压铸机射出条件设定
- 格式:ppt
- 大小:3.37 MB
- 文档页数:48
压铸件工艺参数的设定2011-11-24 8:57:20在压铸行业,工艺参数对产品质量的影响更多的是靠试验的方法,许多工程技术人员不能深入的进行分析,生产铸件的条件无法用数据来描述。
本文就压铸工艺参数理论计算和实践两方面进行讨论研究。
压力铸造的主要工艺参数有行程(速度转换点)、速度、时间和压力等。
而本文重点分析速度和行程两个主要参数。
1. 压铸的四阶段压射计算压力铸造工艺参数,首先要定义压铸的四个压射阶段。
1.1.1 第一阶段:慢压射1为防止金属液溅出,冲头越过浇料口的过程,压射的第一阶段通常是缓慢的。
1.1.2 第二阶段:慢压射2金属液以较低的速度运动至内浇口的阶段,主要目的是排出压室内的空气,集中铝液于压室内。
1.1.3 第三阶段:快压射金属液由内浇口填充型腔直至充满为止,主要目的是成型并排出型腔中气体。
1.1.4 第四阶段:增压阶段型腔充满后建立最后的增压,使铸件在高压压力下凝固,从而使铸件致密。
1.2 计算模型1.2.1 根据1.1定义(参照图1),可以得到金属液在各阶段合金液的重量关系式。
G2=G浇G3+G4=G铸+G溢流其中:G3+G4为金属液刚达到内浇口处时冲头端面至冲头停止之间的铝液重量,即为快压射起始点位置至冲头停止行程内金属液的容量。
G铸为铸件重量G溢为溢流系统的重量G2为慢压射2行程内压室能容纳的金属液重量G浇为浇注系统的重量1.2.2 流道中单位时间内不同位置截面中通过合金液的流量关系式(见图2)金属液在流动过程中,单位时间内通过截面的流量Q相等,则Q=V1×S1=V2×S2= V3×S3 (注:V3×S3是利用等式,而非金属液流量)其中V1:冲头速度S1:冲头面积V2:内浇口速度S2:内浇口面积V3:排气槽气体速度(推荐值75m/s)S3:排气槽的面积1.2.3压铸时间[1]压铸时间包括充填时间,持压时间及铸件在压铸模型中停留的时间。

压铸工艺参数的设定和调节压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
一、卧式冷室压铸机主要工艺参数的设定和调节下面以力劲机械厂有限公司生产的DCC280 卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定。
1. 主要工艺参数的设定(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2s 以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2s 以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5s以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5s 以上。
(5)储能时间:一般在2s 左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
③工艺合理性:工艺合理性好,比压低些。
2)压铸合金的特性决定压力参数的设定①结晶温度范围:结晶温度范围大,选择高比压;结晶温度范围小,比压低些。
压铸工艺参数的计算与工艺调整前提:针对目前国内压铸行业使用非实时监控的压铸机具多这一现状.合理设定压铸参数尤为重要1.吉制点的确定.2.2.压射速度的确定3.增压的确定4实例分析★在压铸过程中,通常的压射功能为:慢压射,一级快压射,二级快压射和增压。
