塞规卡规设计规范共75页
- 格式:ppt
- 大小:7.51 MB
- 文档页数:75
塞规规格标准嘿,朋友们!今天咱来聊聊塞规规格标准这档子事儿。
塞规啊,就像是一把衡量孔的“秘密武器”。
你想想看,要是没有它,那咱们咋知道那些孔的大小合不合适呢?这塞规就好比是裁缝手里的尺子,能精准地量出个长短来。
塞规有各种不同的规格呢,就像咱们的鞋子有不同的尺码一样。
有的塞规小小的,专门对付那些精细的小孔;有的呢,则是大块头,用来检测大孔的。
这可不能乱来呀,要是拿错了规格,那不就像穿错了鞋子一样别扭嘛!比如说,你要检测一个很小很小的孔,结果你拿了个超级大的塞规去,那能塞得进去才怪呢!这不就闹笑话了嘛。
所以啊,选对塞规的规格那是相当重要的嘞。
而且啊,塞规的精度也是很关键的哟!这就好比是射击比赛,你得瞄得准准的才能打中靶心。
塞规的精度高,才能准确地告诉我们孔的尺寸是不是达标了。
要是精度不行,那可就糟糕啦,说不定会让我们误以为孔是好的,结果到用的时候才发现问题,那不是傻眼了嘛!你再想想,如果一个工厂生产了好多零件,都要用塞规去检测。
要是塞规的规格标准乱七八糟的,那得搞出多少乱子呀!这边说合格,那边说不合格,那不就乱套啦!所以说,严格按照塞规规格标准来,那是必须的呀!在使用塞规的时候,咱们也得小心点哦。
不能随随便便就往孔里塞,得轻拿轻放,就像对待宝贝一样。
要是不小心把塞规给弄坏了,那不就没法准确测量啦?这可不行哦!塞规规格标准就像是一道无形的线,把一切都规范得井井有条。
它让我们知道什么样的孔是好的,什么样的是需要改进的。
它虽然看起来不起眼,但是在很多行业里,那可是起着至关重要的作用呢!咱可别小瞧了这小小的塞规规格标准,没有它,好多东西都没法顺利生产出来呢。
就像盖房子需要砖头一样,塞规规格标准就是那个让一切变得有序、变得完美的关键因素。
所以啊,咱们得好好重视它,让它为我们的生产生活服好务,大家说是不是这个理儿呀?反正我觉得就是这么回事儿!。
量规设计说明书专业:机械制造与自动化班级:机制3094班姓名:靳军强学号:19指导老师:任青剑一工作塞规的选择(孔的塞规)选用塞规结构形式时,必须考虑工作结构,大小,产量和检验效率。
量具结构参阅GB/6322-1986中的规定二.量规的尺寸要求.通规的基本尺寸应等于工件的最大实体尺寸;止规的基本尺寸应等于工件的最小实体尺寸.三.Φ40039.0+孔径孔的量规设计尺寸计算.1.查<<互换性与测量技术 >>表3-2知,此孔公差等级为IT8级.ES=+0.039 EI=02.确定Φ40039.0+孔工作量规的制造公差和位置公差值.由<<互换性与测量技术>>表9-1得,IT8级,尺寸为Φ40mm的量规的制造公差T和位置要素Z:制造公差T=+0.004 位置公差Z=+0.0063.确定工作量规的形状公差。
塞规的形状公差:T/2=+0.0024.确定校对量规的制造公差。
校对量规的制造公差T=T/2=+0.002P5.计算在图样上标注的各种尺寸和偏差。
通规:上偏差=EI+Z+T/2=0+0.006+0.002=0.008下偏差=EI+Z-T/2=0+0.006-0.002=0.004磨损极限=EI=0mm、止规:上偏差=ES=+0.039mm下偏差=ES-T=0.039-0.004=+0.035mm6.塞规的手柄部分:查<<机械制造工艺及设备设计指导手册>>表2-8,得出的尺寸见下图:L=90 D2=Φ16 d2=Φ15.37.工件和量规公差带图如下:8.塞规的工作图如下:四.量规技术要求1.量规材料:选用耐磨材料硬质合金材料测量面需经稳定热处理,使其硬度达到55-65HRC.2.表面粗糙度:量规表面不应有锈迹、毛刺、墨斑、划痕等明显影响外观和使用质量的缺陷。
