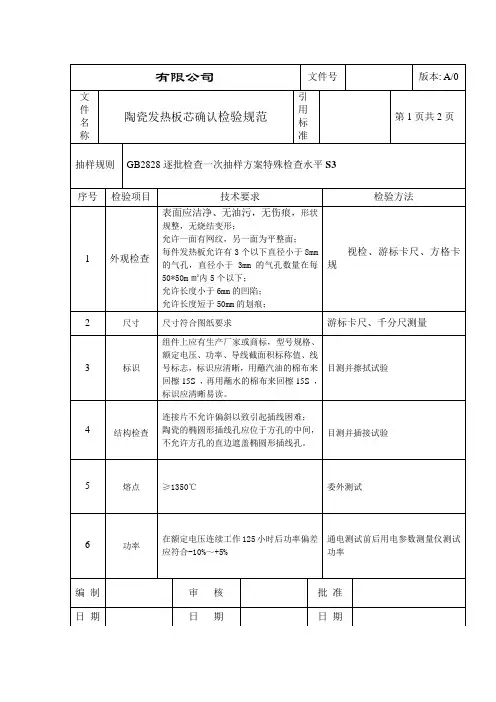
陶瓷插芯检验标准
- 格式:doc
- 大小:1.35 MB
- 文档页数:6
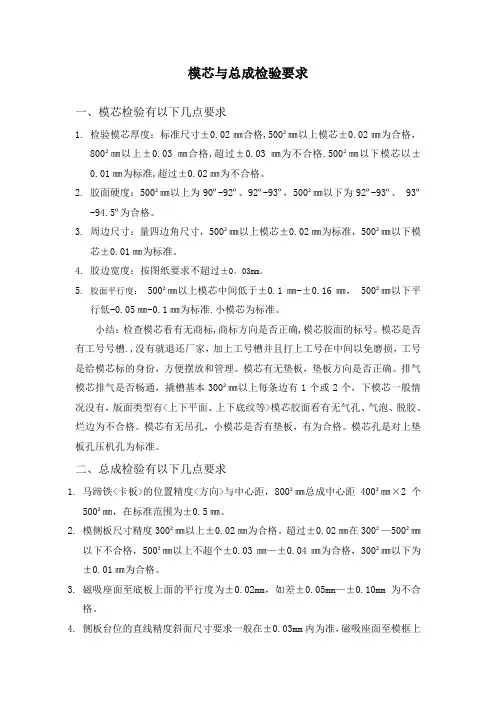
模芯与总成检验要求一、模芯检验有以下几点要求1.检验模芯厚度:标准尺寸±0.02㎜合格,500²㎜以上模芯±0.02㎜为合格,800²㎜以上±0.03㎜合格,超过±0.03㎜为不合格.500²㎜以下模芯以±0.01㎜为标准,超过±0.02㎜为不合格。
2.胶面硬度:500²㎜以上为90º-92º、92º-93º,500²㎜以下为92º-93º、 93º-94.5º为合格。
3.周边尺寸:量四边角尺寸,500²㎜以上模芯±0.02㎜为标准,500²㎜以下模芯±0.01㎜为标准。
4.胶边宽度:按图纸要求不超过±0。
03mm。
5.胶面平行度: 500²㎜以上模芯中间低于±0.1㎜-±0.16㎜, 500²㎜以下平行低-0.05㎜-0.1㎜为标准.小模芯为标准。
小结:检查模芯看有无商标,商标方向是否正确,模芯胶面的标号。
模芯是否有工号号槽.,没有就退还厂家,加上工号槽并且打上工号在中间以免磨损,工号是给模芯标的身份,方便摆放和管理。
模芯有无垫板,垫板方向是否正确。
排气模芯排气是否畅通,撬槽基本300²㎜以上每条边有1个或2个,下模芯一般情况没有,版面类型有<上下平面、上下底纹等>模芯胶面看有无气孔、气泡、脱胶、烂边为不合格。
模芯有无吊孔,小模芯是否有垫板,有为合格。
模芯孔是对上垫板孔压机孔为标准。
二、总成检验有以下几点要求1.马蹄铁<卡板>的位置精度<方向>与中心距,800²㎜总成中心距400²㎜×2个500²㎜,在标准范围为±0.5㎜。
陶瓷检验操作规程陶瓷检验操作规程一、检验前准备1.确定检验项目:根据需求确定需要进行的陶瓷检验项目,例如外观质量、尺寸精度、物理力学性能等。
2.准备检验设备和仪器:根据所需检验项目准备相应的检验设备和仪器,如显微镜、测量仪器、力学试验机等。
3.准备检验样品:根据需求准备即将进行检验的陶瓷样品,并确保样品的数量和代表性。
4.制定检验计划:根据检验项目和样品数量,制定详细的检验计划,明确样品的检验顺序和时间安排。
二、检验过程1.外观检验:使用显微镜等设备对陶瓷样品进行外观检验,包括表面平整度、色泽、花纹等方面的检查。
2.尺寸精度检验:使用测量仪器对陶瓷样品的尺寸进行准确测量,包括长度、宽度、厚度等方面的检验。
3.物理力学性能检验:(1)抗压强度检验:使用力学试验机对陶瓷样品的抗压强度进行试验,即在规定条件下施加压力,观察样品的抗压能力。
(2)抗弯强度检验:使用力学试验机对陶瓷样品的抗弯强度进行试验,即在规定条件下施加弯曲力,观察样品的抗弯性能。
(3)硬度检验:使用硬度计等设备对陶瓷样品的硬度进行检验,即对样品表面施加一定压力,观察压痕情况。
(4)热膨胀系数检验:使用热膨胀系数测量仪对陶瓷样品的热膨胀系数进行测量,即在一定温度范围内观察样品的膨胀和收缩情况。
三、检验记录和报告1.检验记录:在检验过程中,根据实际操作情况记录相关数据和观察结果,包括样品编号、检验项目、测量数值等。
2.检验报告:根据检验记录编制检验报告,报告中包括样品的检验结果、数据统计、结论和建议等内容。
四、安全注意事项1.操作人员应熟悉陶瓷检验的操作规程和仪器设备的使用方法,确保安全操作。
2.在进行力学性能检验时,应根据实际情况选择合适的试验条件,避免样品破裂或其他安全问题。
3.检验过程中应注意防护措施,尤其是对易碎的陶瓷样品,避免磕碰或掉落。
总结:陶瓷检验是保证产品质量的重要环节之一,操作规程的制定和遵循能够确保检验的准确性和可靠性。
