折弯基本知识-中文资料
- 格式:ppt
- 大小:2.07 MB
- 文档页数:21
钣金折弯资料在制造业中,钣金折弯是一项常见且重要的工艺。
钣金折弯是指将具有一定厚度的金属材料(如钢板、铝板等)经过折弯工艺加工成所需形状的过程。
在钣金折弯过程中,需要使用到一些关键的资料和工具。
本文将详细介绍钣金折弯所需的资料,并说明其重要性和使用方法。
首先,钣金折弯所需的主要资料是金属板材。
钣金折弯工艺适用于各种金属材料,常用的材料包括不锈钢、铁材、铝材等。
这些材料具有不同的特点和用途,选择合适的材料对于实现钣金折弯的质量和目标至关重要。
例如,不锈钢具有良好的耐腐蚀性和强度,适用于制作要求高的产品。
而铝材则具有较低的密度和良好的导电性,适用于制作轻型和导电性要求较高的产品。
其次,钣金折弯还需要使用折弯模具。
折弯模具是用于固定金属板材,并进行折弯加工的工具。
折弯模具通常由上模和下模组成,上模用于施加压力,下模则用于支撑金属板材。
折弯模具的选择需要根据折弯角度、板材厚度等因素进行调整。
不同角度和厚度的折弯需要使用不同的折弯模具,以确保折弯的准确性和质量。
另外,钣金折弯过程中需要使用切割工具。
切割工具用于将金属板材按照所需形状进行切割。
常用的切割工具包括剪切机、激光切割机等。
剪切机适用于较薄的金属板材切割,激光切割机则适用于较厚和复杂形状的金属板材切割。
切割工具的选择要考虑到切割的精度、速度和成本等因素。
除了上述主要的资料和工具外,钣金折弯还需要使用一些辅助资料和工具。
例如,测量工具用于测量金属板材的尺寸和角度,以确保折弯的精度。
常用的测量工具包括卡尺、量规等。
另外,钣金折弯还需要使用一些固定工具和夹具,用于固定金属板材和折弯模具,以保持折弯过程的稳定性和安全性。
综上所述,钣金折弯所需的资料包括金属板材、折弯模具、切割工具以及辅助资料和工具等。
这些资料和工具在钣金折弯过程中发挥着重要的作用,对于保证折弯质量和生产效率至关重要。
因此,在进行钣金折弯前,需要充分了解和准备所需的资料,并正确使用相关工具。
目录读者须知 (i)标记说明 (ii)打印协议 (iii)术语............................................ .. (iv)1 基本说明1……………………………………………………………………………………….1.11.1通电后滑块执行的操作 ………………………………………………………………..…1.1 1.1.1 滑块回参考点 ………………………………....………………………………...1.1 1.1.2 后挡料料回参考点 ……..……………………....……………………………….1.11.2 上模和下模列表 ………………………………………….....…....………………...…1.21.3 如何输入一个新的上模…………………………………....……….….……….………..1.7 1.3.1 要绘制的上模………………………………....…………....……………………1.91.3.2预设上模………………………………………....………………………………1.141.4如何输入一个新的上模….………………………………………………………………..1.151.4.1 要绘制的下模……………………………………………………………………1.171.4.2 预设下模…………………………………………………………………………1.242 基本说明2………………………………………………………………………………………..2.12.1 程序列表 …………………………………………………………………………………2.12.1.1 程序更新………………………………………………………………………….2.42.2 数值程序的输入 …………………………………………………………………………2.52.3 箱体的折弯制作……………………………………………………………………....…2.142.4 折弯步序自动计算……………………………………………………………………….2.152.5 材料列表 ………………………………………………………………………………...2.192.5.1 如何进入材料列表界面..……………………………………………………….2.212.5.2 如何使用材料列表……………………………………………..……………….2.212.6 系数……………………………………………………………………………………….2.212..6.1 如何进入校正系数页面………………………………………………………..2.222.7 内部半径校正 …………………………………………………………………………..2.232.8 计算延伸的DIN公式选择………………………………………………………………..2.232.8.1 程序检验…………………………………………………………………………2.23 3基本说明33.1 “加工机床”功能…………………………………………………………………………….,.3.13.1.1 如何激活”板金加工机床”功能 ………………………………………………….3.13.1.2 “新折弯”功能………………………………………………………………………3.13.1.3 强迫压边………………………..…………………………………………………3.23.2 新”机床功能”页面 …………………………………………………………………………3.34 内置CAD ………………………………………………………………………………………….4.14.1 简介 ……………………………………………………………….………….…………….4.14.2 绘制功能…………………………………………………….………..……………..………4.14.2.1 绘制数据的数值输入……………………………………….…………………….4.14.2.2 基本数据…………………………………………………………………………..4.24.3 绘制窗口 …………………………………………………………………………………...4.34.4 绘制数据输入……………………………………………………………………………….4.44.4.1如何以数值模式绘制图形…………………………………………………………4.45 存储数据管理………………………………………………………………………………………..5.15.1 输入 ………………………………………………………………………………………...5.15.2 存储设备 …………………………………………………………………………………...5.15.2.1 闪存……………………………………………………………………………....5.15.2.2 内部存储(缓冲RAM) ……………………………...…………………………....5.15.2.3 硬盘……………………………………………………………………………....5.15.2.4 软盘……………………………………………………………………………....5.15.3 数据的逻辑位置…...