折弯加工基础知识共29页
- 格式:ppt
- 大小:3.80 MB
- 文档页数:29
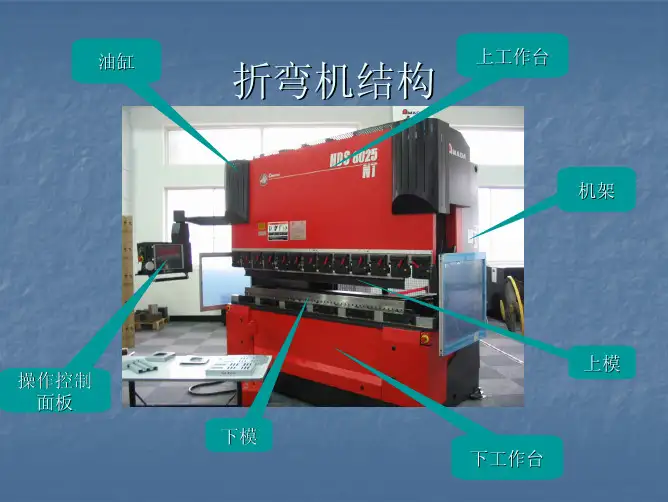
折弯基本知识、折弯机的功能:折弯机是一种将板材加工成各种角度的设备;加上数控功能后,有效地提高了加工精度和生产效率。
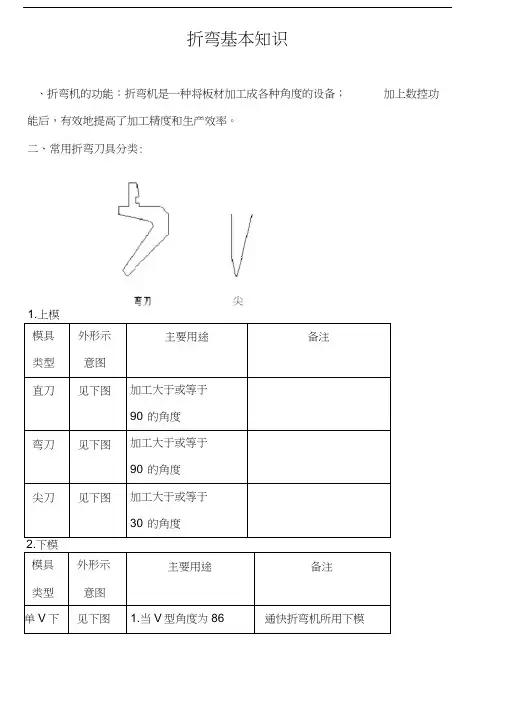
二、常用折弯刀具分类:1.上模模具类型外形示意图主要用途备注直刀见下图加工大于或等于90°的角度弯刀见下图加工大于或等于90°的角度尖刀见下图加工大于或等于30°的角度下模模具类型外形示意图主要用途备注单V下见下图 1.当V型角度为86通快折弯机所用下模尖刀三、折弯刀具的分割:割为以下几段: 10+15+20 +40+50+100+100+200+300=835四、板厚与槽宽的对应关系:按常规来说,槽宽为板厚的6倍。
万嘉源现规定的板厚与槽宽对照表如下:五、按上面的对照表加工时的最小可折弯尺寸(所注折弯尺寸含板厚): 正常情况下刀具的长度为835mm 为便于折弯不同的长度,常将整长的刀具分六、常规折弯顺序:1. 先短边后长边:一般来说,四边都有折弯时,先折短边后折长边有利于工件的加工和折弯模具的拼装2. 先外围后中间:正常情况下,一般是从工件的外围开始向工件的中心折3. 先局部后整体:如果工件内部或外侧有一些不同于其它折弯的结构,一般是先将这些结构折弯后再折其它部分4. 考虑干涉情况,合理安排折弯顺序:折弯顺序不是一成不变的,要根据折弯的形状或工件上的障碍物适当调整加工顺序七、折弯操作注意事项:1. 折弯操作时,时刻要注意人身安全,需注意以下几点:A. 设备开启状态时,不要从折弯机的刀口伸手进去调节后挡位;应直接走到设备的后面调节B. 加工零件时,人体应在零件的活动范围外,避免零件刮到人体C. 加工大工件时,人体最好站在工件的侧面,以便操作D. 应随时扶好工件,避免摔坏工件或砸伤人体E. 操作时人体要站稳,不能因工件的移动而影响身体的平衡F. 与刀口近距离的操作时,双手必须抵靠在下模的适当位置,避免手指因意外伸入刀口G. 拆下的刀具不能放在折弯机上,也不能靠在折弯上,避免刀具掉落砸伤人体H. 安装刀具时,要确认刀具已被紧固后才能让上下模分离I. 拆卸刀具时,要双手扶稳刀具后才能让上下模分离J.考虑穿劳保鞋2. 折弯操作时,注意保证模具和设备的完好:A. 安装刀具时,时刻注意上下模的间隙需在正常范围内B. 安装刀具时,要确认刀具已被紧固后才能让上下模分离C. 模具装好后,要及时检查下模是否被紧固,避免因下模移位而损伤刀具D. 模具装好后,养成空运行的习惯,在试运行的过程中根据上下模的最小间隙检查数据输入是否正确。

折弯基本知识折弯基本知识折弯基本知识折弯基本知识一、折弯机的功能:折弯机是一种将板材加工成各种角度的设备;加上数控功能后,有效地提高了加工精度和生产效率。
二、常用折弯刀具分类:1.上模模具类型外形示意图主要用途备注直刀见下图加工大于或等于90°的角度弯刀见下图加工大于或等于90°的角度尖刀见下图加工大于或等于30°的角度2.下模模具类型外形示意图主要用途备注单V下模见下图1.当V型角度为86°(参考值)时,可加工大于或等于90°的角度2.当V型角度为30°(参考值)时,可加工大于30°的角度通快折弯机所用下模为此类型双V下模见下图AMADA折弯机所用下模为此类型三、折弯刀具的分割:正常情况下刀具的长度为835mm;为便于折弯不同的长度,常将整长的刀具分割为以下几段:10+15+20 +40+50+100+100+200+300=835四、板厚与槽宽的对应关系:按常规来说,槽宽为板厚的6倍。