原材料检验标准检验项目物理检验标准1.产品状态为块状和粉状2.外观无杂质,无铁质污染,外观为白色或灰白色粉末3.经1170°烧成无烧结现象,有轻微的收缩,颜色为白色或白色块状4.含水率≤2%1.产品状态为粒状和粉状,块石英和石英砂2.快状石英为白色或乳白色,透明或半透明,无严重铁质污染3.石英砂为白色,灰白色或黄白色,无明显云母和杂质4.经1170°烧成无烧结现象,颜色为白色或浅黄色5.含水率≤3%1.颜色白无杂质结块2.搅拌时间2-3分钟,初凝时间6-8分钟,终凝时间8-15分钟3.温度不得超过35°4.陈腐期不得低于7天1.产品状态为粒状和块状、纤维状、土状2.颜色为白色或无色,通常为白色或乳白色粉末状3.细度325目筛余≤5%4.经1170°烧成有轻微烧结现象,颜色为白色5.含水率≤3%1.产品状态为管状和块状2.颜色为白色或灰白色块状,属2#机块3.优等品、一等品外观呈白色,烧后白度可达90%以上4.经1170°烧成烧结现象,颜色为白色,基本无杂质5.含水率≤3%6.块度≤100mm化学检验标准种类长石石英石膏粉方解石1.CaCo3≥98%2.MgO<1%3.SO3<0.1-0.2%4.Fe2O3≤1%5.Al2O3≤1%苏州土1.Al2O3≥37%2.Fe2O3+TiO2≤0.6%3.TiO2≤0.1%4.CaO+MgO≤1.2%5.SO3<0.2%土骨1.颜色呈褐色,产品状态为颗粒2.经1170°烧成烧结现象,呈光洁的褐红色1.Fe2O3≥15%3.含水率≤3%4.粒度纯碱1.颜色呈白色,产品状态为粉末2.密度为2.532g/cm33.熔点为851°C,易溶于水4.含水率≤3%5.细度1.Na2CO3≥99%熔块1.熔块为乳白色、白色、浅绿色、浅蓝色的透明或半透明玻璃状物质2.经1170°烧成呈玻璃状,融化度好1.铅、镉不能超标3.含水率≤3%1.通常为无色,略带浅蓝色的透明或半透明1.SO2≥24.6%玻璃状或颗粒状,生产用的是粘稠液体2.Na2O≥7.0% 2.浓度为42-45°3.Fe≤0.02%1.为白色粉末状,有毒,几乎不溶于水2.经1160°烧成为白色粉末,稍有结块3.含水率≤3%4.粒度1.主要以白色粉末或红锌矿石的形式存在,含有少量锰元素,矿石呈黄色或红色2.经1200°烧成为白色或朱黄色的结块3.含水率≤3%4.细度1.为白色粉末或块状2.经1200°烧成为灰白色粉末或颗粒块,已完全瓷化3.含水率≤12%4.细度水玻璃碳酸钡1.BaCO3≥99%氧化锌1.ZnO≥99%黄紫砂1.SiO2≥70%2.Al2O3≥15%3.Fe2O3+TiO2≤0.5%4.Na2O≥17%5.MgO≤0.1%1.SiO2≥58.44%1.颜色为黄绿色,含少量铁质物质2.经1170°烧成后呈红色或褐红色,已完全2.Al2O3≥16.76%3.Fe2O3≤11.5%瓷化4.TiO2≥0.68%、CaO≥1.63%、MgO≥3.块度≤200mm1.39% K2O≥2.96%、Na2O≥0.19%4.含水率≤12%1.SiO2≥44.23%1.为灰白色块状2.Al2O3≥38.26%2.烧成后呈白色,收缩较大3.Fe2O3≥0.8%枝城土3.块度≤200mm4.CaO≥0.45%、MgO≥0.41%、K2O≥4.含水率≤12%0.092%Na2O≥0.83%1.SiO2≥57.6%1.为灰白色块状2.Al2O3≥26.53%2.经1170°烧成烧结现象,呈灰白色或浅黄3.Fe2O3≥1.36%银子岗白泥色块状4.CaO≥0.91%、MgO≥1.48%、K2O≥3.块度≤200mm3.36%4.含水率≤12%Na2O≥0.34%硫磺1.为浅黄色脆性结晶或粉末,有特殊的臭味2.溶于二硫化碳,不溶于水,沸点为445°3.细度4.含水率≤3%1.颜色为灰黑色2.含水率≤12%石墨KS石膏煤1.为白色粉末2有较高的光滑度、光洁度3.搅拌时间12-15分钟1.CaO≥32.5%4.细度300目2.SO3≥46.6%5.母模石膏粉外观白色,初凝时间10-15分3.H2O≥20.9%钟,终凝时间30分钟6.工作模石膏粉外观灰白色,初凝时间5-8 分钟,终凝时间15-20分钟1.分析基水分≤2%2.收到基全水分≤8%3.硫含量≤0.4%1.块度50-80cm4.灰分≤19%5.挥发份≥25%6.固定碳≥60%7分析基低位发热量≥6000k/g。
