数控车外圆切削循环指令(G90)
- 格式:doc
- 大小:75.00 KB
- 文档页数:2
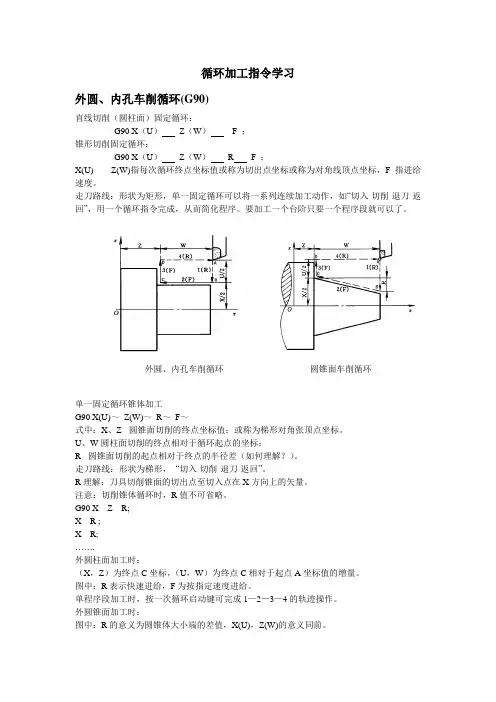
循环加工指令学习外圆、内孔车削循环(G90)直线切削(圆柱面)固定循环:G90 X(U)Z(W)F_;锥形切削固定循环:G90 X(U)Z(W)R F_;X(U) Z(W)指每次循环终点坐标值或称为切出点坐标或称为对角线顶点坐标,F指进给速度。
走刀路线:形状为矩形,单一固定循环可以将一系列连续加工动作,如“切入-切削-退刀-返回”,用一个循环指令完成,从而简化程序。
要加工一个台阶只要一个程序段就可以了。
单一固定循环锥体加工G90 X(U)~Z(W)~R~F~式中:X、Z- 圆锥面切削的终点坐标值;或称为梯形对角张顶点坐标。
U、W-圆柱面切削的终点相对于循环起点的坐标;R- 圆锥面切削的起点相对于终点的半径差(如何理解?)。
走刀路线:形状为梯形,“切入-切削-退刀-返回”。
R理解:刀具切削锥面的切出点至切入点在X方向上的矢量。
注意:切削锥体循环时,R值不可省略。
G90 X Z R;X R ;X R;…….外圆柱面加工时:(X,Z)为终点C坐标,(U,W)为终点C相对于起点A坐标值的增量。
图中:R表示快速进给,F为按指定速度进给。
单程序段加工时,按一次循环启动键可完成1—2—3—4的轨迹操作。
外圆锥面加工时:图中:R的意义为圆锥体大小端的差值,X(U),Z(W)的意义同前。
外圆、内孔车削循环圆锥面车削循环用增量坐标编程时要注意R的符号,确定方法是锥面起点B坐标大于终点C坐标时R为正,反之为负。
G90 X40.0 Z20.0 F50.0 ;A→B→C→D→AX30.0 ;A→E→F→D→AX20.0 ;A→G→H→D→AG90 X40.0 Z20.0 R-5.0 F50.0 ;A→B→C→D→AX30.0 R-5.0 ;A→E→F→D→AX20.0 R-5.0 ;A→G→H→D→A示例:G50 X150.0 Z200.0 M08;G00 X94.0 Z10.0 T0101 M03 Z2.0;循环起点G90 X80.0 Z-49.8 F0.25;循环①X70.0;循环②X60.4;循环③G00 X150.0 Z200.0 T0000;取消G90M01;端面车削固定循环(G94)直端面车削固定循环G94 X(U)Z(W) F _;锥端面切削固定循环G94 X(U)Z(W)K(或R)F_ ;示例:G00 X84.0 Z2.0;循环起点G94 X30.4 Z-5.0 F0.2;循环①Z-10.0;循环②Z-14.8;循环③G00 X150.0 Z200.0;取消G94GSK980TD的多重循环指令包括:轴向粗车循环G71、径向粗车循环G72、封闭切削循环G73、精加工循G70、轴向切槽多重循环G74、径向切槽多重循环G75及多重螺纹切削循环G76。
数控车外圆切削循环指令(G90)
指令格式: G90X(U)_ Z(W)_ R_ F_
指令功能: 实现外圆切削循环和锥面切削循环。
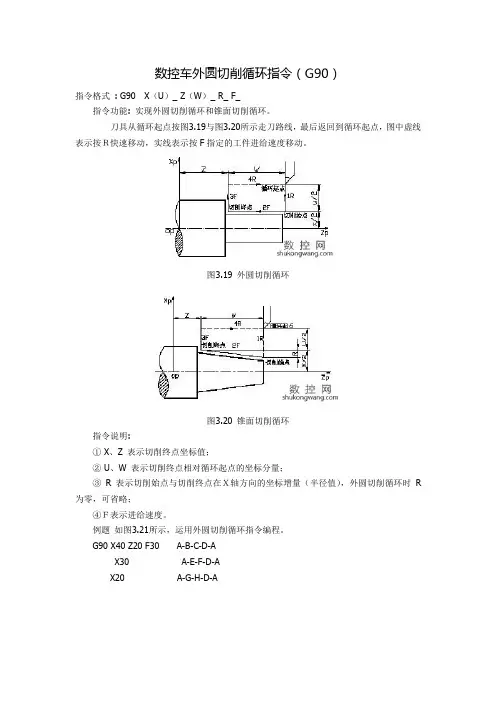
刀具从循环起点按图3.19与图3.20所示走刀路线,最后返回到循环起点,图中虚线表示按R快速移动,实线表示按F指定的工件进给速度移动。
