塞规卡规设计规范
- 格式:ppt
- 大小:13.32 MB
- 文档页数:75
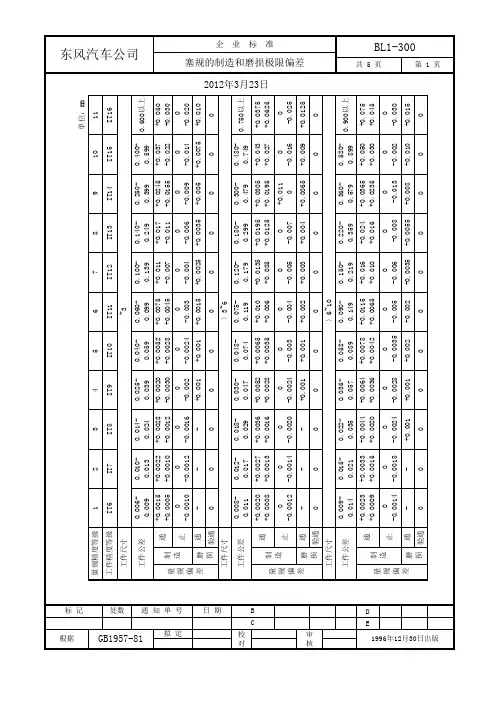
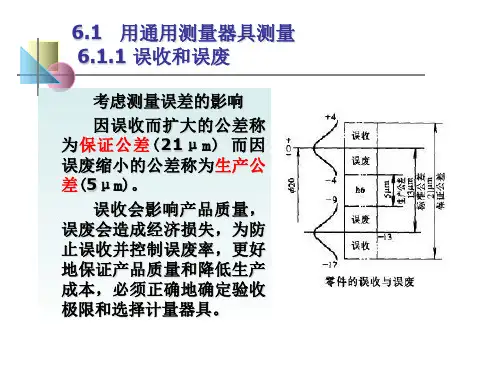
第6章 光滑极限量规6.1 概 述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
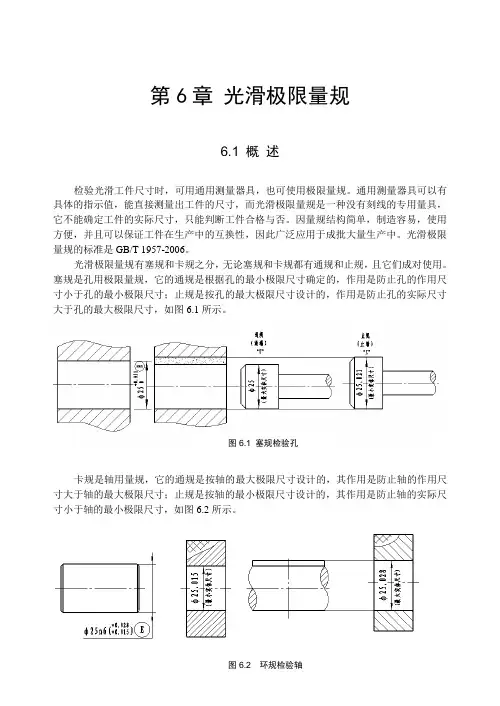
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1 塞规检验孔图6.2 环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。

塞规校验规程
一. 目的
1 塞规是用于检测波纹管柔韧性能的工具。
2 校验方法的编写依据:JT/T529-2004的相关要求。
二.技术要求
1 塞规外观平整光滑。
2 塞规:a.d=90mm dp=85.50mm。
b.d=70mm dp=66.50mm。
c.d=50mm dp=47.50mm。
d为波纹管直径;dp为波纹管直径的0.95倍;当0.94d≤dp≤0.96d时为合格符合规范要求。
三.校验方法
目测塞规外观是否平整光滑。
用游标卡尺量取塞规的各个部位的数据是否符合技术要求。
四.校验结果评定
使用中的塞规,其各项技术指标必须符合技术要求。
五.校验用仪器
游标卡尺:200mm,精确0.02mm。
六.校验周期
校验周期1年。
七.记录
塞规校验记录。
塞规校验记录。

文件制修订记录1.概述规类量具:主要有内径规(又称环规,以下简称环规)、光滑塞规(以下简称塞规)、外径规、高度规、卡规等。
1.1 环规:是一种定值量具,结构简单,其优点是校对方便。
1.2 塞规:是一种定值量具,结构简单,使用方便,能有效控制工件的极限尺寸。
1.3 外径规:是一种定值量具,结构简单,校对方便,测量时先用外径规校零,比较与零位的偏差量来判断工件是否合格。
1.4 高度规:是一种定值量具,结构简单,使用简便、在成批生产,特别是大批量生产时被广泛应用。
1.5 卡规:主要用于线圈终端检测,卡规有两种:一种带有引出线检测棒,标记引出线高度;一种没有引出线检测棒。
2.技术要求2.1专用规类量具图纸(以下简称图纸)要求2.1.1 图纸的设计与编号由工艺技术部相关担当人员负责设计图纸,并在图纸上清楚标注各种需测量的参数(包括磨损极限)等,经科长审批、部长批准,必要时请相关部门会签。
图纸必须具有唯一性编号,编号方式如下:SCT-分页号系列号顺序号类别号类别号:1环规 2塞规 3外径规 4高度规 5其他顺序号:按先后顺序,从0001开始依次编号系列号:1至3位代码,G表示SG系列(可省略),H表示SH系列,INV表示变频系列,TH表示双转子系列分页号:为零件图序号,装配图省略2.1.2 图纸的审批和分发图纸必须符合《文件及记录控制程序》规定审批的程序才能正式发布和实施。
分发的每份文件必须加盖“部门章”作为受控标记,并注明分发号、分发日期,做好签收记录。
2.2检定要求2.2.1 外观要求:规类量具的测量面不应有锈迹、毛刺、划痕、碰伤等影响测量准确度的缺陷。
使用中的专用量具不应有明显影响外观和使用质量的缺陷,必须有公司唯一的量具编号,校对规应刻有实测值,标志应正确、清楚。
2.2.2 表面粗糙度要求:规类量具测量面的粗糙度必须符合图纸要求。
2.2.3 形位公差要求:规类量具的主要形位公差:圆度、圆柱度、平面度、平行度应在尺寸允许偏差范围之内,数值为其50%,当尺寸允许偏差范围小于或等于0.002mm时,数值为0.001mm。
