机适合于形状为中心辐射状和圆筒形的、同时又具备开设中心浇道条件的铸件。
2)根据压铸件的材料、轮廓尺寸、平均壁厚、净重来选择压铸机型号规格。
可通过计算来求得锁型(模)力的大小值、每次浇注量、压射室充满度等实际工艺参数作为选取机型的依据。
3)压铸型(模)大小应与压铸机上安装型(模)具的相应尺寸相匹配,其主要尺寸为压铸型(模)的厚度和型(模)具分型面之间的距离。
必须满足压铸机基本参数的要求:①压铸型(模)厚度H 设不得小于机器说明书所给定的最小型(模)具厚度,也不得大于所给定的最大型(模)具厚度,H设应满足如下条件Hmin+10mm≤ H 设≤ Hmax-10mm式中H 设—所设计的型(模)具厚度(mm);Hmin—压铸件所给定的型(模)具最小厚度,即“模薄”(mm);Hmax—压铸机所给定的型(模)具最大厚度,即“模厚”(mm)。
②压铸机开型(模)后,应使压铸机动型(模)座板行程(L)即压铸型(模)具分型面之间的距离大于或等于能取出铸件的最小距离。
L≥L 取如图1所示为推杆推出的压铸型(模)取出铸件的最小距离。
L取≥L 芯+L 件+K式中,K 一般取10mm。
三、压铸机选用方法举例例已知一盒形铸件,如图2所示。
下面以力劲机械厂有限公司生产的卧式冷室压铸机机型技术参数为依据进行选型分析。

压铸机的机型及选择方法压力铸造作为一种尺寸精度好、生产效率高的铸造方式,被广泛应用于汽车、摩托车、五金、玩具、电工、电子等行业的有色金属生产,并呈现出强劲的上升趋势。
压铸机的选用是压铸生产的一个重要环节,对后续生产的产品质量、生产效率、产品成本、生产管理等有着非常重要的影响,以下就如何选用压铸机简要介绍。
1、根据产品的特点选择压铸机类型1.1压铸机的分类:压铸机通常按其压室的工作状态分为热室压铸机和冷室压铸机,热室压铸机的压室浸在保温坩埚内的液态金属中,压射机构安装在保温坩埚的上方;冷室压铸机的机身与保温炉是分开的,压铸时从保温炉中取出金属液注入模腔后进行压铸。
冷室压铸机按其压室与压射机构的位置区分,将压室和压射位置处于水平位置的称为卧式冷室压铸机,将压室和压射机构处于垂直位置的称为立式压铸机,立式压铸机中垂直压射并垂直方向开模的称为全立式压铸机。
1.2热室压铸机的特点热室压铸机结构简单,操作方便,易于实现自动化生产;不需要浇铸程序,工序简单,生产效率高;热损失少,金属损耗少;金属液始终在密闭通道中,氧化夹杂物不易卷入,进入型腔的金属液干净,铸件质量好;压射比压小,压射过程中没有增压段;压室、冲头、鹅颈管、喷嘴等热作件寿命短,更换不方便。
目前的压铸生产中,热室机通常压铸生产锌、锡、铅等低熔点合金和小型、薄壁镁合金压铸件,多数合模力小于160T,大于400T的很少。
而镁合金由于其成型特点,采用热室、冷室生产都有,生产镁合金的热室机,合模力通常小于650T。
1.3卧式冷室压铸机的特点:冷室压铸机规格型号全面,对产品尺寸及合金种类的适应范围广,生产操作简便,生产效率高,可与自动化周边设备联机实现自动化生产,压射行程的分段控制、调节容易实现,对不同要求的压铸件工艺的满足性好。
缺点是压射过程金属液热量损失大,金属液与空气接触,容易卷入氧化夹杂物及空气,对高致密度或要求热处理的产品须采取特殊的工艺。
目前卧式冷室压铸机主要用于铝、镁、铜等有色合金的生产,黑色金属的压铸应用极少。

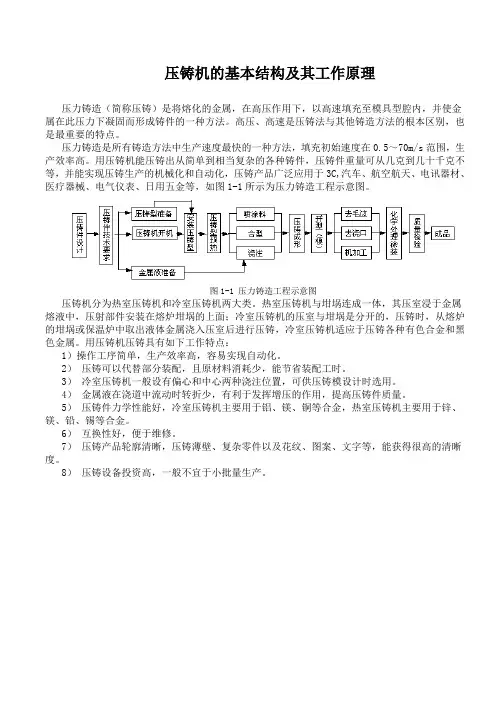
压铸机的基本结构及其工作原理压力铸造(简称压铸)是将熔化的金属,在高压作用下,以高速填充至模具型腔内,并使金属在此压力下凝固而形成铸件的一种方法。
高压、高速是压铸法与其他铸造方法的根本区别,也是最重要的特点。
压力铸造是所有铸造方法中生产速度最快的一种方法,填充初始速度在0.5~70m/s范围,生产效率高。
用压铸机能压铸出从简单到相当复杂的各种铸件,压铸件重量可从几克到几十千克不等,并能实现压铸生产的机械化和自动化,压铸产品广泛应用于3C,汽车、航空航天、电讯器材、医疗器械、电气仪表、日用五金等,如图1-1所示为压力铸造工程示意图。
图1-1 压力铸造工程示意图压铸机分为热室压铸机和冷室压铸机两大类。
热室压铸机与坩埚连成一体,其压室浸于金属熔液中,压射部件安装在熔炉坩埚的上面;冷室压铸机的压室与坩埚是分开的,压铸时,从熔炉的坩埚或保温炉中取出液体金属浇入压室后进行压铸,冷室压铸机适应于压铸各种有色合金和黑色金属。
用压铸机压铸具有如下工作特点:1)操作工序简单,生产效率高,容易实现自动化。
2)压铸可以代替部分装配,且原材料消耗少,能节省装配工时。
3)冷室压铸机一般设有偏心和中心两种浇注位置,可供压铸模设计时选用。
4)金属液在浇道中流动时转折少,有利于发挥增压的作用,提高压铸件质量。
5)压铸件力学性能好,冷室压铸机主要用于铝、镁、铜等合金,热室压铸机主要用于锌、镁、铅、锡等合金。
6)互换性好,便于维修。
7)压铸产品轮廓清晰,压铸薄壁、复杂零件以及花纹、图案、文字等,能获得很高的清晰度。
8)压铸设备投资高,一般不宜于小批量生产。
第一节冷室压铸机和热室压铸机的压铸原理一、冷室压铸机的压铸原理如图1-2所示,压铸模合模后,金属液3浇入压室2中,压射冲头1向前推进,将金属液经浇道7压入型腔6中,冷却凝固成型。