图3.19 外圆切削循环
图3.20 锥面切削循环
指令说明:
① X、Z 表示切削终点坐标值;
② U、W 表示切削终点相对循环起点的坐标分量;
③R 表示切削始点与切削终点在X轴方向的坐标增量(半径值),外圆切削循环时R 为零,可省略;
④F表示进给速度。
例题如图3.21所示,运用外圆切削循环指令编程。
G90 X40 Z20 F30 A-B-C-D-A
X30A-E-F-D-A
X20A-G-H-D-A
图3.21 外圆切削循环例题例题如图3.22所示,运用锥面切削循环指令编程。
G90 X40 Z20 R-5 F30 A-B-C-D-A
X30A-E-F-D-A
X20A-G-H-D-A
图3.22 锥面切削循环例题。
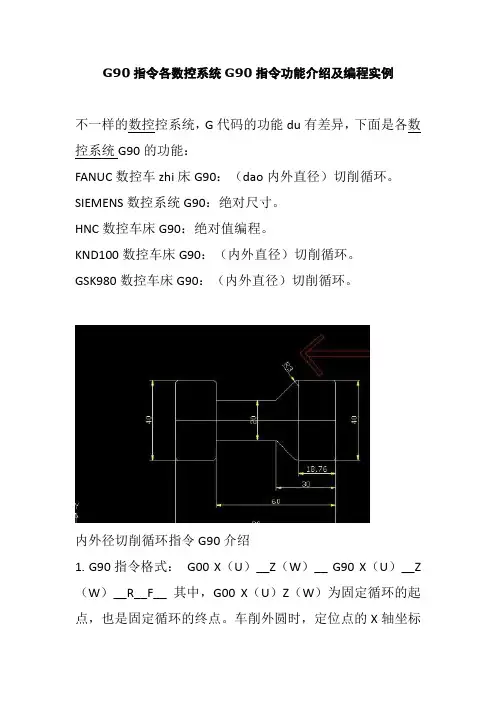
G90指令各数控系统G90指令功能介绍及编程实例G代码的功能du有差异,的功能:FANUC数控车zhi床G90:(dao内外直径)切削循环。
SIEMENS数控系统G90:绝对尺寸。
HNC数控车床G90:绝对值编程。
KND100数控车床G90:(内外直径)切削循环。
GSK980数控车床G90:(内外直径)切削循环。
内外径切削循环指令G90介绍1.G90指令格式:G00 X(U)__Z(W)__ G90 X(U)__Z (W)__R__F__ 其中,G00 X(U)Z(W)为固定循环的起点,也是固定循环的终点。
车削外圆时,定位点的X轴坐标要比毛坯外圆直径略大;车削内孔时,定位点的X轴坐标要比毛坯内孔直径略小。
2. G90指令格式含义:X(U)__Z(W)__为切削终点绝对坐标值/相对坐标值,单位mm。
R__为圆锥切削起点与切削终点的半径差,即:R=(X圆锥切削起点-X圆锥切削终点)/2。
R值有正负之分,R=0时为圆柱面切削,此时格式中可缺省R。
F__为循环进给速度,可用G98每分进给或G99每转进给指定。
2.G90典例讲解图:外圆车削固定循环指令G90及举例1)外圆切削循环指令格式:G90 X(U)____Z(W)____F____:如图所示,该循环主要用于轴类零件的外圆、锥面的加工。
X(U)、Z(W)为车削循环中车削进给路径的终点坐标,在使用增量值指令时,U、W数值符号由刀具路径方向来决定。
在循环加工过程中,除切削加工时,刀具按F指令速度运动外,刀具在切入、退出工件和返回起始点都是快速进给速度(G00指令的速度)进行的。
2)锥面切削循环指令格式:G90 X(U)____Z(W)____R____F____;如图3-15b所示,R为锥度部分大端与小端之半径差。
以增量值表示,其正负符号取决于锥端面位置,当刀具起于锥端大头时,R为正值:起于锥端小头时,R为负值。
即起始点坐标大于终点坐标时R为正,反之为负。