陶瓷制品的质量标准及检验方法陶瓷制品是一种常见的工业产品,具有广泛的应用领域,如建筑材料、厨房用具、装饰品等。
为了保证陶瓷制品的质量,制定一套科学的质量标准和检验方法显得尤为重要。
陶瓷制品的质量标准主要包括物理性能、化学性能和外观质量。
以下是常见的陶瓷制品的质量标准及检验方法:一、物理性能:1. 抗压强度:陶瓷制品的抗压强度是评价其强度和韧性的重要指标。
根据不同的陶瓷制品,其抗压强度的标准也不同。
常见的检验方法是将样品放置在试验机上,施加水平加载,以测定其最大承压能力。
2. 抗折强度:陶瓷制品的抗折强度是评价其抗弯曲能力的指标。
常用的检验方法是采用三点弯曲法,将样品放置在两个支撑点上,施加力矩来造成弯曲,通过测定样品的断裂载荷来计算抗折强度。
3. 硬度:陶瓷制品常用的硬度检测方法是使用摩氏硬度计或维氏硬度计,通过在样品表面施加指定荷载,测定产生的压印深度来计算硬度值。
二、化学性能:1. 包括化学成分、放射性元素含量和溶出性等。
其中,化学成分分析可以通过X射线荧光光谱法、光谱法、能谱法等方法来进行;放射性元素含量主要采用放射性测定方法,如γ谱法等;溶出性检验可以通过将样品放置在水中,测定水中残留物质的含量来评估。
三、外观质量:1. 表面质量:陶瓷制品的表面应无明显的裂纹、砂眼、搓团、疤痕、气孔等缺陷。
通过目测或放大镜观察,检查是否满足要求。
2. 尺寸偏差:陶瓷制品的尺寸偏差应符合相关标准要求,可以使用测量仪器进行测量。
常见的测量工具有卡尺、游标卡尺、外径千分尺等。
3. 表面的平整度:通过目测或使用仪器,如平板检查仪或表面平整度仪等,来检查陶瓷制品表面是否平整。
对于一些特殊的陶瓷制品,还可以根据具体要求制定专项检验项目和检验方法。
总之,陶瓷制品的质量标准和检验方法对于保证其质量和可靠性至关重要。
通过科学合理的检测手段,可以保证陶瓷制品在生产和使用过程中的安全性和可靠性。
同时,制定相应的质量标准可以规范行业内的生产和市场秩序,提升整个行业的竞争力。

文件名称零部件通用检验标准页码 1/4 文件编号发放日期实施日期版本号 A 产品名称电器类产品型号插座类别检验项目技术要求检验方法检验器具质量特性抽样判定标志▲产品标志标志清晰正确,应刻有:产品型号、额定电压、额定电流、电源性质符号、生产厂或销售商名称、商标或识别标志、极性标志及接地符号、认证标志(VDE、UL、CCC,其它按提交我方确认的认证资料与样品确定)※上述标志不得位于螺钉或任何其它易拆卸的部件上目测—— B 按《抽样标准》▲包装标志——包装箱上应注明产品名称、规格、物料编码、厂名、数量、生产批号——环保物料应标有环保标签目测—— C (2;0,1)包装质量▲包装质量——应以固定数量装袋,并整齐装入纸箱内——应有可靠的防潮和防碰撞措施目测—— C (2;0,1)外观质量▲外观质量——插座表面应光滑、壳体均匀、无气孔、裂纹、压痕、凹凸、破损、花斑、脏污——金属部件无氧化、锈迹、变形、污物,镀层均匀、光亮目测—— C 按《抽样标准》结构尺寸▲结构▲——各元件安装牢固、正确,无松动,应符合对应图纸或规格书要求——各元件型号规格应符合对应图纸或规格书要求目测---- B 按《抽样标准》●任一插销的移动距≤2.5mm将插座试样固定在70℃的恒温箱内,放置1h后,在此温度环境内对每个插销各施加60N±0.6N的轴向推力,各维持60s,再对每个插销各施加60N±0.6N的轴向拉力,各维持60s,测试完成后,试样继续置于此温度环境内,保持5min后,再对每个插销进行移动距离的测量推拉力计恒温箱游标卡尺B (2;0,1)▲尺寸符合附图要求测量游标卡尺 B (5;0,1)制定审核批准文件名称零部件通用检验标准页码 2/4 文件编号发放日期实施日期版本号 A 产品名称电器类产品型号插座类别检验项目技术要求检验方法检验器具质量特性抽样判定性能▲耐电压——各极与壳体间:a.c375V-1min,漏电流:<5mA无击穿闪络——各极间:a.c2000V-1min,漏电流:<5mA无击穿闪络——在各极与包裹铝箔的壳体间施加375V电压,持续1min——在各极间施加2000V电压,持续1min(2400V-1s适用于进货检验的快速检验)绝缘耐压仪 