万嘉源现规定的板厚与槽宽对照表如下:材料厚度(mm) 1.0 1.2 1.5 2.0 2.5 折弯机下模宽(mm) 6 6 8 12 16五、按上面的对照表加工时的最小可折弯尺寸(所注折弯尺寸含板厚):板厚(mm) 1.0 1.2 1.5 2.0 L型折弯时最小尺寸(mm) 4.5 4.7 6 8.5 Z型折弯时最小尺寸(mm)7 7.4 9 12六、常规折弯顺序:1. 先短边后长边:一般来说,四边都有折弯时,先折短边后折长边有利于工件的加工和和折弯模具的拼装2. 先外围后中间:正常情况下,一般是从工件的外围开始向工件的中心折3. 先局部后整体:如果工件内部或外侧有一些不同于其它折弯的结构,一般是先将这些结构折弯后再折其它部分4. 考虑干涉情况,合理安排折弯顺序:折弯顺序不是一成不变的,要根据折弯的形状或工件上的障碍物适当调整加工顺序七、折弯操作注意事项:1. 折弯操作时,时刻要注意人身安全,需注意以下几点:A. 设备开启状态时,不要从折弯机的刀口伸手进去调节后挡位;应直接走到设备的后面调节B. 加工零件时,人体应在零件的活动范围外,避免零件刮到人体C. 加工大工件时,人体最好站在工件的侧面,以便操作D. 应随时扶好工件,避免摔坏工件或砸伤人体E. 操作时人体要站稳,不能因工件的移动而影响身体的平衡F. 与刀口近距离的操作时,双手必须抵靠在下模的适当位置,避免手指因意外伸入刀口G. 拆下的刀具不能放在折弯机上,也不能靠在折弯上,避免刀具掉落砸伤人体H. 安装刀具时,要确认刀具已被紧固后才能让上下模分离I. 拆卸刀具时,要双手扶稳刀具后才能让上下模分离J. 考虑穿劳保鞋2. 折弯操作时,注意保证模具和设备的完好:A. 安装刀具时,时刻注意上下模的间隙需在正常范围内 B. 安装刀具时,要确认刀具已被紧固后才能让上下模分离 C. 模具装好后,要及时检查下模是否被紧固,避免因下模移位而损伤刀具D. 模具装好后,养成空运行的习惯,在试运行的过程中根据上下模的最小间隙检查数据输入是否正确铝板折弯小知识铝板折弯后容易断裂,或者折弯好后一阳极氧化就爆裂,我的很多客户都因此困惑,后来找到我后,经过几次调节就OK了。

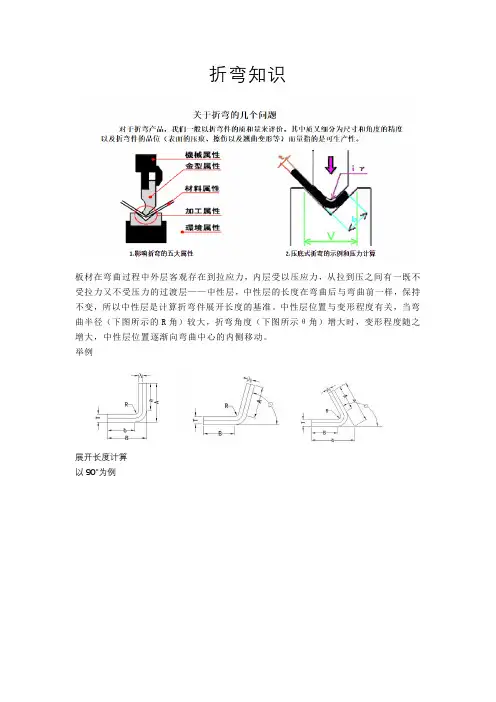
折弯知识
板材在弯曲过程中外层客观存在到拉应力,内层受以压应力,从拉到压之间有一既不受拉力又不受压力的过渡层——中性层,中性层的长度在弯曲后与弯曲前一样,保持不变,所以中性层是计算折弯件展开长度的基准。
中性层位置与变形程度有关,当弯曲半径(下图所示的R角)较大,折弯角度(下图所示θ角)增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动。
举例
展开长度计算
以90°为例
一些折弯注意点。
1、通常V槽宽度为板材厚度的5倍,也就是说折弯线到板材顶端至少要在2.5T以上才行
2、孔,或挖空距离折弯处小于2.5t时,孔与折弯边较近,折弯后孔会弯形,我们就需要先开底孔折弯后再扩孔。
3、举2个例子
U形折弯,折弯刀避让,底边长同上,2.5t以上。
U形折弯之后再折弯,方筒状
需要增加压印工艺,多道工序。
①先在折弯线上压一条印——如图7,
②为了更好的折弯,可此道折弯先折到一定角度,避免碰刀,
③然后在把边压至90度——如图8,
压印工艺可以应用到折弯不能一次完成,这样当第二次折弯时,折弯线能更好按原来折弯印成型,否则容易出现二次折弯而造成折弯偏位,或折弯角度控制不好的现象。