数控车循环指令小结1、内外圆切削循环G90X Z (终点坐标)R(起点处X坐标减去终点处X坐标值的二分之一)F2、端面切削循环G94X Z R(起点处Z坐标减去终点处Z坐标值)F3、内外圆粗精车复合固定循环G71U(背吃刀量半径)R(退刀量)G71P Q U(X方向精车直径余量外圆为+内孔为-)W(Z向余量)F S TG70P Q注意:G71开始程序段须沿X向进刀,不能出现Z轴运动指令!4、端面粗车循环G72W(背吃刀量)R(退刀量)G72P Q U(X方向精车直径余量外圆为+内孔为-)W F S T注意:G71开始程序段须沿Z向进刀,不能出现X轴运动指令!5、轮廓复合循环G73U(X向退刀量大小方向半径)W(Z向退刀量大小方向)R(分层次数)G73P Q U(X方向精车直径余量外圆为+内孔为-)W F S T6、径向切槽循环指令G75R(退刀量)G75X Z(切槽终点坐标)P(X向每次切深量半径)Q(一次径向切削后Z方向偏移量)R(刀具在切削底部的Z向退刀量)F注意:P Q不能输入小数点1000=1mm7、端面切槽循环指令G74RG74X Z P(完成有一次轴向切削后X方向偏移量)Q(Z向每次切深量)R F8、螺纹切削复合固定循环指令G76P m(精加工重复次数01-99)r(倒角量00-99=0.1s-9.9s)a(刀尖角度)Q(最小切深不带小数点的半径量)R(精加工余量带小数点的半径量)G76X Z(终点坐标)R(螺纹半径差圆柱为0)P(牙型编程高度不带小数点的半径量)Q(第一刀切削深度不带小数点的半径量)F(导程)注意:m r a由地址符P及后面各两位数字组成,每个数字中前置0不能省略!。
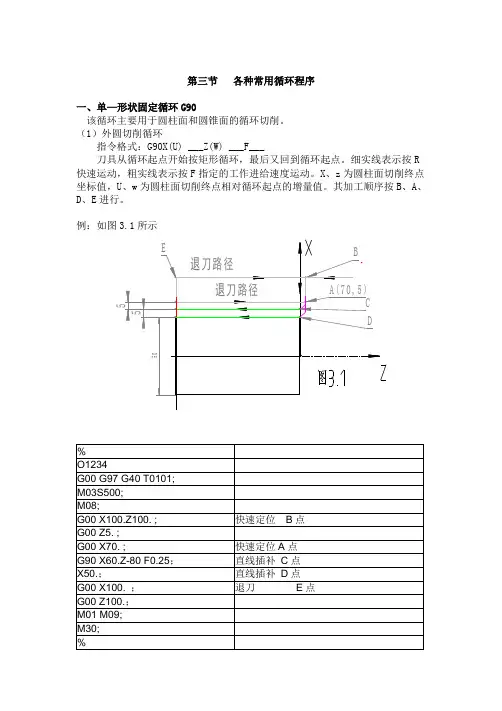
第三节各种常用循环程序一、单—形状固定循环G90该循环主要用于圆柱面和圆锥面的循环切削。
(1)外圆切削循环指令格式:G90X(U) ___Z(W) ___F___刀具从循环起点开始按矩形循环,最后又回到循环起点。
细实线表示按R 快速运动,粗实线表示按F指定的工作进给速度运动。
X、z为圆柱面切削终点坐标值,U、w为圆柱面切削终点相对循环起点的增量值。
其加工顺序按B、A、D、E进行。
例:如图3.1所示(2)锥面切削循环指令格式:G90X(U) ___Z(W) ___I___F___I为锥体大小端的半径差。
采用编程时,应注意I的符号,确定的方法是:锥面起点坐标大于终点坐标时为正,反之为负。
例:如图3.2所示二、外径粗车循环G71它适用于圆柱毛坯料粗车外径和圆筒毛坯料粗车内径。
△w是轴向精车留量;△u/2是径向精车留量。
△d是切削深度,e是回刀时的径向退刀量(由参数设定)。
(R)表示快速进给,(F)表示切削进给。
外径粗车循环的编程指令格式为(以直径编程):G71U(△d)R(△f) ;G71 P(ns)Q(nf)U(△u)W(△w)F— S---;程序段中各地址的定义为ns--循环程序中第—个程序段的顺序号,nf--循环程序中最后—个程序段的顺序号,△u--径向(X轴方向)的精车余量(直径值);△w--轴向(z轴方向)的精车余量;△d--每次吃刀深度(沿垂直轴线方向即AA’方向);△f--退刀距离上述程序指令的是工件内径轮廓时,G71就自动成为内径粗车循环,此时径向精车留量Au应指定为负值。
G71只能完成外径或内径粗车。
例:如图3.3所示三、端面粗车循环G72它适用于圆柱棒料毛坯端面方向粗车,从外径方向往轴心方向车削端面循环。
端面粗车循环指令格式为:G72 W(△d)R(△f);G72 P(ns)Q(nf)U(△u)W(△w)F—S-;G72程序段中的地址含义与G71的相同,但它只完成端面方向粗车。