A 按《抽样标准》▲绝缘电阻≥100MΩ同上,同时进行绝缘耐压仪 A 按《抽样标准》▲拔出力——从插座中拔出连接器所需的最大力≤50N——将单极插销从插套组件拔出所需的最小力≥1.5N——将连接器完全插入输入插座中,并从中拔出10次,然后将连接器再次插入,当连接器被拔出时,用拉力计所测量的数值——将试验销规插入插座组件,在试验销一端施加1.5N的拉力,3s内不脱出※在进货检验中,可使用生产线的电源线连接器作为试验销试验销拉力计 B (5;0,1)高温试验标志仍清晰可辨,无影响正常使用的变化将样品置于100℃±2℃的恒温箱内,放置1h后,进行检查恒温箱 B (5;0,1)球压试验压痕直径≤2mm将输入插座壳体制成厚度为2mm以上的样条,用球压仪顶针压住,置于125℃恒温箱内,放置1h后,10s内置于冷水中,冷却至室温后所测量的压痕直径。
陶瓷制品的质量标准及检验方法陶瓷制品是指用陶瓷材料经过特定的工艺加工而成的各类工艺品和日用品。
由于陶瓷制品的材料和工艺不同,其质量标准和检验方法也有所差异。
下面,将以陶瓷餐具为例,介绍陶瓷制品的质量标准及检验方法。
陶瓷餐具是日常生活中常见的陶瓷制品之一,其质量标准主要包括外观质量、物理性能和化学性能三个方面。
首先是外观质量,主要包括外观完整性、形状和表面质量。
外观完整性要求餐具没有破损、脱落或其他明显的缺陷,如裂纹、气孔等。
形状要符合设计要求,不应出现明显的偏差。
表面质量要求餐具的表面光滑平整,不得有明显的凹凸不平、斑点、色差等。
其次是物理性能,主要包括抗压强度、耐磨性、抗冲击性等。
抗压强度是指餐具的抗压能力,应能承受正常使用过程中的压力而不破裂。
耐磨性是指餐具表面抗磨损的能力,应能经受正常使用过程中的摩擦而不出现明显的磨损。
抗冲击性是指餐具在受到外力冲击时的抗裂能力,应能经受正常使用过程中的碰撞而不破碎。
最后是化学性能,主要包括溶出物、重金属和放射性物质等的含量。
溶出物是指餐具在与食物接触时释放出的物质,其含量应符合国家标准的要求。
重金属和放射性物质是指餐具中可能存在的有害物质,其含量应符合国家卫生标准的要求。
在对陶瓷餐具进行质量检验时,可以采用以下方法:1. 目测检查。
通过肉眼观察餐具的外观质量,检查是否有破损、脱落、裂纹等缺陷。
2. 触摸检查。
用手触摸餐具的表面,检查其光滑度和凹凸不平的感觉。
3. 测量检查。
使用测量工具对餐具的形状、尺寸进行测量,检查其是否符合设计要求。
4. 功能性测试。
对餐具的使用功能进行测试,如放置稳定性、耐磨性、抗冲击性等。
5. 化学分析。
通过化学分析仪器对餐具中可能存在的有害物质进行检测,确定其含量是否符合标准要求。
总之,陶瓷制品的质量标准及检验方法是多方面的,涉及外观质量、物理性能和化学性能等方面的要求。
通过合理的检验方法,可以确保陶瓷制品的质量达到国家标准,并保证其安全可靠地使用。
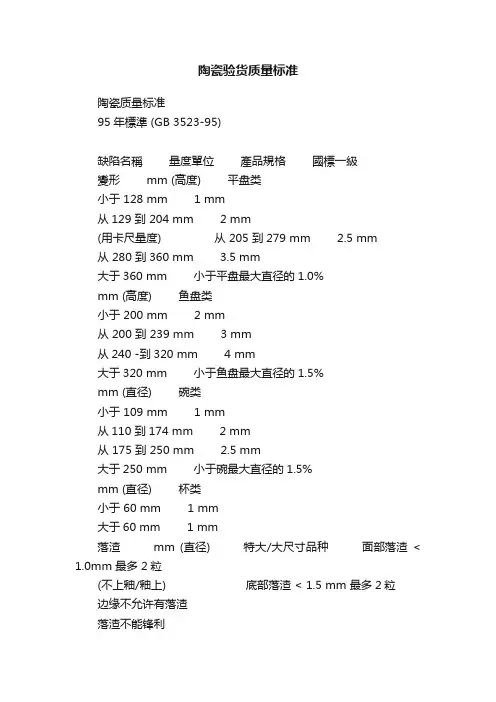
陶瓷验货质量标准陶瓷质量标准95年標準 (GB 3523-95)缺陷名稱量度單位產品規格國標一級變形 mm (高度) 平盘类小于 128 mm 1 mm从129 到 204 mm 2 mm(用卡尺量度) 从 205 到279 mm 2.5 mm从 280 到360 mm 3.5 mm大于360 mm 小于平盘最大直径的1.0%mm (高度) 鱼盘类小于 200 mm 2 mm从 200 到 239 mm 3 mm从240 -到320 mm 4 mm大于320 mm 小于鱼盘最大直径的1.5%mm (直径) 碗类小于 109 mm 1 mm从110 到174 mm 2 mm从 175 到 250 mm 2.5 mm大于250 mm 小于碗最大直径的1.5%mm (直径) 杯类小于 60 mm 1 mm大于60 mm 1 mm落渣mm (直径) 