其中一级快压射主要用于锤头跟踪,但也可用于由慢到快的过渡压射,根据客户及铸件的需要,强调使用过渡压射时,也可做到锤头跟踪单独控制(此为特供机),增压与二级快压射相连,大吨位的压铸机增压起始吉制独立控制。
★例:在DCC160压铸机上生产的一个压铸件.浇铸全重:330g (含浇排系统).铸件重量150g(内浇口以上).铸件投影面积:11X7=77cm2.浇注总投影面积:77X200%=154cm2.铸件材料:ADC12.本例铸件内浇口实际截面积:2.7X1.1+18X1.7=60.3mm2.平均壁厚:2mm.一. 吉制点确定:①.△1点对应入料筒的B点,当采用短入料筒时△1向42方向移动,同时△]始终保持对应B点.②.△,点:当料温低或充填率低亦或薄壁铸件时,△2接近对应A点,反之接近43点.③.43点:通过计算L H来确定,通常锤头压射到43点时,合金液达到C点,如果需要提前及滞后充填,43相应右移及左移.④.△点:对应模具分型面,(同时不能超过射出行程的极限)4⑤为了确定43点,需要计算L HM=A P*L H* P ------------------------------- ⑴M:铸件重量(内浇口以上,含集渣包)A p:锤头截面积P :合金液体密度将数值代入6:150=兀R2*L H*P=3.14*2.52*L H*2.5求得 L =3.06cm H二.压射过程之速度确定:1.慢压射速度Vs的大小一般以合金液不从入料口溢出为原则。
通常Vs为0.2-0.4m/s之间为宜(可以不做调整)2.一级快压射速度的确定需要考虑锤头跟出及过渡性速度两种情况充填率$ =M总/ A p*LK* P -------------------- ⑵M总:包括浇排系统在内的铸件总重A p:锤头截面积4:空打行程代入数值:$二(3 3 0/0 . 78 5 *52 *32 *2 . 5)*100%=21% (标准 30%-70%)充填高:H=(D/2)*(1.66*$+0.17)H=(50/2)*(1.66*0.21+0.17)=13mm一级快压射速度V L=0.2* {(D-H)*(1-0)/(1+0)}1/2 ------------------------- ⑷V L=0.2* {(50-13)*(1-0.21)/(1+0.21)}1/2=0.98m/s 二级快压射速度的确定及二级手轮的调节方法:V PC tV H:V D0 V p0V g P a充填时间:t=(7/1000)*T2 ----------------- ⑸T:铸件平均壁厚t=(7/1000)*22 =0.028(s)内浇口速度:Vg*t*Ag* P =M -------------------- ⑹M:铸件重量(内浇口之上含集渣包)Vg*0.028*60.3*0.0025=150Vg=35500mm/s=35.5m/s(内浇口最小速度) 锤头实打速度:Qg二Qp(合金液通过任何截面的流量相等)Qg:内浇口处的流量Qp:锤头处的流量(入料筒处流量)Ag*Vg=Ap*Vp ----------------------------⑺60 . 3 *35 . 5=0 . 78 5*502 *V PVp=1.1m/s(此为最小锤头速度)Vp= 1.1m/s.取Vp=1.5m/s (模具所需)模具界限速度:当Pa=140kg/cm2 (系统压力)Vpc=550*(Pa*As*Ag2 /Ap3) 1/2 ------------------------------------ ⑻Vpc=550*{140*0 . 78 5*102 *0 . 62 /(0 . 78 5 *52尸}I/2=3.97 m/s 实打速度:Vp={(V产V)/( V D2+V PC2)} 1/2 --------------------------------- ⑼pc2Vp={(62*3.972)/( 62+3.972)}1/2=3.31 m/s(压铸机所供)3.31远大于1.5 能量过剩.