程序段中各地址的定义为ns--循环程序中第—个程序段的顺序号,nf--循环程序中最后—个程序段的顺序号,△u--径向(X轴方向)的精车余量(直径值);△w--轴向(z轴方向)的精车余量;△d--每次吃刀深度(沿Z轴线方向);△f--退刀距离例:如图3.4所示四、固定形状粗车循环G73指令格式: G73 UΔi WΔk RdG73 Pns Qnf UΔu WΔw Ff Ss Tt指令功能:适合加工铸造、锻造成形的一类工件.指令说明:Δi 表示X轴向总退刀量(半径值);ΔK 表示Z轴向总退刀量;d 表示循环次数;ns 表示精加工路线第一个程序段的顺序号;nf 表示精加工路线最后一个程序段的顺序号;Δu 表示X方向的精加工余量(直径值);Δw 表示Z方向的精加工余量。
浅谈g90外圆切削循环指令的教学方法随着数控机床的不断发展,G90外圆切削循环指令受到了广泛应用。
G90外圆切削循环指令可以实现大批量外圆切削,非常适合对外圆刀加工进行精密加工任务。
这种指令在数控加工中被广泛应用,因此,教学中使用G90外圆切削循环指令的技能也越来越受到重视。
首先,教学中应该强调G90外圆切削循环指令的基本原理。
G90外圆切削循环指令的基本原理是,在切削过程中,刀具的切削运动轨迹与圆心有关,即圆心与刀具的距离保持不变。
在此过程中,刀具的切削方向可以是正(顺时针)方向和反方向(逆时针)。
其次,应将G90外圆切削循环指令的具体教学步骤讲解给学生。
首先,在教学中应介绍如何设置G90外圆切削循环指令。
这里首先需要学生了解切削尺寸相关参数,例如圆心坐标、切削半径、切削深度等。
其次,学生要根据参数规划G90外圆切削循环程序,具体包括设置旋转方向、设置顶针、设置切削角度、设置切削层数等。
最后,应让学生按照程序步骤,给模具上代码,并完成G90外圆切削加工。
最后,在教学中,应利用实验室等实际加工环境,让学生练习G90外圆切削循环指令的使用。
在实验室中,可以依据循环指令规定内容,完成加工任务,使学生掌握实际加工工艺。
同时,应给予学生一定的分析题,让学生分析G90外圆切削循环指令的使用规律,提高学生的加工思路,加强对G90外圆切削循环指令的理解。
总之,G90外圆切削循环指令在数控加工中扮演着重要的角色,若要正确使用,则必须正确教学。
针对G90外圆切削循环指令的教学,应强调基本原理和具体教学步骤,并在实验室中进行操作实践,最终使学生能够准确理解和正确运用G90外圆切削循环指令。
常用固定循环(FANUC系统)及螺纹车削加工编程一、数控车削固定循环数控车床上被加工工件的毛坯常用棒料或铸、锻件,因此加工余量大,一般需要多次重复循环加工,才能去除全部余量。
为了简化编程,数控系统提供了不同形式的固定循环功能,以缩短程序段的长度,减少程序所占内存。
本书以BEIJING-FANUC 0i Mate-TB系统为例,介绍几个常用的车削固定循环指令。
1、单一形状固定循环G90G90主要用于轴类零件的外圆、锥面加工,有两种编程格式。
(1)外圆切削循环G90。
其编程格式为:G90 X(U)__ Z(W)__ F__ ;式中:X、Z取值为圆柱面切削终点坐标值;U、W取值为圆柱面切削终点相对循环起点的坐标分量。
图1的循环,刀具从循环起点开始按矩形1R→2F→3F→4R循环,最后又回到循环起点。
图中虚线表示按R快速移动,实线表示按F指定的刀具进给速度移动。
(2)锥面切削循环指令G90。