特大/大尺寸品种面部落渣< 1.0mm 最多 2粒(不上釉/釉上) 底部落渣 < 1.5 mm 最多2粒边缘不允许有落渣落渣不能锋利小/ 中尺寸品种面部落渣 < 1.0mm 最多 2粒底部落渣 < 1.0mm 最多2粒边缘不允许有落渣落渣不能锋利毛孔, 針孔 mm (直径) 特大尺寸品种面部 < 0.5 mm, 最多 10粒底部可允許增加50%的數量大尺寸品种面部 < 0.5 mm, 最多 8粒底部可允許增加50%的數量中尺寸品种面部 < 0.5 mm, 最多 6粒底部可允許增加50%的數量小尺寸品种面部 < 0.5 mm, 最多4粒底部可允許增加50%的數量斑點 mm (直径) 特大尺寸品种面部 < 1.0 mm, 最多 3粒底部 < 1.5 mm, 最多 3粒大尺寸品种面部 < 0.5 mm, 最多 3粒底部 < 1.5 mm, 最多2粒中尺寸品种面部< 0.5 mm, 最多2粒底部 < 1.0 mm, 最多 2粒小尺寸品种面部 < 0.5 mm, 最多 2粒底部 < 1.0 mm, 最多 1粒缺陷名稱量度單位產品規格國標一級色髒面积 (平方毫米) 所有品种面部 < 3 mm sq.底部 < 10 mm sq.熔洞 mm (直径) 特大尺寸品种面部不允许有熔洞底部 < 2 mm, 最多2粒大尺寸品种面部不允许有熔洞底部 < 2 mm, 最多1粒中尺寸品种面部不允许有熔洞底部 < 1.5 mm, 最多1粒小尺寸品种面部不允许有熔洞底部 < 1 mm, 最多 1粒疙瘩 mm (直径) 特大尺寸品种面部 < 2 mm, 最多4粒底部可允許增加50%的數量大尺寸品种面部 < 2 mm, 最多2粒底部可允許增加50%的數量中尺寸品种面部 < 1.5 mm, 最多2粒小尺寸品种面部 < 1 mm, 最多1粒底部可允許增加50%的數量泥渣面积(平方毫米) 特大尺寸品种面部 < 12 mm sq.底部 < 12 mm sq.大尺寸品种面部 < 6 mm sq.底部 < 6 mm sq.中尺寸品种面部 < 3 mm sq.底部 < 3 mm sq.小尺寸品种面部 < 2 mm sq.底部< 2 mm sq.釉泡 mm (直径) 特大尺寸品种 < 0.5 mm, 最多6粒大尺寸品种 < 0.5 mm, 最多 5粒中尺寸品种 < 0.5 mm, 最多 4粒小尺寸品种 < 0.3 mm, 最多 3粒缺釉面积 (平方毫米) 所有品种 < 5 mm sq., 最多 1粒壓釉, 縮釉面积 (平方毫米) 特大尺寸品种底部 < 30 mm sq.大尺寸品种底部 < 30 mm sq.中尺寸品种底部 < 20 mm sq.小尺寸品种底部 < 20 mm sq.手把接口缺釉 mm (长度) 所有品种 < 3 mm開裂 (有釉覆蓋) mm (长度) 特大尺寸品种面部不允许开裂底部 < 6 mm大尺寸品种面部不允许开裂底部 < 5 mm中尺寸品种面部不允许开裂底部 < 4 mm小尺寸品种面部不允许开裂底部 < 3 mm剌邊, 利邊 mm (直径) 特大尺寸品种不允许及大尺寸品种不允许mm (长度) 中尺寸品种不允许小尺寸品种不允许缺陷名稱量度單位產品規格國標一級底沿粘渣 mm (长度) 所有品种外沿不允许有粘渣内沿不超过底径30%宽度 < 1 mm粘疤 mm (长度) 所有品种面部 - 不允许底部允許直徑的 5%, 深度< 0.5mm.烤花粘釉面积 (平方毫米) 所有品种边缘不允许有粘釉其它部分 < 2 mm sq.缺泥 (有釉覆蓋) 面积 (平方毫米) 特大尺寸品种面部不允许缺泥边缘<3 mm sq., 底部<30 mm sq.大尺寸品种面部不允许缺泥边缘<3 mm sq., 底部<25 mm sq.中尺寸品种面部不允许缺泥边缘<2 mm sq., 底部<20 mm sq.小尺寸品种面部不允许缺泥边缘<2 mm sq., 底部<15 mm sq.擦傷不适用所有品种不明显熏黃不适用所有品种不允许薄釉不适用所有品种不明显桔釉不适用所有品种底部:不明显歪手杷不适用所有品种不明显釉縷/波浪不适用所有品种不明显裝飾缺陷, 包括爆花面积 (平方毫米) 所有品种不允许定义 :特大大型小型平盤直徑 > 350 mm 228 - 349 mm < 128 mm 碗直徑 > 250 mm 175 - 249 mm < 110 mm瓶類容量 > 2400 ml 1000 - 2399 ml < 250 ml 杯直徑不适用不适用 < 60 mm差不多不能察覺在 500 mm 目視距離的日光燈下不能察覺的缺陷。
