第3章_车圆锥面
- 格式:ppt
- 大小:699.00 KB
- 文档页数:27
车圆锥的方法
部门: xxx
时间: xxx
整理范文,仅供参考,可下载自行编辑
车工工艺学教案
车工工艺学教案
也可以用多次接刀方法加工,但接刀处必须严
整。
五、铰内圆
锥法
用铰削的方法加工的内圆锥精度比车削高,表面粗糙度可达
Ra1.6。
1、锥形铰刀
粗铰刀
精铰刀
2、铰内圆锥的方法
1)在内圆锥的直径和锥度较大时,钻孔后先粗车成锥孔,并在直径上留铰削余量
0.2~0.3mm,然后用精铰刀铰削
2)当内圆锥的直径和锥度较小时,钻孔后可直接用锥形粗铰刀粗铰,然后用精铰刀铰削成型
3)切削液选用
刚料乳化液或切削油
铸铁煤油
4)切削用量选用
工作切削刃长,切削面积大,排屑比较困难,所以切
车工工艺学教案
申明:
所有资料为本人收集整理,仅限个人学习使用,勿做商业用途。
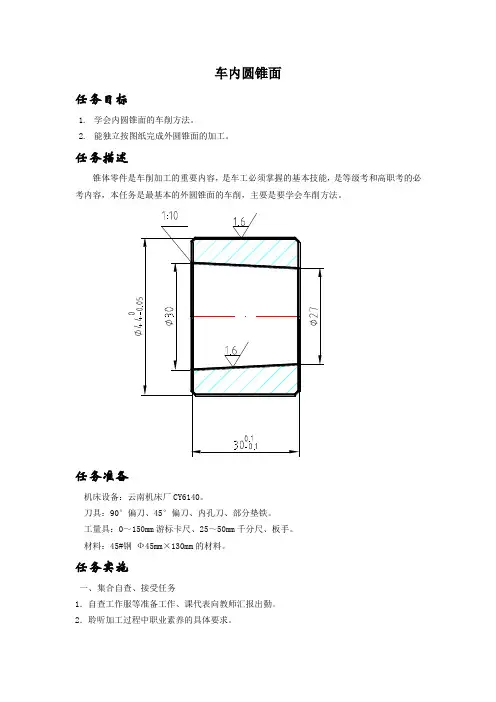
车内圆锥面任务目标1.学会内圆锥面的车削方法。
2.能独立按图纸完成外圆锥面的加工。
任务描述锥体零件是车削加工的重要内容,是车工必须掌握的基本技能,是等级考和高职考的必考内容,本任务是最基本的外圆锥面的车削,主要是要学会车削方法。
任务准备机床设备:云南机床厂CY6140。
刀具:90°偏刀、45°偏刀、内孔刀、部分垫铁。
工量具:0~150mm游标卡尺、25~50mm千分尺、板手。
材料:45#钢Ф45mm×130mm的材料。
任务实施一、集合自查、接受任务1.自查工作服等准备工作、课代表向教师汇报出勤。
2.聆听加工过程中职业素养的具体要求。
3.明确学习流程(任务分析→观看示范、任务准备→操作练习→任务自评、师评→巩固练习)二、车内圆锥面的方法(仔细观察教师的示范,并完成下面的填空)1、转动小滑板法车内圆锥1 )钻孔:用小于锥孔小端直径1~2mm的麻花钻钻底孔。
2 )内圆锥车刀的选择及装夹:选用圆锥形刀柄,且使刀尖与刀柄中心对称平面等高。
装刀时,使刀尖严格对准工件中心,刀柄与工件锥孔周围应留有一定空隙。
3 )转动小滑板:根据公式计算出圆锥半角α/2,小滑板逆时针方向转动一个圆锥半角α/2 。
第一步:用呆扳手将小滑板下面转盘螺母松开。
如图1第二步:小滑板逆时针转动,使小滑板基准线与圆锥半角刻度线对齐,再锁紧转动盘上的两颗对角螺母。
如图2图1 第一步图2第二步第三步:转动刀架使车刀刀刃与工件旋转轴心线成90°。
如图3第四步:转动小滑板使小滑板与小滑板导轨平齐。
如图4图3 第三步图4 第四步如果要加工配合的圆锥表面,可以先转动小滑板车好外圆锥面,然后不要变动小滑板角度,将内圆锥车刀反装,使切削刃向下,主轴仍正转,便可以加工出与圆锥体相配合的圆锥孔。
这种方法适于车削数量较少的配套圆锥,可以获得比较理想的配合精度。
4 )粗车内圆锥面:加工时,车刀从外边开始切削(主轴仍正转),当塞规能塞进工件约1/2 时检查校准圆锥角。