其编程格式为:G90 X(U)__Z(W)__ R __ F __ ;式中:X、Z取值为圆锥面切削终点坐标值;U、W取值为圆锥面切削终点相对循环起点的坐标分量;R取值为圆锥面切削始点与圆锥面切削终点的半径差,有正、负号。
图2的循环,刀具从循环起点开始按梯形1R→2F→3F→4R循环,最后又回到循环起点。
图中虚线表示按R快速移动,实线表示按F指定的工件进给速度移动。
图1 外圆切削循环G90 图2 锥面切削循环G902、端面切削循环G94G94指令用于一些短、面大的零件的垂直端面或锥形端面的加工,直接从毛坯余量较大或棒料车削零件时进行的粗加工,以去除大部分毛坯余量。
其程序格式也有加工圆柱面、圆锥面之分。
其循环方式参见图3及图4。
(1)车大端面循环切削指令G94。
其编程格式为:G94 X(U)___ Z(W) ___ F ___ ;式中:X、Z取值为端面切削终点坐标值;U、W取值为端面切削终点相对循环起点的坐标分量。
(2)车大锥型端面循环切削指令G94。
第三节 各种常用循环程序一、单—形状固定循环G90该循环主要用于圆柱面和圆锥面的循环切削。
(1)外圆切削循环指令格式:G90X(U) ___Z(W) ___F___刀具从循环起点开始按矩形循环,最后又回到循环起点。
细实线表示按R 快速运动,粗实线表示按F 指定的工作进给速度运动。
X 、z 为圆柱面切削终点坐标值,U 、w 为圆柱面切削终点相对循环起点的增量值。
其加工顺序按B 、A 、D 、E 进行。
例:如图3.1所示5055退刀路径退刀路径A(70,5)B C DE% O1234G00 G97 G40 T0101; M03S500; M08;G00 X100.Z100. ; 快速定位 B 点 G00 Z5. ;G00 X70. ;快速定位A 点 G90 X60.Z-80 F0.25; 直线插补 C 点 X50.;直线插补 D 点 G00 X100. ; 退刀 E 点 G00 Z100.; M01 M09; M30; %(2)锥面切削循环指令格式:G90X(U) ___Z(W) ___I___F___I 为锥体大小端的半径差。
采用编程时,应注意I 的符号,确定的方法是:锥面起点坐标大于终点坐标时为正,反之为负。
例:如图3.2所示502050EXB C DZ同为工件坐标原点(0,0)% O1234G00 G97 G40 T0101; M03S500; M08;G00 X100.Z100. ; 快速定位 B 点 G00 Z5. ; G00 X100. ;G90 X30.Z-50,I-15. F0.25; 直线插补 C 点 X20.; 直线插补 D 点 G00 X100. ; 退刀 E 点 G00 Z100.; M01 M09; M30; %二、外径粗车循环G71它适用于圆柱毛坯料粗车外径和圆筒毛坯料粗车内径。
△w是轴向精车留量;△u/2是径向精车留量。
△d是切削深度,e是回刀时的径向退刀量(由参数设定)。