开模时,压射冲头前伸推出余料,顶出液压缸顶针顶出铸件,冲头复位,完成一个压铸循环。
图1-2 冷室压铸机压铸过程简图1--压射冲头 2--压室 3--液态金属 4--定模 5--动模 6--型腔 7--浇道8--动型座板 9--顶出器 10--余料 11--定型座板压射冲头的压射运动过程可分为两个或三个阶段。
铝合金GB/T 15115-94压铸铝合金的化学成分和力学性能表2. 铝合金压铸件GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块铸造表面GB6060.4 表面粗糙度比较样块抛光加工表面GB6060.5 表面粗糙度比较样块抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特殊要求,可由供需双方商定.3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求时,须在图样上注明.3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工作量须在图样上注明.3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供需双方同意的标准相一致.3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注明或由供需双方商定.3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及本标准未列项目有要求时,可由供需双方商定.3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补,变形校整等)处理.4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的规定要求,检验结果应予以记录.5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合标准3.3的规定.5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验和检验符合标准的规定.6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.(待续)二.日本工业标准JIS H5302:2000日本压铸铝合金化学成分表日本压铸铝合金机械性能表三.美国标准ASTM B85-96美国压铸铝合金化学成分表四.欧盟标准EN1706:1998欧盟压铸铝合金化学成分和力学性能表国内外主要压铸AI合金化学成分表二、常用压铸铝合金的主要分类及成分构成:常用的压铸铝合金,主要可以分为三大类;一是铝硅合金,主要包含YL102(ADC1、A413.0等)、YL104(ADC3、A360);二是铝硅铜合金,主要包含YL112(A380、ADC10等)、YL113(3830)、YL117(B390、ADC14)ADC12等;三是铝镁合金,主要包含302(5180、ADC5、)ADC6等。
“V”法铸造工艺及应用一、概述1.工作原理、工作过程真空密封造型,是一种物理造型法,在铸造的各类造型法中,被称为第三代造型法。
它是利用塑料薄膜密封砂箱,并依靠真空泵抽出型内空气,造成铸型内外有压力差,使干砂紧实,以形成所需型腔的一种物理造型方法。
因此,真空密封造型又名“负压造型法”或“减压造型法”。
国外取英文Vacuum(真空)一词的字头,而简称之为V法。
V法的造型工艺过程如下:1)制造带有抽气箱和抽气孔模板。
2)将烘烤呈塑性状态的塑料薄膜覆盖在型板上、真空泵抽气使薄膜密贴在型板上成型。
如图1所示。
图1 塑料薄膜加热与覆膜3)将带有过滤抽气管的砂箱放在已覆好塑料薄膜的模板上。
4)向砂箱内充填没有粘结剂与附加物的干石英砂,借微震使砂紧实,刮平,放上密封薄膜、打开阀门抽去型砂内空气,使铸型内外存在压力差(约300~400mmHg)。
由于压力差的作用使铸型成型并具有较高的硬度,湿型硬度计读数可达95左右。
如图2所示。
5)解除模板内的真空,然后进行拔模。
铸型要继续抽真空直到浇注的铸件凝固为止。
依上法制下型6)下芯、合箱、浇注。
如图3所示。
7)待金属凝固后,停止对铸型抽气,型内压力接近大气压时,铸型就自行溃散。
图2 造型图3 下芯、合箱2.V法造型的特点(1)优点①提高铸件质量。
表面光洁、轮廓清晰、尺寸准确。
铸型硬度高且均匀,拔模容易。
②简化设备、节约投资、减少运行各维修费用。
省去有关粘合剂、附加物及混砂设备。
旧砂回用率在95%以上,设备投资减少30%,设备动力为湿型的60%,劳动力减少35%。
③模具及砂箱使用寿命长。
④金属利用率高。
V法造型中,金属流动性好,充填能力强,可以铸出3mm的薄壁件。
铸型硬度高、冷却慢,利用补缩,减少冒口的尺寸。
工艺出品率提高,减少了加工余量。
⑤有利于环境保护。
由于采用无粘结剂的干砂,省去了其它铸造工艺中型砂的粘结剂、附加物或烘干工序,减少了环境污染,是绿色铸造工艺。
(2)缺点①造型操作较复杂,小铸件生产率不易提高。