课题五:车外圆锥面教学目的:1.让学生了解圆锥面在生产和生活中的应用及特点。
2.让学生撑握转动小滑板法车削外圆锥面的方法并能依照图纸加工出带有圆锥面的简单零件。
重点与难点重点:通过学习让学生加工出带有圆锥面的零件,并保证工件大小端直径尺寸锥度(角度)合格。
难点:保证莫氏圆各参数以及锥度达到图纸要求。
集中讲解圆锥配合的特点当圆锥角较小(在3°以下)时可以传递很大的转矩,同轴度较高,能做到无间隙配合。
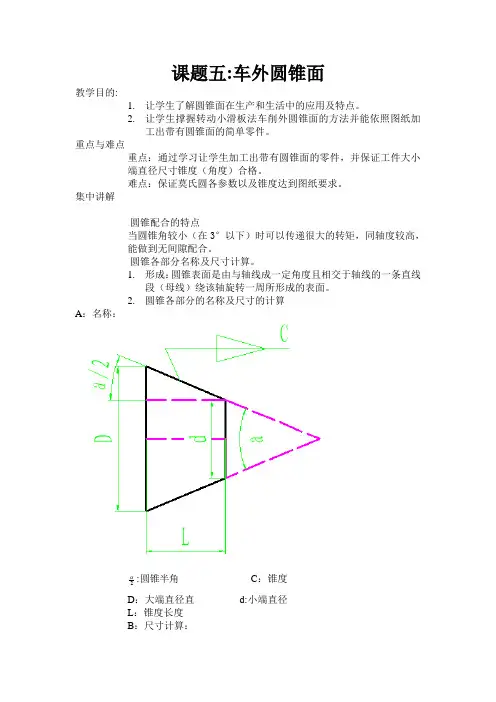
圆锥各部分名称及尺寸计算。
1.形成:圆锥表面是由与轴线成一定角度且相交于轴线的一条直线段(母线)绕该轴旋转一周所形成的表面。
2.圆锥各部分的名称及尺寸的计算A:名称:C:锥度圆锥半角:2D:大端直径直d:小端直径L:锥度长度B:尺寸计算:CL D d L d D C -=-=或 当62πα°时 7.282=α°×C C :圆锥分类:1. 莫氏圆锥:只要号码相同都有互换性,分为0#:1#:2#:3#:4#:5#:6#:七种;2. 米制圆锥:分为4#;6#;8#;10#;100#;120#;140#;160#;200#;八种号码表示大端直径。
外圆锥的加工方法1. 转动小滑板法○1装夹工件和对刀,使工件旋转中心和主轴中心重合,车刀刀尖必须严格对准工件旋转中心○2根据图样计算出圆锥半角2α。
2α即为小滑板应转动的角度。
○3逆时针转动小滑板粗车外圆锥面。
○4检验圆锥半角合格后精车圆锥面 2.偏移尾坐法:适用于加工锥度小锥形部分较长的工件,必须用两顶尖安装工件。
3.仿形法加工外圆锥四:外圆锥的检测。
A :万能角度尺的检测B :用角度样板检测C :用下弦规检测D :用涂色法检测E :用百分表检测外沟槽的加工方法1. 用切槽刀的左刀尖对刀,侧量刀头宽度加上图纸的定位尺寸切入工件。
2. 用中滑板横向进给车出槽深。
3. 用小滑板左右移动保证槽宽。
示范操作加工工艺1.夹持毛坯,伸长50mm,车平端面,粗车外圆¢39×44mm。
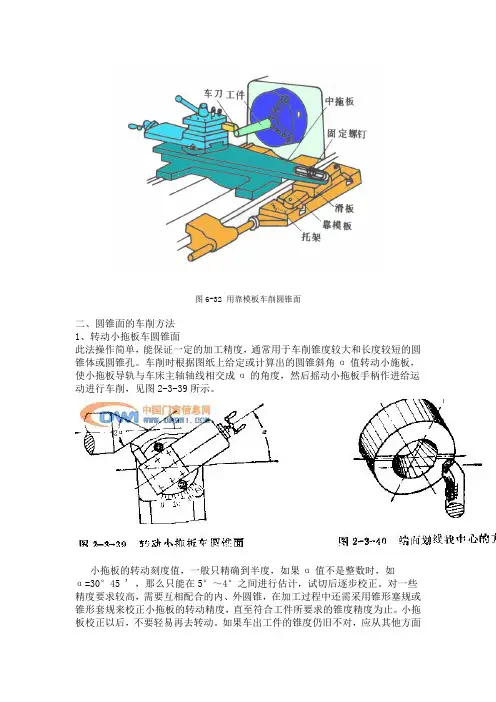
图6-32 用靠模板车削圆锥面二、圆锥面的车削方法1、转动小拖板车圆锥面此法操作简单,能保证一定的加工精度,通常用于车削锥度较大和长度较短的圆锥体或圆锥孔。
车削时根据图纸上给定或计算出的圆锥斜角α值转动小施板,使小拖板导轨与车床主轴轴线相交成α的角度,然后摇动小拖板手柄作进给运动进行车削,见图2-3-39所示。
小拖板的转动刻度值,一般只精确到半度,如果α值不是整数时,如α=30°45 ' ,那么只能在5°~4°之间进行估计,试切后逐步校正。
对一些精度要求较高,需要互相配合的内、外圆锥,在加工过程中还需采用锥形塞规或锥形套规来校正小拖板的转动精度,直至符合工件所要求的锥度精度为止。
小拖板校正以后,不要轻易再去转动。
如果车出工件的锥度仍旧不对,应从其他方面去找原因。
例如:小拖板塞铁松紧是否调整好,小拖板导轨端面是否碰伤等。
车刀安装时,必须特别注意。
