东洋压铸机参数设定图文详解
- 格式:doc
- 大小:3.46 MB
- 文档页数:39
压铸件工艺参数的设定2011-11-24 8:57:20在压铸行业,工艺参数对产品质量的影响更多的是靠试验的方法,许多工程技术人员不能深入的进行分析,生产铸件的条件无法用数据来描述。
本文就压铸工艺参数理论计算和实践两方面进行讨论研究。
压力铸造的主要工艺参数有行程(速度转换点)、速度、时间和压力等。
而本文重点分析速度和行程两个主要参数。
1. 压铸的四阶段压射计算压力铸造工艺参数,首先要定义压铸的四个压射阶段。
1.1.1 第一阶段:慢压射1 为防止金属液溅出,冲头越过浇料口的过程,压射的第一阶段通常是缓慢的。
1.1.2 第二阶段:慢压射2 金属液以较低的速度运动至内浇口的阶段,主要目的是排出压室内的空气,集中铝液于压室内。
1.1.3 第三阶段:快压射金属液由内浇口填充型腔直至充满为止,主要目的是成型并排出型腔中气体。
1.1.4 第四阶段:增压阶段型腔充满后建立最后的增压,使铸件在高压压力下凝固,从而使铸件致密。
1.2 计算模型1.2.1 根据1.1定义(参照图1),可以得到金属液在各阶段合金液的重量关系式。
G2=G 浇G3+G4=G 铸+G 溢流其中:G3+G4为金属液刚达到内浇口处时冲头端面至冲头停止之间的铝液重量,即为快压射起始点位置至冲头停止行程内金属液的容量。
G 铸为铸件重量G 溢为溢流系统的重量G2 为慢压射2 行程内压室能容纳的金属液重量G 浇为浇注系统的重量1.2.2 流道中单位时间内不同位置截面中通过合金液的流量关系式(见图2)金属液在流动过程中,单位时间内通过截面的流量Q相等,则Q=V1冷仁V2>S2= V3 >S3 (注:V3 >S3是利用等式,而非金属液流量)其中V1 :冲头速度S1:冲头面积V2 :内浇口速度S2:内浇口面积V3 :排气槽气体速度(推荐值75m/s)铸时间[1]压铸时间包括充填时间,持压时间及铸件在压铸模型中停留的时间。
123.1充填时间:金属液开始进入内浇口到型腔充满所需的时间。

一、压铸机的选用步骤1)根据铸件的技术要求、使用条件和压铸工艺规范核算压铸机的技术参数及工艺性,初选合适机型。
2)根据初步构想的压铸型(模)技术参数和工艺要求核算出压铸工艺参数及压铸型(模)外形尺寸,选用合适机型。
3)评定压铸机的工作性能和经济效果,包括成品率、合格率、生产率及运转的稳定性、可靠性、和安全性等。
二、压铸机的选用方法1)在实际生产中,选择压铸机主要根据压铸合金的种类、铸件的轮廓尺寸和重量确定采用热室或冷室压铸机。
对于锌合金铸件和小型的镁合金铸件通常选用热室压铸机。
对于铝合金、铜合金铸件和大型的镁合金铸件选用冷室压铸机为主。
立式冷室压铸机适合于形状为中心辐射状和圆筒形的、同时又具备开设中心浇道条件的铸件。
2)根据压铸件的材料、轮廓尺寸、平均壁厚、净重来选择压铸机型号规格。
可通过计算来求得锁型(模)力的大小值、每次浇注量、压射室充满度等实际工艺参数作为选取机型的依据。
3)压铸型(模)大小应与压铸机上安装型(模)具的相应尺寸相匹配,其主要尺寸为压铸型(模)的厚度和型(模)具分型面之间的距离。
必须满足压铸机基本参数的要求:①压铸型(模)厚度H 设不得小于机器说明书所给定的最小型(模)具厚度,也不得大于所给定的最大型(模)具厚度,H设应满足如下条件Hmin+10mm≤ H 设≤ Hmax-10mm式中H 设—所设计的型(模)具厚度(mm);Hmin—压铸件所给定的型(模)具最小厚度,即“模薄”(mm);Hmax—压铸机所给定的型(模)具最大厚度,即“模厚”(mm)。