数控车床G代码一览表G00快速定位格式G00 X(其数值要大于实际工件直径) Z(比工件端面要远1-2个毫米)G01直线插补格式G01 X Z F(必须指定)G02/G03插补格式G02 /G03终点X坐标)Z(圆弧终点Z坐标) R(圆弧半径)F(进给量)G04暂停格式G04X(数值可以加小数点)P(数值后面不可以加小数点)G90外圆车削循环格式G90X(终点X坐标)Z(终点Z坐标)F(进给量)G94端面车削循环格式G94X(终点X坐标)Z(终点Z坐标)F(进给量)G92螺纹车削循环格式G92X(终点X坐标)Z(终点Z坐标)F(螺距)G71外圆粗车循环格式G71U(每次单边的切入深度)R(每次车后X方向退刀量,镗内孔是要注意不能过大)G71P(精车程序端开始号)Q(精车程序结束号)U(精加工时所留的X方向余量)W(精加工时Z方向余量)F(粗车时的进给量)G72端面粗车循环格式G72W(每次Z方向的进刀量,进刀量不能超过刀尖圆弧)R (每次Z方向车后退刀量)G72P(精车程序端开始号)Q(精车程序结束号)U(精加工时所留的X方向余量)W(精加工时Z方向余量)F(粗车时的进给量)G73仿形粗加工循环格式G73U(代表毛坯的余量半径值)W(毛坯Z方向余量)R(车削次数,针对余量自行计算出每次的X进刀量)G73P(精车程序端开始号)Q(精车程序结束号)U(精加工时所留的X方向余量)W(精加工时Z方向余量)F(粗车时的进给量)G70精加工循环格式G70P(精车程序端开始号)Q(精车程序结束号)G74端面割槽循环(这里只讲钻孔)格式G74R(每次Z方向退刀量)G74X(永远是X0)Z(终点Z方向坐标)Q(每次Z方向切入深度)F(进给量)G75外圆割槽循环格式G75R(每次X方向退刀量)G75X(终点X坐标)Z(终点Z坐标)P(每次X方向进刀量)Q (每次Z方向偏移量)F(进给量)。
外圆切削循环指令—G90教学目标:知识目标:理解外圆切削循环指令G90的功能,格式及循环路线,掌握利用外圆切削循环指令编程。
能力目标:通过分析外圆切削循环指令加工路线的特点,学会运用外圆切削循环指令编程,培养学生的分析能力、想象能力和表达能力,为以后实践操作打下良好的基础。
情感目标:通过本节课的学习,培养学生主动探索、善于发现的创新精神,踏实细致、严谨治学的学习习惯。
教学重点:外圆切削循环指令的格式和使用说明。
教学难点:1、外圆切削循环指令的循环路线2、外圆切削循环指令的编程教学手段:教学课件及多媒体设备教学方法:讲授法、提问法、演示法、练习法;教学课时:1课时教学过程:一、复习旧课1、G00指令的格式及特点?指令格式:G00 X_Z_;控制刀具从当前所在点出发,按照机床所提供的最快移动速度移动到目标点位置。
一般作为空行程运动,既可以单坐标运动,又可以两坐标运动。
2、G01指令的格式及特点?指令格式:G01 X_Z_F_;控制刀具已给定的进给速度从刀具当前点向目标点作直线运动。
一般作为切削加工运动指令,既可单坐标运动,又可两坐标同时插补运动. 设计理念:巩固旧知识,引入新知识。
二、导入若在数控车床中加工如下图零件:要求:(1)、主轴正转,s=500r/min,1号刀。
(2)F=100mm/min(3)加工完毕后,回到点(100,100)处。
(4)若一刀切削量为1mm,则4刀加工结束。
思考:1、试考虑用G01编程的思路!2、用G01编程的缺点?答案: 1、编程:O2010M03 s500 T0101 ;G00 X42 Z2 ;G01 X40 Z-50 F100 ;G00 X42 ;Z2 ;G01 X38 Z-50 ;G00 X42 ;Z2 ;G01 X36 Z-50 ;G00 X42 ;Z2 ;G01 X34 Z-50 ;G00 X42 ;Z2 ;G01 X32 Z-50 ;G00 X100 ;Z100 ;M05 ;M30 ;2、用G01编程的缺点?用G01编程时,需要和G00结合使用。