测量表面的粗糙度经表差得Ra最大允许值为0.08 3.形位公差:量规工作部分的形位公差不大于尺寸公差50% .因:0.02远小于0.031故:符合要求4.备注:在塞规的规定部位作尺寸标记。
塞规检定规程适用范围:这个塞规检定规程啊,适用于机械加工、制造等领域里使用的各种塞规。
不管是在小作坊里捣鼓些小零件,还是在大工厂里生产那些大型机械部件,只要用到塞规来检测尺寸,这规程就适用。
就好比一把万能钥匙,能打开所有跟塞规检定有关的门,只要你在这些生产制造的地盘上,要给塞规定个准儿,就得照着这个规程来。
引用标准:咱这规程可是有根有据的,参考了好多国家和行业的标准呢。
像《GB/T 1957 - 2006 光滑极限量规技术条件》这些标准,那就是咱的“老师”,告诉咱啥是规范的、权威的。
要是不按照这些标准来,就好比盖房子不打地基,迟早得塌喽。
术语和定义:塞规嘛,这东西大家可能都有个大概印象,但是在这儿咱得说清楚咯。
塞规就是一种用来测量孔的尺寸的量具,有通端和止端。
通端呢,就像一个随和的朋友,只要孔的尺寸合适,它就能轻松通过,就表示这个孔的下限尺寸合格啦。
止端呢,就比较“挑剔”,要是它能进去,那就说明这个孔太大喽,超过上限尺寸了。
这就跟坐火车似的,通端是那个宽松的行李限制,止端就是严格的车票检查,一点都不能含糊。
职责分工:在这塞规检定的事儿里啊,不同的人有不同的活儿。
质量部门就像是裁判,得负责整个检定流程的监督,保证公平公正。
检定人员呢,那就是场上的运动员,得实际操作那些检定工具,仔仔细细地给塞规做检查。
生产部门就像是后勤保障,得把塞规好好地送到检定人员手里,还得保证送来的塞规是干净、完好的。
要是哪一环出了问题,就像一条链子断了一环,整个检定工作就没法好好进行啦。
具体流程步骤:先得把塞规拿出来,就像从宝盒里拿出宝贝一样,要轻拿轻放。
然后看看塞规表面有没有损坏,这就跟挑水果一样,表面有疤有坑的可不行。
接下来呢,要把塞规放到专门的测量仪器上,这个仪器得是经过校准的,就像我们得用准的秤去称东西一样。
对塞规的通端和止端分别进行测量,测量的时候得精确到规定的小数位数,这就好比裁缝量尺寸,差一点衣服就不合身了。
测量完了要把数据记录下来,记录的数据得清清楚楚,不能像鬼画符一样让人看不懂。
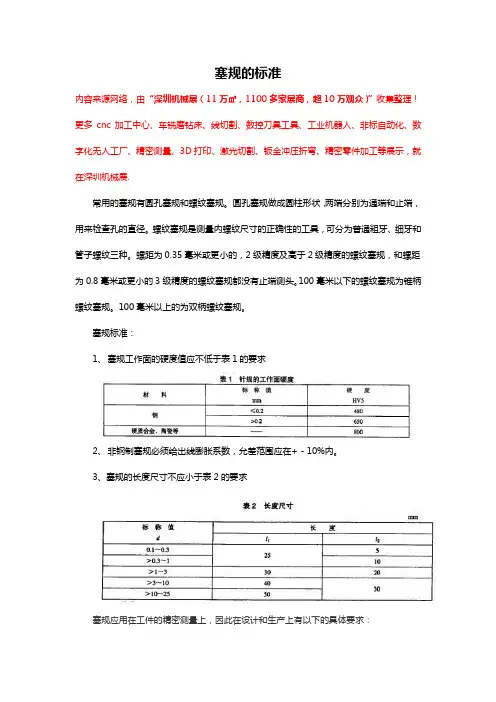
塞规的标准内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.常用的塞规有圆孔塞规和螺纹塞规。
圆孔塞规做成圆柱形状,两端分别为通端和止端,用来检查孔的直径。
螺纹塞规是测量内螺纹尺寸的正确性的工具,可分为普通粗牙、细牙和管子螺纹三种。
螺距为0.35毫米或更小的,2级精度及高于2级精度的螺纹塞规,和螺距为0.8毫米或更小的3级精度的螺纹塞规都没有止端测头。
100毫米以下的螺纹塞规为锥柄螺纹塞规。
100毫米以上的为双柄螺纹塞规。
塞规标准:1、塞规工作面的硬度值应不低于表1的要求2、非钢制塞规必须给出线膨胀系数,允差范围应在+ - 10%内。