②压铸机开型(模)后,应使压铸机动型(模)座板行程(L)即压铸型(模)具分型面之间的距离大于或等于能取出铸件的最小距离。
L≥L 取如图1所示为推杆推出的压铸型(模)取出铸件的最小距离。
L取≥L 芯+L 件+K式中,K 一般取10mm。
三、压铸机选用方法举例例已知一盒形铸件,如图2所示。
下面以力劲机械厂有限公司生产的卧式冷室压铸机机型技术参数为依据进行选型分析。
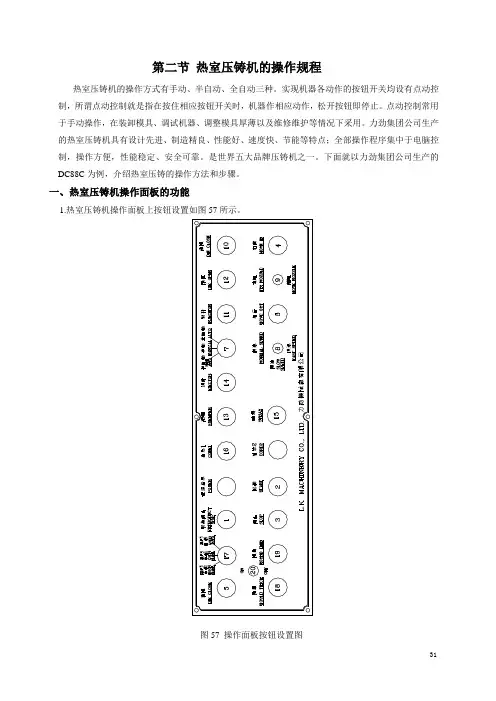
第二节热室压铸机的操作规程热室压铸机的操作方式有手动、半自动、全自动三种。
实现机器各动作的按钮开关均设有点动控制,所谓点动控制就是指在按住相应按钮开关时,机器作相应动作,松开按钮即停止。
点动控制常用于手动操作,在装卸模具、调试机器、调整模具厚薄以及维修维护等情况下采用。
力劲集团公司生产的热室压铸机具有设计先进、制造精良、性能好、速度快、节能等特点;全部操作程序集中于电脑控2.热室压铸机操作面板各按钮名称、状态、功能说明如下表所示:二、热室压铸机电箱控制面板的功能1.热室压铸机电箱控制面板一般安置在机器主电箱门面上,以便操作者调节、测试电器各参数,电箱控制面板上各元件的设置如图58所示,各元件的名称、状态、功能见表二所示。
表二热室压铸机电箱控制面板功能使用说明表2)低压压力与拨码数字对照表注:psi是非法定计量单位1Mpa=145psi三、热室压铸机手动操作方法将“手动、半自动、全自动”选择按钮拨至“手动”档位,接通电源,起动液压泵正常运转。
设定射料压力,在面板上将总压力数字拨码调节至合适位置,开始进行各动作操作。
1.锁模动作操作方法(1)将“关门”选择拨至“关门手动”档位,用手推前后安全门关门到位,顶针退回到位,射料锤头回锤到位,选择冲头动作时,冲头须回位。
(2)速度选择有快速、常速、慢速三档,将旋钮拨至所选档位,并在电箱控制面板上将锁模压力数字拨码调整至合适数字。
(3)双手各按住一个“锁模”按钮,机器将作锁模动作,至终止位置时,由于感应开关、限位开关的控制,机器将自动终止锁模动作。
力劲集团公司其锁模按钮设置两个,目的是使模具安装、维修、测试符合安全要求。
2.开模动作操作方法(1)要求回锤到位,速度选择开关拨至所选档位,开模压力拨码拨至合适数字。
(2)按住开模按钮,机器做开模动作,运动至终止位置时,其开模终止感应开关断开,机器将自动终止开模动作。
3.扣前、扣后动作按住扣前按钮,锁模柱架装置作扣前动作,按住扣后按钮,锁模柱架装置作扣后动作。
压铸工艺参数的设定和调节压铸工艺参数的设定和调节是在铸造过程中对机器设备的参数进行调整,以达到铸件质量要求的过程。
这些参数包括压力、速度、温度、冷却时间等,正确的设定和调节能够改善铸件的成型质量,提高生产效率和降低生产成本。
首先,压铸工艺参数的设定和调节应考虑到铸件的形状、尺寸、材料等因素。
根据铸件的设计要求,选择合适的压力和速度来满足铸件的成型需求。
一般情况下,增加压力可以提高铸件的致密度、强度和表面质量,但过高的压力可能导致铸件断裂或变形;增加速度可以减少热损失,提高铸件的凝固速度和成型质量,但过高的速度可能导致冷隔离缺陷等问题。
其次,压铸工艺参数的设定和调节还需要考虑到机器设备的性能和工作状态。
例如,如果机器设备的液压系统压力低于要求,就需要调整液压泵的工作压力,保证其在一定范围内稳定工作;如果机器设备的液压缸行程不足,就需要增加液压泵的行程或调整行程限位开关。
第三,压铸工艺参数的设定和调节还需要根据铸件的材料和成型温度来决定。
铸件的成型温度对铸件的凝固速度、收缩率、热裂纹倾向等有着重要影响。