光滑极限量规概述及设计原则第5章光滑极限量规5.1 概述在机械制造中,检验尺寸一般使用通用计量器具,直接测取工件的实际尺寸,以判定其是否合格,但是,对成批大量生产的工件,为提高检测效率,则常常使用光滑极限量规来检验。
光滑极限量规是用来检验某一孔或轴专用的量具,简称量规。
一、量规的作用量规是一种无刻度的专用检验工具,用它来检验工件时,只能判断工件是否合格,而不能测量出工件的实际尺寸。
检验工件孔径的量规一般又称为塞规,检验工件轴径的量规一般称为卡规。
塞规有“通规”和“止规”两部分,应成对使用,尺寸较小的塞规,其通规和止规直接配制在一个塞规体上,尺寸较大的塞规,做成片状或棒状的。
塞规的通端按被测工件孔的MMS(Dmin)制造,止规按被测孔的LMS(Dmax)制造,使用时,塞规的通端若能通过被测工件孔,表示被测孔径大于其Dmin,止规若塞不进工件孔,表示孔径小于其Dmax,因此可知被测孔的实际尺寸在规定的极限尺寸范围内,是合格的,否则,若通规塞不进工件孔,或者止规能通过被测工件孔,则此孔为不合格的。
同理,检验轴用的卡规,也有“通规”和“止规”两部分,且通端按被测工件轴的MMS(dmax)制造,止规按被测轴的LMS(dmin)制造,使用时,通端若能通过被测工件轴,而止规不能被通过,则表示被测轴的实际尺寸在规定的极限尺寸范围内,是合格的,否则,就是不合格的了。
二、量规的标准与种类我国于1981年颁布者了《光滑极限量规》GB1957-81,标准规定的量规适用于检验基本尺寸500mm,公差等级为IT6-IT16级的孔与轴。
量规按其用途不同可分为工作量规、验收量规和校对量规三类。
1.工作量规:工作量规是工人在工件的生产过程中用来检验工件的量规。
其通端代号为“T”止端代号为“Z”。
2.验收量规:验收量规是检验部门或用户验收产品时使用的量规。
GB对工作量规的公差带作了规定,而没有规定验收量规的公差,但规定了工作量规与验收量规的使用顺序。
螺纹塞规标准一、尺寸标准1.塞规的尺寸应符合相关国家标准和行业标准,如长度、直径、螺纹孔径等。
2.塞规的尺寸精度应符合相关标准要求,如尺寸公差、形位公差等。
二、螺纹牙型标准1.塞规的螺纹牙型应符合相关国家标准和行业标准,如直螺纹、锥螺纹等。
2.塞规的螺纹牙型精度应符合相关标准要求,如牙型公差、螺距公差等。
三、表面粗糙度标准1.塞规的表面粗糙度应符合相关国家标准和行业标准,如Ra、Rz等。
2.塞规的表面粗糙度应与其使用要求相适应,以满足功能性要求。
四、螺距标准1.塞规的螺距应符合相关国家标准和行业标准,如普通螺纹、管螺纹等。
2.塞规的螺距精度应符合相关标准要求,如螺距公差等。
五、塞规检验标准1.塞规检验应包括外观检验、尺寸检验、螺纹检验、材料检验等方面。
2.塞规检验应使用精度可靠的测量设备和方法,以确保测量结果的准确性。
3.对于不合格的塞规,应及时进行处置和改进,以避免对使用造成不良影响。
六、塞规材料标准1.塞规的材料应符合相关国家标准和行业标准,如碳钢、不锈钢等。
2.塞规的材料硬度应与其使用要求相适应,以保证其耐磨性、抗腐蚀性等性能。
3.对于特殊用途的塞规,其材料选择应考虑使用环境、温度等因素。
七、塞规使用方法标准1.使用塞规前,应先检查其尺寸、螺纹牙型、表面粗糙度、螺距等是否符合要求。
2.使用塞规时,应将塞规与被测螺纹工件轻轻拧紧,避免用力过大导致塞规损坏或测量误差。
3.使用后的塞规应及时进行清洁和维护,以延长其使用寿命。
4.在使用过程中如发现异常或测量结果有疑问时,应立即停止使用并进行检查。
如有损坏应及时修理或更换。