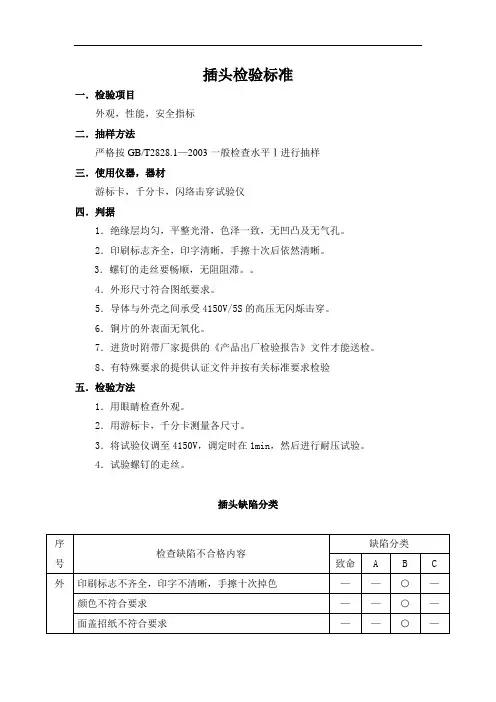
插头检验标准
一.检验项目
外观,性能,安全指标
二.抽样方法
严格按GB/T2828.1—2003一般检查水平Ⅰ进行抽样
三.使用仪器,器材
游标卡,千分卡,闪络击穿试验仪
四.判据
1.绝缘层均匀,平整光滑,色泽一致,无凹凸及无气孔。
2.印刷标志齐全,印字清晰,手擦十次后依然清晰。
3.螺钉的走丝要畅顺,无阻阻滞。
4.外形尺寸符合图纸要求。
5.导体与外壳之间承受4150V/5S的高压无闪烁击穿。
6.铜片的外表面无氧化。
7.进货时附带厂家提供的《产品出厂检验报告》文件才能送检。
8、有特殊要求的提供认证文件并按有关标准要求检验
五.检验方法
1.用眼睛检查外观。
2.用游标卡,千分卡测量各尺寸。
3.将试验仪调至4150V,调定时在1min,然后进行耐压试验。
4.试验螺钉的走丝。
插头缺陷分类
注:抽样按GB/T2828.1—2003一般检查水平Ⅰ进行抽检,致命缺陷
AQL=0.01,A类缺严重缺陷,AQL=0.1;B类缺陷属一般缺陷,AQL=6.5;C类缺陷属轻微缺陷,AQL=15;“○”表示属于该类缺陷,“——”表示不属于该类缺陷。
(本标准与插头检验标准一并使用)。
《光纤连接器检验技术标准》一、外观检验:二、组装性能:2.1插芯:突出长度正常,弹性良好,有明显倒角,表面无任何脏污、缺陷及其他不良。
2.2散件:各散件与适配器之间配合良好,无松脱现象,机械性能良好,有良好的活动性,表面无任何脏污、缺陷、破损、裂痕,颜色与产品要求相符,同批次产品无色差。
2.3压接:对光缆外皮及凯夫拉线的压接固定要牢固,压接金属件具有规则的压痕,无破损、弯曲,挤压光缆等不良。
三、端面标准:根据附录1《光纤连接器端面检验规范》检验。
四、插损、回损技术标准:五、端面几何形状(3D)标准:六、合格品标识:合格产品标识包括:出厂编号(每个产品对应唯一的出厂编号,由生产任务计划号加流水号组成)、型号规格、条码标签(根据客户要求可选)、产品说明书(根据客户要求可选)、3D 报告(根据客户要求可选)、环保标识(根据客户要求可选)、插/回损测试数据等。
七、产品包装:7.1产品基本包装是:将光纤连接器盘绕成15-18cm直径的圈,连接头两端用扎带固定于线圈的对称中部,根据产品的不同型号扎紧方式有“8”和“1”字型扎法,以不松脱为原则,不能在光缆上勒出痕迹,0.9光缆使用蛇形管绑扎。
特殊型号产品可根据相应《包装作业指导书》进行操作。
将绑扎好的连接器头朝下放入对应已贴好标识的包装袋中封好袋口,并将包装袋中的空气尽量排除但不能将连接器挤压变形。
7.2基本包装完成后以整数为单位装入包装箱内,包装箱内部用卡板或气泡袋或珍珠棉或其他防挤压保护辅料隔开,特殊型号产品可根据相应《包装作业指导书》进行操作。
包装箱外贴上装箱清单和其他产品标识后封箱打包并放置到指定成品区。
八、各零部件技术标准:8.1插芯:8.1.1产品符合以下标准:YDT 1198-2002 《光纤活动连接器插针体技术要求》Telcordia GR-326-CORE8.1.2详细技术要求见附录2《常规插芯技术标准》。
8.2光纤/光缆:8.2.1产品符合以下标准:YDT 1258.1-2003 《室内光缆系列第一部分总则》YDT 1258.2-2003 《室内光缆系列第二部分单芯光缆》YDT 1258.3-2003 《室内光缆系列第三部分双芯光缆》YDT 1258.4-2005 《室内光缆系列第四部分多芯光缆》YDT 1258.5-2005 《室内光缆系列第五部分光纤带光缆》YDT 1258.3-2009 《室内光缆系列第3部分:房屋布线用单芯和双芯光缆》YDT 908-2000 《光缆型号命名方法》8.2.2性能、尺寸、材质、颜色、环保等符合国家相关行业标准。