即Pa不需要取140kg/cm2那么当Pa=100 kg/cm2时情况如下:V=3.97*(100/140)1/2=3.35 m/spc此时空打速度 V =6*(100/140)1/2=5 m/sDV J{(52*3.352)/( 52+3.352)}1/2=2.78 m/s通过比较可知:降低系统压力让压铸机与压铸模系统更匹配由上面公式⑼:V P={(V D2*V PC2)/( V D2+V PC2)} 1/2可以导出:丫:{"长2*丫//( V PC2-V P2)} 1/2 ------------------------------- ⑽当 V P =1.5m/s 时可得出二级快压射设定速度:V D={(3.352*1.52)/( 3.352-1.52)}1/2=1.68m/s手轮设置:【(12*12/5)为每1m/s时的格数】(12*12/5)*1.68=49 格即:手轮调节为4圈1格三.增压确定:P 取 100Mpa 时锁模力=A 总*P=154*100=154(T)A P * P = P Z * P Z ------------------------------------------------------- (11)(锤头部)(增压缸处)0 . 78 5 *52*100MPa=0.785*162*PZP =9.76 Mpa (增压缸需设置的压力)ZA P * P = A S * P S ------------------------------------------------------- ⑫(锤头部)(射出缸处)0 . 78 5 *52*100MPa=0.785*102*PSP S =25 MPa (射出缸压力表显示值)通过查看射出缸压力表(大表)读数核实是否为25MPa如数据不符,需要调整增压储能器的压力,另外,原则上增压流量手轮从3圈调起充填时间允许时,可调小增压流量,否则反之触发压力一般为50kg/cm2,充填时间允许时也可调小触发压力,否则反之四.实例分析:1.当 Vj1.5m/s 时通过 Ag * Vg = A P * V P60.3*Vg=0.785*502*1.5Vg = 48.8 m/s (标准为 20-60 m/s)说明内浇口截面积较小,内浇口处的龟裂现象也证实了这一点。
∙280T力劲压铸机工艺参数设定和调节技能∙发布时间:2013-7-8 11:23:07 来源:互联网文字【大中小】∙工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
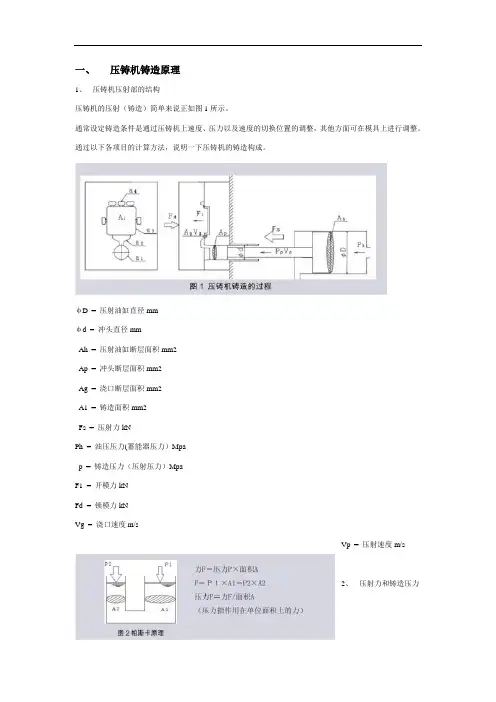
一、压铸机铸造原理1、压铸机压射部的结构压铸机的压射(铸造)简单来说正如图1所示。
通常设定铸造条件是通过压铸机上速度、压力以及速度的切换位置的调整,其他方面可在模具上进行调整。
通过以下各项目的计算方法,说明一下压铸机的铸造构成。
φD = 压射油缸直径mmφd = 冲头直径mmAh = 压射油缸断层面积mm2Ap = 冲头断层面积mm2Ag = 浇口断层面积mm2A1 = 铸造面积mm2Fs = 压射力kNPh = 油压压力(蓄能器压力)Mpap = 铸造压力(压射压力)MpaF1 = 开模力kNFd = 锁模力kNVg = 浇口速度m/sVp = 压射速度m/s2、压射力和铸造压力所以产品上所负压力可以通过压射力除以冲头断层面积计算出来的。