………………………………………………………………………..5.25.4 不同存储备间的数据交换...........................................................................................5.35.4.1 保存/载入配置参数...................................................................................5.45.4.2 保存/载入轴参数.......................................................................................5.65.4.3 保存/载入PILZ配置参数.................................................................................5.75.4.4 保存/载入上模 .........................................................................................5.85.4.5 保存/载入下模 .........................................................................................5.95.4.6 保存/载入所有模具.................................................................................5.105.4.7 保存/载入程序........................................................................................5.115.4.8 保存/载入所有程序.................................................................................5.135.5 向你推荐的安全保存..............................................................................................5.145.5.1 致折弯机制造商......................................................................................5.145.5.2 致最终用户.............................................................................................5.146. 程序数据说明.................................................................................................................... 6.16.1 域名部分....................................................................................................... 6.1名称...............................................................................................................6.1折弯...............................................................................................................6.1截面....................................................... .... ..................................................6.16.2 不可更改的辅助信息................................................................................... 6.26.3 截面加工数据...............................................................................................6.3板料. ................................................ ....... ................................................ 6.3完成板料........................................... ......... .............................................. 6.3测量法......................................................... ........ ..................................... 6.3长度.......................................................... .................................................. 6.4说明 .............. .......................................... .... ............................................ 6.46.4 基本数据..................................................................................................... 6.5宽度............................................................................................................ 6.5厚度............................................................................................................ 6.5压力............................................................................................................ 6.5材料.................................................................................................................. 6.6 下模.................................................................................................................. 6.6 槽口.................................................................................................................. 