2300mm压光机说明书
- 格式:doc
- 大小:41.50 KB
- 文档页数:9
压光机安全操作规程
1、热压辊未运转时,请勿将胶辊送上,以免胶辊变形。
2、遇有紧急事件,请立即停机。
3、收工时,请冷却一段时间后,再停止机组之运转,以免热压辊变形。
4、收工后,务必将不锈钢带放松,以免变形。
5、严禁靠近辊缝及不锈钢带合辊筒之间,以防压伤。
压光机的维护保养
1、机器在调试和工作时,要保证加热辊、收纸辊与钢带内外表面清洁,以免损坏钢带。
擦洗钢带采用白色新手巾。
应注意安全,防止擦部及手转入辊筒造成伤害。
2、机器在停止工作之前,应卸压力,送钢带,并要空转令却钢带10分钟。
不要在停机状态下加热,也不要在加热状态下长时间停机。
3、工作压力一般不得超过25PA,以免影响压力辊使用寿命。
4、工作时滚筒内温度较高,应注意通道畅通,注意防火安全。
定期给减速机、轴承、链条等换油。

压光机安全操作规程压光机是一种专门用于对各种板材进行压光加工的机械设备。
在使用压光机时,必须严格遵守安全操作规程,以避免意外事故的发生。
下面是压光机安全操作规程:一、使用前的准备1.压光机必须安装在平整稳固的场所,并且要与其他机器保持一个较远的距离。
2.在操作压光机前,必须检查其各个部分的安全状态,保证其各项安全保护装置完好可用。
如发现故障或损坏的部件,必须及时停机修理。
3.在使用压光机前,必须进行负责的保养。
首先要检查润滑油是否充足,如果不足则要补充。
其次要检查各个部位的清洁程度,严禁浸泡在油池中使用。
4.在使用前,必须将所有工具、材料和杂物从机器表面清除。
机器上方必须悬挂禁止进入标志牌。
二、操作时的注意事项1.操作人员必须接受必要的培训,必须理解并熟练掌握操作规程,不得违反安全规定。
2.在操作前,必须戴上必要的防护手套、耳罩、护目镜等个人防护设备。
3.在操作时,必须始终专注于工作,不能在切割过程中离开机器。
4.在操作时,必须使用适合的工具。
不能使用磨损或损坏的工具。
5.操作人员必须注意机器运行的情况,发现异常情况要及时采取相应的措施。
6.操作人员必须注意自己的位置,禁止站在压光机的切割轨道上。
7.在操作时,要根据板材的管厚度,控制合适的切割速度。
过快的速度会导致板材损坏,过慢的速度会使生产效率降低。
8.如果在操作过程中发生故障,请立即停机检查,不得擅自拆卸或修理。
三、维护保养1.在机器停机时,必须及时清理切割轨道和废弃物。
废弃物必须全部清理并及时处理。
2.定期检查机器的各项保护装置和安全设施,保证其完整和可靠性。
3.定期对压光机进行检查和维护,包括对油管、油泵、切割刀具、工作台等重要部件进行检查,确保其正常使用。
4.对润滑油进行定期更换,要使用优质的润滑油,并按照要求添加合适的润滑剂。
操作压光机必须遵循安全操作规程,做好各项检查和保养工作,始终保持警觉,保证生产安全。
光整机控制系统操作说明书一、系统通电操作流程1、打开控制柜后门,将电源空气开关(QF)打开。
2、确认下位机(在控制柜内)已启动成功,并且进入程序界面。
3、确认操作台上的触摸屏已启动成功,并且已进入程序界面。
二、系统断电操作流程当需要关闭系统时,确认所有操作已完成,执行“泵站停止操作流程”(见三、2),打开操作台后门,将电源空气开关(QF)关闭,系统断电,下位机和触摸屏关闭。
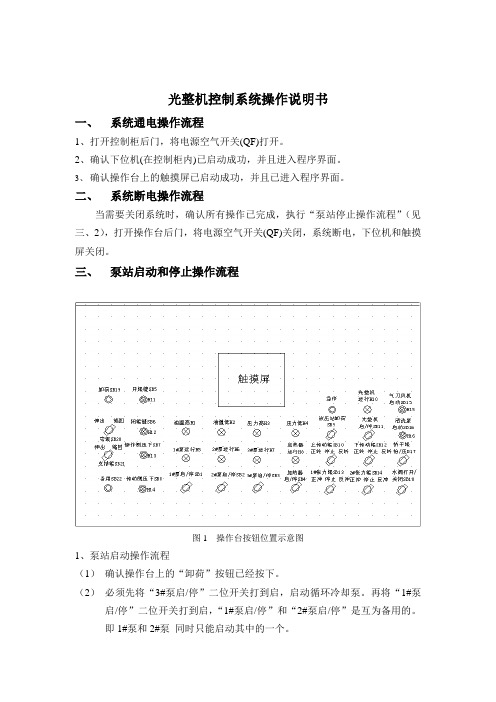
三、泵站启动和停止操作流程图1 操作台按钮位置示意图1、泵站启动操作流程(1)确认操作台上的“卸荷”按钮已经按下。
(2)必须先将“3#泵启/停”二位开关打到启,启动循环冷却泵。
再将“1#泵启/停”二位开关打到启,“1#泵启/停”和“2#泵启/停”是互为备用的。
即1#泵和2#泵同时只能启动其中的一个。
2、泵站停止操作流程(1)按下操作台上的“卸荷”按钮。
(2)确认操作台上的“卸荷”按钮已经按下,根据实际的泵站工作情况,将“1#泵启/停”按钮和“3#泵启/停”二位开关打到停,或者将“2#泵启/停”和“3#泵启/停”二位开关打到停,泵站停止工作。
四、光整机操作流程当泵站正常启动后,系统即可投入光整工作。
系统的各项工作由操作台按钮和触摸屏共同设置和操作。
1、触摸屏功能介绍(1)触摸屏主界面触摸屏启动后,即进入触摸屏程序主界面,如图2所示。
点击任意位置即进入程序功能界面。
图2 触摸屏程序主界面(2)触摸屏程序功能界面点击触摸屏主程序界面上任意位置,即进入触摸屏程序功能界面,如图3所示。
触摸屏程序功能界面下方共有六个功能选择按钮,按下不同按钮即可进入相应的功能界面。
主界面右侧有五个状态显示灯。
其中,“辊缝控制”状态灯和“压力控制”状态灯反映的是用户选择的控制状态。
“机组联动”状态灯灯亮则表示现在可以执行“闭辊缝”操作,否者只能执行“开辊缝”操作。
“泵站就绪”状态灯反映的是泵站是否启动好。
“卸荷”状态灯反映是否执行了“卸荷”操作。
触摸屏主界面上的各个数值显示框,除“设定值”所对应的两个数值框可设定数值外(点击该框即可设定数值),其余均只能显示数值。
SOFT CALENDEROPERATING INSTRUCTION压光机操作规程AWC DRAGON11.Operating instructions for soft calender压光机操作规程1.1Calender Start-up 压光机启动(Note: a KP is a Key panel on operator display)(备注:KP的意思是控制画面上的一个关键画面)∙The start up of the equipment is done by a push button (with 2 positions) selecting the “start up “position, YSO7100. ( cancel ) , see after∙设备是通过选择“start up”按钮启动YSO7100(取消)∙When not in operation, all the calender section functions are stopped.∙不操作的时候,压光机的功能是停止的∙In operation, the machine manages its auxiliaries even when being selected out of the working cycle.∙在工作状态,机器控制它的辅助设备即使是从工作循环中挑选出来∙In operation mode, the management of alarm and defaults are under control. In the case of “out of service”, the operator should not be concerned by any machine status.∙在工作模式,报警和违规操作能够控制。
由于不在工作状态,操作者不必担心机器的状态。
∙ A red signal light YL7105 shows the calender stop after an emergency stop or with a PLC fault. This signalization indicates that a fault or message is present in the system. It is necessary to consult the associated pages to be aware of the fault and take thenecessary steps to correct it. ( report )∙一个红色的警示灯YL7105 表示断电或者是PLC故障后,压光机停止。