Fs压铸机的压射力(压射油缸的推动力)Fs=油压压力Ph×压射油缸断层面积Ah(kN)铸造压力Pp(至产品的压力或比压)Pp=油压压力Ph×压射油缸断层面积Ah/冲头断层面积Ap=压射力Fs/冲头断层面积Ap所以产品上所负压力可以通过压射力除以冲头断层面积计算出来的。
Fs压铸机的压射力(压射油缸的推动力)Fs=油压压力Ph×压射油缸断层面积Ah(kN)铸造压力Pp(至产品的压力或比压)Pp=油压压力Ph×压射油缸断层面积Ah/冲头断层面积Ap=压射力Fs/冲头断层面积Ap3、高速压射速度与浇口速度下图伯努利定理可以表达出压铸机的压射速度与浇口速度的关系。
也就是说:通过流量Q=流速V×断层面积A的公式计算出来。
其入口和出口的流量相等。
Q=V1A1=V2A2这个时候A1是冲头断层面积、A2是浇口断层面积、V1是压射速度、V2是浇口速度。
压射速度Vp×冲头断层面积Ap=浇口速度Vg×浇口断层面积Ag浇口速度Vg:Vg(V2)=压射速度Vp(V1)×冲头断层面积Ap(A1)/ 浇口断层面积Ag(A2)(m/s)铝合金压铸时浇口速度可以参考表(1)进行设定。
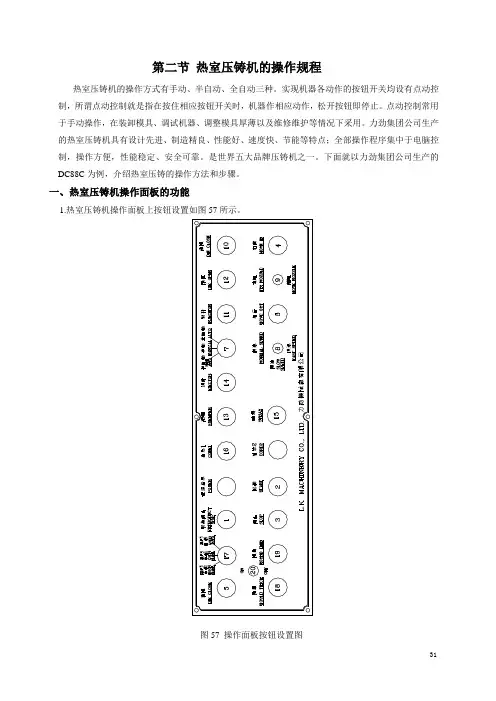
第二节热室压铸机的操作规程热室压铸机的操作方式有手动、半自动、全自动三种。
实现机器各动作的按钮开关均设有点动控制,所谓点动控制就是指在按住相应按钮开关时,机器作相应动作,松开按钮即停止。
点动控制常用于手动操作,在装卸模具、调试机器、调整模具厚薄以及维修维护等情况下采用。
力劲集团公司生产的热室压铸机具有设计先进、制造精良、性能好、速度快、节能等特点;全部操作程序集中于电脑控2.热室压铸机操作面板各按钮名称、状态、功能说明如下表所示:二、热室压铸机电箱控制面板的功能1.热室压铸机电箱控制面板一般安置在机器主电箱门面上,以便操作者调节、测试电器各参数,电箱控制面板上各元件的设置如图58所示,各元件的名称、状态、功能见表二所示。
表二热室压铸机电箱控制面板功能使用说明表2)低压压力与拨码数字对照表注:psi是非法定计量单位1Mpa=145psi三、热室压铸机手动操作方法将“手动、半自动、全自动”选择按钮拨至“手动”档位,接通电源,起动液压泵正常运转。
设定射料压力,在面板上将总压力数字拨码调节至合适位置,开始进行各动作操作。
1.锁模动作操作方法(1)将“关门”选择拨至“关门手动”档位,用手推前后安全门关门到位,顶针退回到位,射料锤头回锤到位,选择冲头动作时,冲头须回位。
(2)速度选择有快速、常速、慢速三档,将旋钮拨至所选档位,并在电箱控制面板上将锁模压力数字拨码调整至合适数字。
(3)双手各按住一个“锁模”按钮,机器将作锁模动作,至终止位置时,由于感应开关、限位开关的控制,机器将自动终止锁模动作。
力劲集团公司其锁模按钮设置两个,目的是使模具安装、维修、测试符合安全要求。
2.开模动作操作方法(1)要求回锤到位,速度选择开关拨至所选档位,开模压力拨码拨至合适数字。
(2)按住开模按钮,机器做开模动作,运动至终止位置时,其开模终止感应开关断开,机器将自动终止开模动作。
3.扣前、扣后动作按住扣前按钮,锁模柱架装置作扣前动作,按住扣后按钮,锁模柱架装置作扣后动作。
第四节工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5S以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5S以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
③工艺合理性:工艺合理性好,比压低些。
2)压铸合金的特性决定压力参数的设定①结晶温度范围:结晶温度范围大,选择高比压;结晶温度范围小,比压低些。