6.7 上模.................................................................................................................. 6.7 下模方向........................................................................................................... 6.7 上模方向.......................................................................................................... 6.7 6.5 轴数据和角度................................................................................................... 6.8角度Y1............................................................................................................. 6.8 Y1 下止点........................................................................................................ 6.8 Y1 校正............................................................................................................ 6.8 上止中心点........................................................................................................ 6.8 角度Y2 ............................................................................................................. 6.9 Y2下止点.......................................................................................................... 6.9 Y2 校正............................................................................................................ 6.9 X1..................................................................................................................... 6.9 X1 辅退...........................................................................................................6.10 X1 校正...........................................................................................................6.10 X2....................................................................................................................6.10 X2 辅退...........................................................................................................6.10 X2 校正...........................................................................................................6.11 R1....................................................................................................................6.11 R2....................................................................................................................6.11A1(机械绕度补偿)............................................................................................6.11 6.6 加工数据........................................................................................................6.12压力...............................................................................................................6.12 绕度补偿........................................................................................................6.12 步序转换时间........................................ .......................................................6.12 压紧点.................................................. ........................................................6.12 变速点................................................................ ...........................................6.13 折弯时间.......................................................................... .............................6.13 慢速向上........................................................................................................6.13 速度...............................................................................................................6.13 辅助功能1到20..............................................................................................6.14 重复...............................................................................................................6.14 方向...............................................................................................................6.14 Ri内部半径.....................................................................................................6.15读者须知摘要本手册的内容仅适用于封面上指明的软件版本.本手册对某些功能的介绍可能有遗漏。
A.折弯机工作吨位的计算 折弯过程中,上、下模之间的作用力施加于材料上,使材料产生塑性变形。
工作吨位就是指折弯时的折弯压力。
确定工作吨位的影响因素有:折弯半径、折弯方式、模具比、弯头长度、折弯材料的厚度和强度等,见图1所示。
通常,工作吨位可按下表选择,并在加工参数中设置。
1、表中数值为板料长度为一米时的折弯压力: 例:S=4mm L=1000mm V=32mm 查表得 P=330kN 2、本表按强度σb=450N/mm2的材料为依据计算的,在折弯其它不同材料时,折弯压力为表中数据与下列系系数的乘积; 青铜(软):0.5; 不锈钢:1.5; 铝(软):0.5 ; 铬钼钢:2.0。
3、折弯压力近似计算公式: P=650s2L/1000v其中各参数的单位 P——kN S——mm L——mm V——mm 折弯压力对照表1 B.钣金件折弯中常遇到的问题常用折弯模具 常用折弯模具,如下图。
为了延长模具的寿命,零件设计时,尽可能采用圆角。
过小的弯边高度,即使用折弯模具也不利于成形,一般弯边高度L≥3t(包括壁厚)。
台阶的加工处理办法 一些高度较低的钣金Z形台阶折弯,加工厂家往往采用简易模具在冲床或者油压机上加工,批量不大也可在折弯机上用段差模加工,如下图所示。
但是,其高度H不能太高,一般应该在(0~1.0)t,如果高度为(1.0~4.0)t,要根据实际情况考虑使用加卸料结构的模具形式。
这种模具台阶高度可以通过加垫片进行调整,所以,高度H是任意调节的,但是,也有一个缺点,就是长度L尺寸不易保证,竖边的垂直度不易保证。
如果高度H尺寸很大,就要考虑在折弯机上折弯。
折弯机分普通折弯机和数控折弯机两种。
由于精度要求较高,折弯形状不规则,通信设备的钣金折弯一般用数控折弯机折弯,其基本原理就是利用折弯机的折弯刀(上模)、V形槽(下模),对钣金件进行折弯和成形。
优点:装夹方便,定位准确,加工速度快; 缺点:压力小,只能加工简单的成形,效率较低。
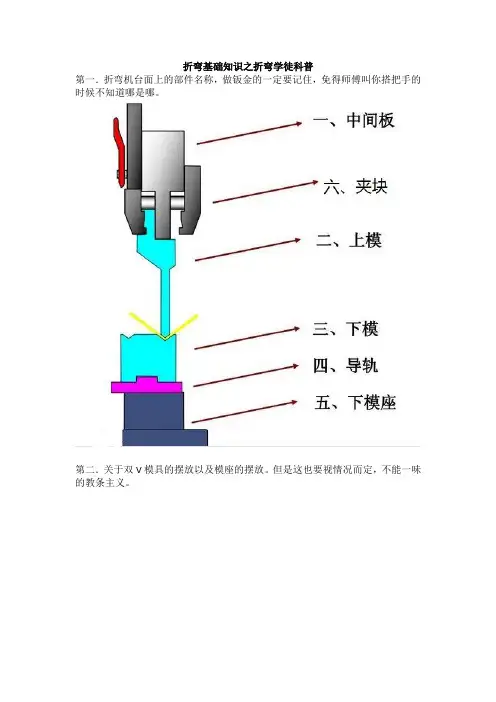
折弯基础知识之折弯学徒科普
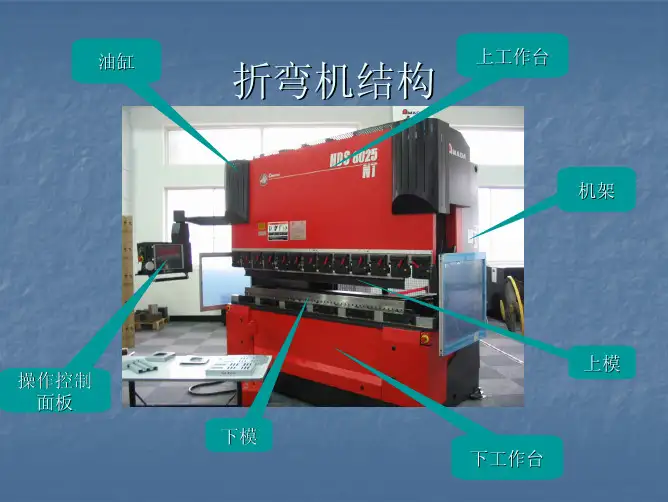
第一.折弯机台面上的部件名称,做钣金的一定要记住,免得师傅叫你搭把手的时候不知道哪是哪。
第二.关于双V模具的摆放以及模座的摆放。
但是这也要视情况而定,不能一味的教条主义。
第三.关于模具的尖端R角,在电子或者轨道交通等产品上用的比较多。
俗称R 折弯。
第四.关于上下模的分割。
按照国际惯例基本整刀是835cm 。
有的公司单位会根据自己的产品分割不同长短的模具,这个时候你就要熟记你所在单位的折弯模具的长短,这样当一份图纸到手了,你脑子里面就会立马浮现该配什么模,配多长等等。
熟记已有的模具会提高生产效率。
第五.根据自己所操作的机床得知最大行程,从而更好的了解那些模具能用。
第六.关于折弯系数的来由和影响折弯系数的因素。
第七.关于折弯压力。
这个估计学徒用不上,现在估计就小型加工产的普折能用上。
钣金工艺知识分享-折弯工艺
一、折弯设备
1折弯模具组成:中间板、上模、下模、导轨、下模。
2.主要机床参数:行程、加工能力、开口高度、中间板类型。
3.主要模具参数:上模模柄型式、耐压吨位等。
二、折弯上模
1.折弯上模尖端R及尖端角度,尖角R:0.2R、0.6R、0.8R、
1.5R、3.0R。
2.标准上模尖端角度:90°、88°、60°、45°、30°。
3.模具的角度要小于加工角度,钣金零件的成型角度为90°,通常选用88°夹角模具。
三、折弯压力
折弯机压力可以通过以下公式进行计算:
例如产品长200 MM,模具刻印:1000 KN/M1000KN/M×0.2M=200KN/M(20TON)折弯最大压力不能超过20吨。
四、折弯顺序
先短边后长边;先外围后中间;先局部后整体;前工序不影响后工序。
五、折弯成型的展开计算
L = A + B + C= A + B + (0.5πR + Y*t)*(θ/90)*N
R:折弯半径; t:材料厚度;θ:折弯角度 N:折弯弯数 Y:折弯系数。
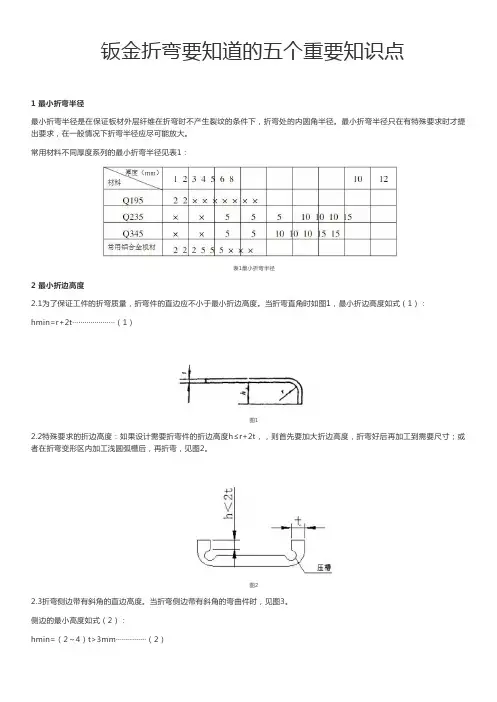
钣金折弯要知道的五个重要知识点1最小折弯半径最小折弯半径是在保证板材外层纤维在折弯时不产生裂纹的条件下,折弯处的内圆角半径。
最小折弯半径只在有特殊要求时才提出要求,在一般情况下折弯半径应尽可能放大。
常用材料不同厚度系列的最小折弯半径见表1:表1最小折弯半径2最小折边高度2.1为了保证工件的折弯质量,折弯件的直边应不小于最小折边高度。
当折弯直角时如图1,最小折边高度如式(1):hmin=r+2t (1)图12.2特殊要求的折边高度:如果设计需要折弯件的折边高度h≤r+2t,,则首先要加大折边高度,折弯好后再加工到需要尺寸;或者在折弯变形区内加工浅圆弧槽后,再折弯,见图2。
图22.3折弯侧边带有斜角的直边高度。
当折弯侧边带有斜角的弯曲件时,见图3。
侧边的最小高度如式(2):hmin=(2~4)t>3mm (2)图33最小孔边距冲孔后有折弯要求时,应使孔的位置处于弯曲变形区外,避免弯曲时孔会产生变形。
孔边离弯曲边内侧表面的距离详见表2:表2最小孔边距4折弯线的位置4.1局部折弯某一段时,为了防止尺寸突变尖角处应力集中产生弯裂,折弯线不应在尺寸突变的位置上,离突变处的距离S应大于弯曲半径r,见图4a。
或冲工艺孔或开槽,将变形区与不变形区分开,见图4b,4c。
注意图中的尺寸要求:S≥R;槽宽k≥t;槽深L≥t+R+k/2。
图44.2当孔位于折弯变形区内,折弯前应采取的工艺措施见图5。
图55折弯件设计时应设置工艺定位孔为保证板材在模具中准确定位,防止板材在折弯时产生移动而废品,折弯件在设计时应设置工艺定位孔,如图6所示。
特别是多次折弯成形的零件,均必须以工艺孔为定位基准,以减少累计误差,保证产品质量。
图6。