Q/WHGZY 武汉华工正源光子技术有限公司企业标准Q/WHGZY002-2010L C R e c e p t a c l e光插针组件技术标准2010-04-XX发布 2010-04-XX实施武汉华工正源光子技术有限公司发布目次前言41 范围错误!未定义书签。
2 规范性引用文件错误!未定义书签。
3 术语和定义错误!未定义书签。
4 外型尺寸和命名规则错误!未定义书签。
5 技术要求错误!未定义书签。
6 测试方法127 检验规则错误!未定义书签。
8 标志、包装、运输和储存13附录 A(规范性附录) 用于EPON ONU的光收发合一模块的测试方法错误!未定义书签。
前言本标准中附录A为资料性附录。
本标准由武汉华工正源光子技术有限公司开发部提出。
本标准由武汉华工正源光子技术有限公司批准。
本标准由武汉华工正源光子技术有限公司开发部起草。
本标准主要起草人:本标准2010年3月xx日首次发布。
光器件用插针技术要求1目的本规范适用于华工正源光子的光纤插针,插针组件,套筒系列的参考标准2范围本指南规定了SC/TOSA、SC/ROSA、LC/TOSA、LC/ROSA光器件用的插针产品的技术要求,检测项目和检验方法,适用于光器件用插针设计、采购、认证、使用的依据。
3引用标准下列标准所包含的条文,通过在本指南中引用而构成相关的条文。
本指南在使用时,所参考标准均有效。
所有标准都都在技术中心的电脑中共享,本指南参考所列标准都为通信行业最新标准,另本指南仅能做为依据,不做为标准。
GB l91-2000 包装储运图示标志(eqv ISO 780:1997)YDT 896-1997 FCAPC型光纤活动连接器技术条件YDT 1198-2002 光纤活动连接器插针体技术要求YDT 1272[1].1-2003 光纤活动连接器第一部分:LC型YDT 1272[1].3-2005 光纤活动连接器第3部分:SC型YDT 1812.2-2009 10Gbits 同轴连接型光发射组件(TOSA)和同轴连接型光接收组件(ROSA)技术要求及测试方法第2部分:10Gbits 有制冷TOSAYDT 1812[1].1-2008 10 Gbits同轴连接型光发射组件(TOSA)和同轴连接型光接收组件(ROSA)技术要求及测试方法第1部分:10 Gbits无制冷TOSA.YDT 1812[1].2 10 Gbits同轴连接型光发射组件(TOSA)和同轴连接型光接收组件(ROSA)技术要求及测试方法第2部分:10 Gbits有制冷TOSA-2009YDT 1812[1].3-2008 10Gbits同轴连接型光发射组件(TOSA)和同轴连接型光接收组件(ROSA)技术要求及测试方法第3部分:10Gbits ROSA.pdfGB/T 2423.10-1993 电工电子产品基本环境试验规程试验Fc: 振动(正弦波)实验方法GB 2828–87 逐批检查计数抽样程序及抽样表GB/T 6388-1986 运输包装收发货标志YD/T282—2000 通信设备可靠性通用试验方法4定义Fiber Stub: 短光纤插针Fiber Stub Assembly:带金属座的光纤插针Receptacle :光器件用插针接口组件Sleeve :二氧化锆的陶瓷套筒陶瓷体光纤——插针体外径:2.4990±0.0003mm (或对LC、MU:1.2490±0.0003mm)——光纤纤芯与插针体同轴度误差:<0.1um——光纤与插针体的角对中误差:<0.2°——插针体凸球面的球芯偏移度:<30um——插针体凸球面曲率半径:10~25mm(APC:5~12mm)——插针体端面光纤凹陷量:0.05um(UPC:0.1um)——APC角度规范:8°±0.5°、6°±0.5°、4°±0.5°——APC 预留尺寸SC <0.8mm 、LC< 0.3mm若厂家提供的产品与正源公司提供的采购图纸不符,应得到研发单位书面确认。