3、塞规的长度尺寸不应小于表2的要求塞规应用在工件的精密测量上,因此在设计和生产上有以下的具体要求:1、塞规的工作面不得有划伤、毛刺和锈斑等缺陷。
2、塞规的一端或两端,距离面1mm内采用适当宽度和它的组合角度尺的倒角。
3、质量特征①粗糙度≤Ra0.20um;热处理淬火:60~63HRC;②产品精度:±0.001mm,±0.002mm,+ 0.005mm,-0.005mm。
③间距(间隔):0.01mm;0.02mm;0.025;0.05mm,0.10mm。
④尺寸范围:公制0.10mm~30.00mm英制0.011inch~1.000inch4、材质:高速钢(白钢)钨钢陶瓷5、公制塞规:①规格范围0.10mm~40.00mm;②间隔:0.01mm、0.02mm、0.025mm、0.05mm、0.10mm、0.50mm、1.00mm;③精度:±0.001mm、±0.002mm、±0.0005mm等6、英制塞规:①规格范围0.011in~1.000in;②规格间距:0.001in、0.0005in等,③精度:±0.001mm、±0.002mm、±0.0025mm、±0.005mm。
文件制修订记录1.概述规类量具:主要有内径规(又称环规,以下简称环规)、光滑塞规(以下简称塞规)、外径规、高度规、卡规等。
1.1 环规:是一种定值量具,结构简单,其优点是校对方便。
1.2 塞规:是一种定值量具,结构简单,使用方便,能有效控制工件的极限尺寸。
1.3 外径规:是一种定值量具,结构简单,校对方便,测量时先用外径规校零,比较与零位的偏差量来判断工件是否合格。
1.4 高度规:是一种定值量具,结构简单,使用简便、在成批生产,特别是大批量生产时被广泛应用。
1.5 卡规:主要用于线圈终端检测,卡规有两种:一种带有引出线检测棒,标记引出线高度;一种没有引出线检测棒。
2.技术要求2.1专用规类量具图纸(以下简称图纸)要求2.1.1 图纸的设计与编号由工艺技术部相关担当人员负责设计图纸,并在图纸上清楚标注各种需测量的参数(包括磨损极限)等,经科长审批、部长批准,必要时请相关部门会签。
图纸必须具有唯一性编号,编号方式如下:SCT-分页号系列号顺序号类别号类别号:1环规 2塞规 3外径规 4高度规 5其他顺序号:按先后顺序,从0001开始依次编号系列号:1至3位代码,G表示SG系列(可省略),H表示SH系列,INV表示变频系列,TH表示双转子系列分页号:为零件图序号,装配图省略2.1.2 图纸的审批和分发图纸必须符合《文件及记录控制程序》规定审批的程序才能正式发布和实施。
分发的每份文件必须加盖“部门章”作为受控标记,并注明分发号、分发日期,做好签收记录。
2.2检定要求2.2.1 外观要求:规类量具的测量面不应有锈迹、毛刺、划痕、碰伤等影响测量准确度的缺陷。
使用中的专用量具不应有明显影响外观和使用质量的缺陷,必须有公司唯一的量具编号,校对规应刻有实测值,标志应正确、清楚。
2.2.2 表面粗糙度要求:规类量具测量面的粗糙度必须符合图纸要求。
2.2.3 形位公差要求:规类量具的主要形位公差:圆度、圆柱度、平面度、平行度应在尺寸允许偏差范围之内,数值为其50%,当尺寸允许偏差范围小于或等于0.002mm时,数值为0.001mm。

螺纹塞规标准一、尺寸标准1.塞规的尺寸应符合相关国家标准和行业标准,如长度、直径、螺纹孔径等。