一般情况下,增加成型温度可以加快铸件的凝固速度,提高铸件的致密度和强度,但过高的成型温度可能导致材料的氧化或烧损、铸件变形等问题。
此外,压铸工艺参数的设定和调节还需要考虑到铸件的冷却时间。
冷却时间是指在铸件成型后,需要经过一定时间的冷却才能取出铸件。
合理的冷却时间可以保证铸件的成型质量和尺寸稳定性,但过长的冷却时间可能导致生产效率低下。
在设定和调节压铸工艺参数时,需要根据实际工艺经验和试制铸件的质量情况进行有针对性的调整。
如果发现铸件存在不良缺陷,例如气孔、疏松、缩孔、冷隔离等,就需要重新评估和调整工艺参数,以减少或消除这些缺陷。
总之,压铸工艺参数的设定和调节是一个复杂而严谨的过程,在实践中需要不断摸索和总结经验。
合理设定和调节这些参数,可以提高铸件的成型质量、降低缺陷率,并最终提高生产效率和降低生产成本。
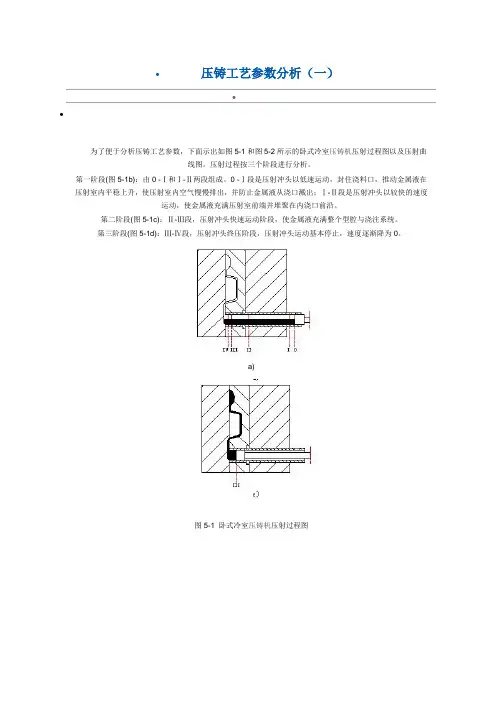
∙压铸工艺参数分析(一)∙∙为了便于分析压铸工艺参数,下面示出如图5-1和图5-2所示的卧式冷室压铸机压射过程图以及压射曲线图。
压射过程按三个阶段进行分析。
第一阶段(图5-1b):由0 -Ⅰ和Ⅰ-Ⅱ两段组成。
0 -Ⅰ段是压射冲头以低速运动,封住浇料口,推动金属液在压射室内平稳上升,使压射室内空气慢慢排出,并防止金属液从浇口溅出;Ⅰ-Ⅱ段是压射冲头以较快的速度运动,使金属液充满压射室前端并堆聚在内浇口前沿。
第二阶段(图5-1c):Ⅱ-Ⅲ段,压射冲头快速运动阶段,使金属液充满整个型腔与浇注系统。
第三阶段(图5-1d):Ⅲ-Ⅳ段,压射冲头终压阶段,压射冲头运动基本停止,速度逐渐降为0。
a)图5-1 卧式冷室压铸机压射过程图图5-2 卧式冷室压铸机压射曲线图s--冲头位移曲线P0--压力曲线v--速度曲线1、压力参数(1)压射力压射冲头在0-Ⅰ段,压射力是为了克服压射室与压射冲头和液压缸与活塞之间的摩擦阻力;Ⅰ-Ⅱ段,压射力上升,产生第一个压力峰,足以能达到突破内浇口阻力为止;Ⅱ-Ⅲ段,压射力继续上升,产生第二个压力峰;Ⅲ-Ⅳ段,压射力作用于正在凝固的金属液上,使之压实,此阶段有增压机构才能实现,此阶段压射力也叫增压压射力。
(2)比压比压可分为压射比压和增压比压。
在压射运动过程中0-Ⅲ段,压射室内金属液单位面积上所受的压射力称为压射比压;在Ⅲ-Ⅳ段,压射室内金属液单位面积上所受的增压压射力称为增压比压。
比压是确保铸件质量的重要参数之一,推荐选用的增压比压如表5-1所示。
表5-1 增压比压选用值(单位:MPa)(3)胀型力压铸过程中,充填型腔的金属液将压射活塞的比压传递至型(模)具型腔壁面上的力称为胀型力。
主胀型力的大小等于铸件在分型面上的投影面积(多腔模则为各腔投影面积之和),浇注系统、溢流、排气系统的面积(一般取总面积的30%)乘以比压,其计算公式如下F主=APb/10式中F主-主胀型力(KN);A-铸件在分型面上的投影面积(cm2);Pb-压射比压(MPa)。

⑦TOSCAST設定方法•圧鋳機総控制系統特長1.32bit 高速CPU2.10.5英寸液晶画面3.直接鍵盤輸入自動控制多段射出速度3頂出行程8合模力7鋳造圧力6増圧時間5高速射出区間4高速射出速度2低速射出速度1輸入和自動控制模開時的射出跟踪行程1供溶液量7頂出回速度和輸入6頂出速度和輸入5低圧合模時間4開模速度和輸入3合模速度和輸入2只能輸入給湯装置動作2増圧開始位置1只能自動控制1.能設定機器的条件和模具参数2.機器的条件自動反饋功能3.顕示機器的参数4.能進行生産管理5.故障診断6.