蜂窝状汽车尾气净化器载体1范畴本原则规定了蜂窝状汽车尾气净化器载体旳分类、规定、实验措施、检查规则、标志、包装和贮运。
本原则重要合用于机动车尾气、工业有机废气净化催化剂用旳载体—堇青石质蜂窝陶瓷,其他用途和材质旳蜂窝陶瓷也可参照执行。
2规范性引用文献下列文献通过本原则旳引用而成为本原则旳内容。
但凡注日期旳引用文献,其随后所有旳修改单(不涉及勘误旳内容)或修订版均不合用于本原则,然而,鼓励使用本原则旳各方研究与否可使用这些文献旳最新版本。
但凡不注日期旳引用文献,其最新版本合用于本原则。
JC/T686-1998 蜂窝陶瓷GB/T 4734-1996 陶瓷材料及制品化学分析措施3术语本原则采用下列定义、符号:孔密度:蜂窝陶瓷每单位横截面积上分布孔旳个数,其单位为孔/㎝2。
孔壁缺陷:在蜂窝陶瓷旳端面上由挤出成型引起旳轴向孔壁缺损而导致相邻二至四个孔道旳贯穿缺陷。
体积密度:蜂窝陶瓷单位外形体积(含孔道)旳质量,其单位为g/㎝3。
软化温度:蜂窝陶瓷在均衡升温过程中其方孔初始变形时旳温度。
A轴方向:蜂窝陶瓷平行孔道旳方向。
B轴方向:蜂窝陶瓷垂直于孔道且平行于孔壁旳方向。
4产品分类4.1产品分类按JC/T686-1998《蜂窝陶瓷》实行,一般按横截面旳形状和孔密度大小分类,既有旳常规系列产品型号有Y,P,T,F, YX五种,其中孔密度分类以数字编号为:1:400目,2:100目,3:200目,4:300目,5:600目,6:1075目,其规格、形状及尺寸如表1所示,孔密度如表2所示。
4.2表1 规格、形状及尺寸表2 孔密度4.3特殊规格和形状旳产品可由供需双方协商制造。
5规定5.1外观质量蜂窝陶瓷旳外观质量按《蜂窝陶瓷》JC/T686-1998旳外观质量规定实行,应符合表3旳规定。
5.2尺寸偏差蜂窝陶瓷旳尺寸偏差范畴应符合表4旳规定。
5.3物理性能蜂窝陶瓷旳物理性能应符合表5旳规定。
5.4化学构成蜂窝陶瓷旳化学构成应符合表6旳规定。
1主题内容与适用范围:本标准规定了铠装跳纤的结构、性能、材料、试验方法、检验规则、标志、包装、运输和贮存等方法和要求;为铠装型跳纤的生产以及质量保证提供准确的指标要求。
本标准适用于用于局内使用单芯,双芯及多芯铠装跳纤产品。
2引用标准:YD/T1272.1-2003光纤活动连接器第1部分:LC型YD/T1272.3-2005光纤活动连接器第3部分:SC型YD/T1272.4-2007光纤活动连接器第4部分:FC型YD/T1200-2002MU型单模光纤活动连接器技术条件YD/T 2152-2010光纤活动连接器可靠性要求及试验方法YD/T 1198-2002光纤活动连接器插针体技术要求YD/T 1113光缆护套用低烟无卤阻燃材料特性YD/T 1181.2光缆用非金属加强件的特性第2部分:芳纶纱YD/T 1258.2-2009室内光缆系列第2部分:终端光缆组件用单芯和双芯光缆YD/T 1258.3-2009室内光缆系列第3部分:房屋布线用单芯和双芯光缆YD/T 2488-2013柔性钢管铠装光缆GB/T 8815-2008电线电缆用软聚氯乙烯塑料GB/T 6995.2电线电缆识别标志方法第2部分:标准颜色GB/T 9771(所有部分)通信用单模光纤GB/T 12507-2000光纤光缆连接器第一部分总规范GB/T 2828.1-2012 计数抽样检验程序第1部分:按接收质量限检索的逐批检验抽样计划QB-H-021-2014 中国移动铠装跳纤技术规范3术语下列术语和定义适用于本标准。
3.1铠装跳纤单端带有光纤活动连接器的铠装光缆,简称:铠装尾纤;两端带有光纤活动连接器的铠装光缆,简称:铠装跳纤。
4要求4.1结构要求4.1.1铠装跳纤结构要求铠装跳纤由铠装光缆(★关键元器件,详见附录C)和光纤活动连接器插头组成,铠装跳纤的结构见图1,柔性钢管铠装光缆典型结构详见附录A,铠装光缆性能满足YD/T 2488-2013 要求。