压铸工艺参数的设定和调节压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
一、卧式冷室压铸机主要工艺参数的设定和调节下面以力劲机械厂有限公司生产的DCC280 卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定。
1. 主要工艺参数的设定(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2s 以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2s 以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在0.5s以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在0.5s以上。
(5)储能时间:一般在2s 左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
③工艺合理性:工艺合理性好,比压低些。
2)压铸合金的特性决定压力参数的设定①结晶温度范围:结晶温度范围大,选择高比压;结晶温度范围小,比压低些。
第四节工艺参数的设定和调节技能压铸生产中机器工艺参数的设定和调节直接影响产品的质量。
一个参数可能造成产品的多个缺陷,而同一产品的同一缺陷有可能与多个参数有关,要求在试压铸生产中要仔细分析工艺参数的变化对铸件成形的影响。
压铸生产厂家通常由专人设定和调节机器参数。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例,说明压铸生产中主要工艺参数的设定和调节技能。
一、主要工艺参数的设定技能DCC280卧式冷室压铸机设定的内容及方法如下:(1)射料时间:射料时间大小与铸件壁厚成正比,对于铸件质量较大、压射一速速度较慢且所需时间较长时,射料时间可适当加大,一般在2S以上。
射料二速冲头运动的时间等于填充时间。
(2)开型(模)时间:开型(模)时间一般在2S以上。
压铸件较厚比较薄的开型(模)时间较之要长,结构复杂的型(模)具比结构简单的型(模)具开型(模)时间较之要长。
调节开始时可以略为长一点时间,然后再缩短,注意机器工作程序为先开型(模)后再开安全门,以防止未完全冷却的铸件喷溅伤人。
(3)顶出延时时间:在保证产品充分凝固成型且不粘模的前提下,尽量减短顶出延时时间,一般在以上。
(4)顶回延时时间:在保证能顺利地取出铸件的前提下尽量减短顶回延时时间,一般在以上。
(5)储能时间:一般在2S左右,在设定时操作机器作自动循环运动,观察储能时间结束时,压力是否能达到设定值,在能达到设定压力值的前提下尽量减短储能时间。
(6)顶针次数:根据型(模)具要求来设定顶针次数。
(7)压力参数设定在保证机器能正常工作,铸件产品质量能合乎要求的前提下,尽量减小工作压力。
选择、设定压射比压时应考虑如下因素:1)压铸件结构特性决定压力参数的设定。
①壁厚:薄壁件,压射比压可选高些;厚壁件,增压比压可选高些。
②铸件几何形状复杂程度:形状复杂件,选择高的比压;形状简单件,比压低些。
③工艺合理性:工艺合理性好,比压低些。
2)压铸合金的特性决定压力参数的设定①结晶温度范围:结晶温度范围大,选择高比压;结晶温度范围小,比压低些。
压力铸造低速阶段控制参数详解张炜tchzh2004@卧式冷室压铸机的压射机构通常具有三阶段压射活塞控制,在第一压射阶段,压射活塞首先以较小的均匀速度启动,以防止液态金属从压室口喷出来,再就是避免压射冲头使熔融合金液形成不利的强烈紊流。