2.塞规的尺寸精度应符合相关标准要求,如尺寸公差、形位公差等。
二、螺纹牙型标准1.塞规的螺纹牙型应符合相关国家标准和行业标准,如直螺纹、锥螺纹等。
2.塞规的螺纹牙型精度应符合相关标准要求,如牙型公差、螺距公差等。
三、表面粗糙度标准1.塞规的表面粗糙度应符合相关国家标准和行业标准,如Ra、Rz等。
2.塞规的表面粗糙度应与其使用要求相适应,以满足功能性要求。
四、螺距标准1.塞规的螺距应符合相关国家标准和行业标准,如普通螺纹、管螺纹等。
2.塞规的螺距精度应符合相关标准要求,如螺距公差等。
五、塞规检验标准1.塞规检验应包括外观检验、尺寸检验、螺纹检验、材料检验等方面。
2.塞规检验应使用精度可靠的测量设备和方法,以确保测量结果的准确性。
3.对于不合格的塞规,应及时进行处置和改进,以避免对使用造成不良影响。
六、塞规材料标准1.塞规的材料应符合相关国家标准和行业标准,如碳钢、不锈钢等。
2.塞规的材料硬度应与其使用要求相适应,以保证其耐磨性、抗腐蚀性等性能。
3.对于特殊用途的塞规,其材料选择应考虑使用环境、温度等因素。
七、塞规使用方法标准1.使用塞规前,应先检查其尺寸、螺纹牙型、表面粗糙度、螺距等是否符合要求。
2.使用塞规时,应将塞规与被测螺纹工件轻轻拧紧,避免用力过大导致塞规损坏或测量误差。
3.使用后的塞规应及时进行清洁和维护,以延长其使用寿命。
4.在使用过程中如发现异常或测量结果有疑问时,应立即停止使用并进行检查。
如有损坏应及时修理或更换。
常用的塞规有圆孔塞规和螺纹塞规。
圆孔塞规做成圆柱形状,两端分别为通端和止端,用来检查孔的直径。
螺纹塞规是测量内螺纹尺寸的正确性的工具,可分为普通粗牙、细牙和管子螺纹三种。
螺距为0.35毫米或更小的,2级精度及高于2级精度的螺纹塞规,和螺距为0.8毫米或更小的3级精度的螺纹塞规都没有止端测头。
100毫米以下的螺纹塞规为锥柄螺纹塞规。
100毫米以上的为双柄螺纹塞规。
塞规标准:1、塞规工作面的硬度值应不低于表1的要求2、非钢制塞规必须给出线膨胀系数,允差范围应在+ - 10%内。
3、塞规的长度尺寸不应小于表2的要求塞规应用在工件的精密测量上,因此在设计和生产上有以下的具体要求:1、塞规的工作面不得有划伤、毛刺和锈斑等缺陷。
2、塞规的一端或两端,距离面1mm内采用适当宽度和它的组合角度尺的倒角。
3、质量特征①粗糙度≤Ra0.20um;热处理淬火:60~63HRC;②产品精度:±0.001mm,±0.002mm,+ 0.005mm,-0.005mm。
③间距(间隔):0.01mm;0.02mm;0.025;0.05mm,0.10mm。
④尺寸范围:公制0.10mm~30.00mm英制0.011inch~1.000inch4、材质:高速钢(白钢)钨钢陶瓷5、公制塞规:①规格范围0.10mm~40.00mm;②间隔:0.01mm、0.02mm、0.025mm、0.05mm、0.10mm、0.50mm、1.00mm;③精度:±0.001mm、±0.002mm、±0.0005mm等6、英制塞规:①规格范围0.011in~1.000in;②规格间距:0.001in、0.0005in等,③精度:±0.001mm、±0.002mm、±0.0025mm、±0.005mm。
扩展资料:塞规释义:[plug gauge] 一种量具,常用的有圆孔塞规和螺纹塞规。