复习提问导入新课讲授新课总结布置作业复习:加工螺纹的注意事项:1.螺纹的实际大径与实际小径的计算: 经验公式:H=0.6495XP加工螺纹G92指令2.空导出量,空导入量目的:防止在切削螺纹开始和结束的地方乱牙。
d 小=d-1.3p d 大=d- 0.13p3.G92指令的格式G00X —Z —;G92X —Z —F —;(第一刀)X — (第二刀) X—; (第三刀) 4.定位点的确定X :比螺纹大径大一点就可以Z :在螺纹的右面距离为空导入量 …… ; 递减的规律5.走刀轨迹:(1) a. X向定位b. Z向切削c. X向退刀d. Z向退刀导入新课:采用G00,G01进行编程,直径方向每次加工5mm,存在的问题?讲授新课单一切削循环指令G90一.应用场合主要用于加工内外圆柱,内外圆锥的加工,用于加工非一次加工即能达到要求的场合.3.走刀轨迹:A. X向进刀B. Z向切削C. X向返回循环起点D. Z向快速返回循环起点G90 X __ Z __ F__;G00X1—Z1—;X—Z—;定位点编程练习:毛坯尺寸:50mmX70mm练一练?二.外圆锥加工1.格式:G90 X __ Z __ R__F __;2.各参数含义:F: 进给速度 G00X 1—Z 1—;X 1 、Z 1:定位点R: 大小端半径差 Z : 加工部分的长度 X :X 方向要加工的尺寸3.R值正负的判断锥面的起点坐标大于终点坐标时取正,反之取负。
ABBA4.R值的计算A. 判断正负B.计算R值的大小R=(d大- d小)/2R= (60- 35) /2R=-12.540/10=5/A5 XA=1.25X=40-1.25X2X=37.5R=-(60-37.5)/2R=-11.25A3.加工方式:(1). 终点不变,R值改变G00 X52 Z5G90 X50 Z-30 R-2.5R-5R-7.5R-10R-11.67G00 X100 Z1002、G90指令用于圆锥加工的格式及其使用。
数控车外圆切削循环指令(G90)
指令格式: G90X(U)_ Z(W)_ R_ F_
指令功能: 实现外圆切削循环和锥面切削循环。
刀具从循环起点按图3.19与图3.20所示走刀路线,最后返回到循环起点,图中虚线表示按R快速移动,实线表示按F指定的工件进给速度移动。
图3.19 外圆切削循环
图3.20 锥面切削循环
指令说明:
① X、Z 表示切削终点坐标值;
② U、W 表示切削终点相对循环起点的坐标分量;
③R 表示切削始点与切削终点在X轴方向的坐标增量(半径值),外圆切削循环时R 为零,可省略;
④F表示进给速度。
例题如图3.21所示,运用外圆切削循环指令编程。
G90 X40 Z20 F30 A-B-C-D-A
X30A-E-F-D-A
X20A-G-H-D-A
图3.21 外圆切削循环例题例题如图3.22所示,运用锥面切削循环指令编程。
G90 X40 Z20 R-5 F30 A-B-C-D-A
X30A-E-F-D-A
X20A-G-H-D-A
图3.22 锥面切削循环例题。