刀尖要严格对准工件的中心,否则,车出的圆锥母线不是直线,而是双曲线。
车削实心锥体零件时,可把车刀刀尖对准端面中心。
车削圆锥孔时,可以采用端面划线的方法见图2—3-40。
先把车刀近似装准,在工件端面涂上显示剂,用刀尖在工件端面上划一条线,然后把工件转过180°再划一条线。
如果两条线重合,则车刀已对准中心。
如果两条线不重合,可把车刀刀尖凋整在两条线中间,反复校正,直到对准中心为止。
进行车削时,摇手柄用力要均匀,否则加工的锥面将不光洁。
当锥面的长度超过小拖板的调整长度时,可分段进行车削,条件旧各段之间的台阶不影响工件使用或在下一步加工(如磨削)中去掉。
转力小拖板车圆锥的优点:①能加工完整的圆锥体及圆锥孔。
②能加工圆锥斜度很大的工件。
其缺点是:①只能手动走刀,因此劳动强度较大,表面粗糙度也较难控制。
②因受小拖板行程的限制,所以只能加工较短的圆锥工件。
2、偏移尾架车圆锥面此法适用于在两顶尖间车削锥度较小而长度又较长的圆锥体。
车削圆锥面的方法
车削圆锥面的方法可以分为以下几种:
1. 斜面车削法:将工件放置在车床上,使用车刀沿着圆锥面的轴线方向向下斜切,通过调整车刀角度和车床进给速度来控制圆锥面的形状和尺寸。
2. 摆动削法:在车床上安装一个可摆动的工作台,将工件夹持在工作台上,通过摆动工作台的角度来实现圆锥面的车削。
这种方法适用于小型工件的车削。
3. 长度调整法:在工件上先加工出一个粗略的圆锥面,然后使用测量工具(如量具或卡规)来测量圆锥面的误差,并根据测量结果进行调整,直到圆锥面达到要求。
4. 反复试削法:通过不断调整车床进给速度和车刀位置,反复试削工件,然后使用测量工具来检查圆锥面的形状和尺寸,并根据测量结果进行调整,直到圆锥面达到要求。
以上是常用的几种车削圆锥面的方法,具体使用哪种方法取决于工件的尺寸、形状和要求。
对于复杂的圆锥面,可能需要使用多种方法的组合或者采用专用的车削工具来进行加工。

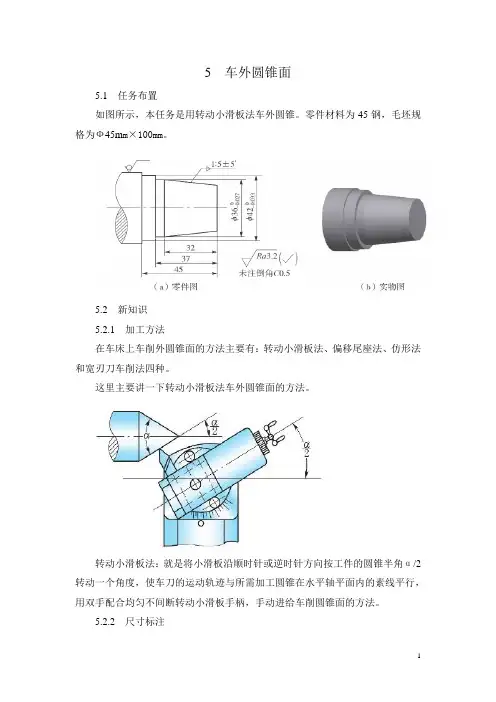
5 车外圆锥面5.1 任务布置如图所示,本任务是用转动小滑板法车外圆锥。
零件材料为45钢,毛坯规格为Ф45m m×100mm。
5.2 新知识5.2.1 加工方法在车床上车削外圆锥面的方法主要有:转动小滑板法、偏移尾座法、仿形法和宽刃刀车削法四种。
这里主要讲一下转动小滑板法车外圆锥面的方法。
转动小滑板法:就是将小滑板沿顺时针或逆时针方向按工件的圆锥半角α/2转动一个角度,使车刀的运动轨迹与所需加工圆锥在水平轴平面内的素线平行,用双手配合均匀不间断转动小滑板手柄,手动进给车削圆锥面的方法。
5.2.2 尺寸标注车外圆锥面时图纸上主要有二种尺寸标注方式:1、定大端、角度和长度(如图1);2、定大端、锥度和长度(如图2)。
图1 图2锥度和角度换算公式:tanα/2=C/2;式中α/2——圆锥半角;C——锥度。
5.2.3 加工工艺5.2.3.1 定大端、角度和长度的加工工艺1、加工外圆到大端尺寸,用刻痕法标记长度。