当压射活塞快速启动时,在浇注压室内会形成激烈的冲击波,这样会导致液态金属形成夹杂空气的旋涡,因此低速阶段应注意的重点是:压射活塞启动要慢,在压室液态金属不形成冲击波的情况下使其向前推进,将位于压室内的空气经模具浇道系统驱敢至模具型腔,然后通过压铸模具的排气系统排出来。
压射活塞的起始运动,即第一压射阶段,通常是以匀速或匀加速进行的,抛物线压射系统就是以匀加速运动来实现的。
在抛物线压射系统中,液态金属在压室内呈非涡旋运动,合金液不会与空气混合,从而改善了压室的排气。
抛物线压射理论,可以通过在有机玻璃模型上,借助于对有色水的电影摄影验证,在对匀速及匀加速压室冲头启动动作做对比表明,在抛物线压射情况下,压室内的充填是平静的。
在第一压射阶段的压射系统要解决的问题是,尽可能使多的空气和气体从浇注压室经浇道、排气系统(压铸模具的)排出去,然后液态金属开始填充模具型腔。
第一压射阶段,即低速压射阶段要完成的任务是,确定匀速运动和匀加速运动的速度值,此值应保证浇注压室内的液态金属不会形成激烈的冲击波,另外就是转换点,即对慢速第一阶段运动至第二压射阶段的高速充模进行控制,这两点必须要很好确定。
1. 第一压射阶段浇注活塞的行程及起始充填度如果压射冲头形程为X1时(图1),液态金属推至浇道体系的入口处,那么压射冲头可以从第一压射阶段的慢速度转换为第二压射阶段高速充模速度,在此情况下,压室完全充满之后,压射冲头就要开始启动到第二压射阶段,压射冲头在转换之后(从第一压射阶段的慢速到高速度)过渡到高速充模速度,经过的行程为∆X 。
形程∆X 取决于在充模过程压射冲头的高速速度V k ,并与高速压射阶段液压阀的开关动作时间、压射活塞的惯性力、压射缸内管道中的液压压力以及压射机构的其他参数有关,可以用压射活塞速度V k 的平方成函数关系来表示。
1.压铸机的保养(1)压铸机的保养为了能使压铸机一直能在良好的状态下运转,有效地完成生产目标。
我们一定要执行与其相适应的保养业务。
要达到有效的保养,先要掌握正常时的机器状况。
要确切的做到:油量计,油温计上无油及灰尘污染。
压力表的指针完整无损,不摇晃,压力指示正确等,才能保证产品优良。
使用机器后,一定要清扫。
检查机器周围的通道是否通畅,有无异常状态发生,同时还要养成习惯在开始作业时,加入足够的润滑油,在每天的作业前确认各部压力,以及铸造条件的检查等。
我们公司的服务人员认为,用户公司对机器的清扫及保养状况一定要与该公司的管理员制定的管理方法相等。
另外,已充分进行清扫的公司对保养也一定要认真、努力的实施。
日常的检查要纳入一天的工作安排之中。
作为工作的一个部分,每天确切的实施是确保机器正常运转的条件之一。
下面列举的是妨碍日常保养业务的因素以及对应的措施。
·机器污染,不能靠近·作业开始或完成作业后一定要清扫·不能看清楚计量器·再次检查产品的流动情况·机器的周围不能通过·机器周围不能放置物品·进行保养的工具、计·购入必须的工具、并加以整理整顿量器不在手边·工厂里的噪音太大、听不·使用消音器材,隔断噪音清机器的异常声音·反射炉要另置他室或用隔离板隔开。
保温炉取用噪音低的电炉等的时间在第一位·教育不彻底学习会以及外界的演讲会·个人的意识不充分·自己启发(2)机器故障的现象以及其原因机器的故障大致可以分为下列3大原因。
判断机器因什么原因发生故障时,一般最容易考虑到的是油压的原因,或者电气方面的原因引起的。
如果判断为电气原因时可采用循环选择开关,通过[手动回路]查明原因,[手动回路]比[自动回路]的回路简单,更容易掌握原因。
而自动回路时,则要充分注意动作不良引起的故障,在机械继续运转中查找故障时,需要立即纠正故障使机器运转,故修理人员应该考虑不让外部人员进入一切机器动作的范围。