儲存機器的条件和模具参数功能9 班9 班生産班数8 1 批1 批累計生産参数7140 項140 項設定変更参数6140 項140 項維護保養経歴的参数5140 項140 項報警的参数42000 次50 次実際参数3200 次10 次射出図象264 模64 模模具和設定条件的参数1軟盤内部存儲項目参数保存条件設定MONITOR管理★:細目管理画面*:OPTIONTOSCAST設定画面模具条件設定l 模具尺寸或産品尺寸的輸入l 顕示自動計算的鋳造条件鋳造条件的設定l 射出条件或中子動作的設定合模条件的設定(1)l合模押出速度設定合模条件的設定(2)l 開模和頂出条件的設定l 為了防止模具破損的低圧合模功能設定中子動作設定射出条件的設定l 多段射出条件和超高速射出条件的設定動作選擇設定周邊装置的設定l給湯装置,噴塗装置,柱塞潤滑装置,取件装置的条件設定質量条件的設定l 条件上限和下限的設定l 実際参数超出上下限時的信号輸出方法設定鋳造再開始時的設定l 故障或交換模具後鋳造再開始時的設定射出図象的設定(全部)l 射出速度,射出圧力,射出位置的図象顕示射出図象的設定(高速部)l射出速度,射出圧力,射出位置的図象顕示参数顕示l 合模或射出参数的顕示頃向顯示機器動作的顕示l 圧鋳機正在運行動作的参数顕示自動機作的顕示循環線路比較表示良品参数的存儲l 良品射出図象和参数的存儲生産管理l 生産数或不良数的管理生産管理l生産数或不良数的管理解決故障l 顕示警報和故障解決方法警報経歴l警報的顕示設定更改記録l 更改前条件和更改後条件的顕示I/O顕示機器檢査畫面設定参數設定磁碟画面設定維修記録原始設定畫面指南。
第四节工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
③工艺合理性:工艺合理性好,比压低些。
2)压铸合金的特性决定压力参数的设定①结晶温度范围:结晶温度范围大,选择高比压;结晶温度范围小,比压低些。
东洋压铸机350吨说明书公司的1985年,是电动伺服技术商品化并开始销售的一年。
液压式的常识被颠覆,以环境保护需求为先的设计技术与创新性产品在业界形成了顽强的主流销售态势。
只要有这脉脉相承的东洋机械金属的基因,今后也一定能开拓新的世界市场。
目前,公司主要的销售市场分别是日本、美国、中国以及(除日本、中国以外的)亚洲地区。
虽然出口销售额在销售总额中所占的比例达到70%,但是我们并不满足于此。
又设立了亚洲开发部等,对市场仍然保持攻势。
另外,还有重视世界各地的当地企业与缝隙市场的战略之成果,生产力的加强也是必不可少的。
为此,核心以外的部件采取外包的方式,在不影响定制化和维护性的基础上努力提高生产效率。
对于新一代世界标准EUROMAP77以及工业4.0已做好应对准备,在公司内部还开发了机器在运转中可以自行修复的AI系统,我们将继续生产出让全世界的顾客满意的产品。
而且,我们应当承担起作为全球化企业的社会责任,积极推动SDGs(联合国可持续发展目标)的落实,特别是在因海洋微塑料而被人们关注的海洋环境保护等全球性课题方面,希望能够作为业界的领跑者作出自己的贡献。
2025年,我们将迎来创业100周年。
面向100周年甚至更远的未来,应该做的事情还有很多,虽然感到时间紧迫,但是秉承的“根本与正道”的思想、真诚面对客户是不能忘记的初心。
继续坚持“比起损益更重要的是善恶”的行动方针,成为客户心中有信用、被信赖的企业。
对于客户提出的任何要求,采取不轻易说「NO」的态度,提供优质的方案是我们东洋机械金属永远的使命。
今后,将进一步加强企业管理和经营体制,以更好的发展和提高企业价值为目标,为社会进步作出贡献。