2、用板手将小滑板下面转盘上的两个(或四个)螺母松开。
3、将小滑板沿顺时针或逆时针方向按工件的圆锥半角α/2转动一个角度。
4、用板手将小滑板下面转盘上的两个(或四个)螺母按对角依次拧紧。
(图5)拍照5、粗车外圆锥面,中途进行测量,微调小滑板角度,保证圆锥角度正确。
保留精加工余量0.5~1mm。
检测方法后面再讲。
6、精加工如图1圆锥时,先用刀尖对准刻痕,记下中滑板刻度值。
然后大滑板不动,中滑板退出,移动小滑板到端面。
再移动中滑板到记下的刻度值,小滑板进给加工。
图1 图67、精加工如图6圆锥时,先用刀尖对准刻痕,小滑板进给加工到台阶面。
5.2.3.2 定大端、锥度和长度的加工工艺基本与定大端、角度和长度的加工方法相同,其中第3点要把锥度换算成角度,第5点要保证圆锥锥度正确。
5.2.4 测量方法测量圆锥常用的量具有:套规、样板、万能角度尺。
5.2.4.1 套规检测方法:1、粗测用估计法将套规轻轻套在工件上,用手捏住套规左、右两端分别上下摆动,应均无间隙。
圆锥面车床加工工艺知识在机械制造中,除采用圆柱体和内圆内作为配合表面外,还常用圆锥体和内锥面作为配合面。
例如,车床主轴孔与顶尖的配合;尾架套筒的锥孔和顶尖、钻头锥柄的配合等。
圆锥体与内锥面相配具有配合紧密,拆装方便,多次拆装仍能保持精确的定心作用等优点。
车圆锥面的方法有四种:转动小拖板法、偏移尾架法、靠尺法和宽刀法。
一、转动小拖板法(小刀架转位法)方法:根据零件的圆锥角(2α),把小刀架下的转盘顺时针或逆时针扳转一个圆锥角(α),再把螺母固紧,用手缓慢而均匀转动小刀架手柄,车刀则沿着锥面的母线移动,从而加工出所需要的锥面。
特点:此法车锥面操作简单,可以加工任意锥角的内、外锥面。
因受小刀架行程的限制(C6132车床小刀架行程为了100mm ),不能加工较长的锥面。
需手动进给,劳动强度较大,表面粗糙度值Ra 为6.3~1.6μm 。
应用:用于单件小批生产中,车削精度较低和长度较短的圆锥面。
二、偏移尾架法尾架主要由尾架体和底座两大部分组成。
底座靠压板和固定螺钉紧固在床身上,尾架体可在底座上工作横向调节。
当松开固定螺钉而拧动两个调节螺钉时,即可使尾架体在横向移动一定距离。
方法:工件安装在前后顶尖之间,将尾架体相对底座在横向向前或向后偏移一定距离S ,使工件回转轴线与车床主轴轴线夹角等于工件圆锥斜角(α),当刀架自动或手动纵向进给时,即可车出所需的锥面。
尾架偏移距离S 的计算(见金工实习教材第162~163页): )(2)(mm ld D L s -=式中:D,d——锥体大端和小端直径;L——工件总长度;l——锥度部分轴向长度。
特点:此法可以加工较长的锥面,并能采用自动进给,表面加工质量较高,表面粗糙度值小(Ra=6.3~1.6μm)。
因受尾架偏移量的限制,只能车削工件圆锥斜角α<8°的外锥面。
又因顶尖在中心孔内是歪斜的,接触不良,磨损不均匀,变得不圆,导致在加工锥度较大的斜面时,影响加工精度。