三辊压光机参数三辊压光机是一种常用的路面施工设备,主要用于对道路表面进行压实和平整处理。
以下是三辊压光机的参数及其说明,按照列表划分为不同的分类。
一、基本参数1. 压光机型号:三辊压光机的具体型号或编号。
2. 压光机重量:三辊压光机的整机重量,一般以吨为单位。
3. 动力方式:三辊压光机的动力来源,包括液压驱动、机械驱动等。
4. 驱动方式:三辊压光机的驱动方式,常见的有自行式、拖挂式等。
5. 压光轮宽度:三辊压光机压光轮的宽度,一般以毫米为单位。
6. 压光轮直径:三辊压光机压光轮的直径,一般以毫米为单位。
二、动力系统参数1. 发动机类型:三辊压光机所配备的发动机类型,例如柴油机、汽油机等。
2. 发动机功率:三辊压光机所配备的发动机的额定功率,一般以千瓦或马力为单位。
3. 燃油容量:三辊压光机的燃油箱容量,一般以升为单位。
4. 液压系统:三辊压光机所配备的液压系统参数,包括液压泵的流量、工作压力等。
5. 电气系统:三辊压光机的电气系统参数,包括电压、功率等。
三、工作性能参数1. 压光速度:三辊压光机在施工过程中的工作速度,一般以米/分钟为单位。
2. 压实效率:三辊压光机在压实作业中的压实效率,即每单位时间所压实的面积或厚度。
3. 压实深度:三辊压光机能够达到的最大压实深度,一般以毫米为单位。
4. 压实力度:三辊压光机在压实作业中的压实力度或压力,一般以千牛为单位。
四、操作控制参数1. 操作方式:三辊压光机的操作方式,包括手动、半自动、全自动等。
2. 操控杆:三辊压光机上的操控杆的种类和功能,例如方向盘、加速踏板、刹车踏板等。
3. 控制系统:三辊压光机所配备的控制系统参数,包括显示界面、控制面板等。
以上是三辊压光机的一些基本参数及其说明,根据这些参数可以选择适合的设备进行路面施工。
但需要注意的是,不同厂家生产的三辊压光机参数可能会有所不同,具体选择时需要根据施工需求和实际情况进行综合考虑。

压光机安全操作规程范本一、引言压光机是一种用于印刷行业的机械设备,其作用是对印刷品进行压平和整齐。
为了确保工作场所的安全和人身安全,制定本安全操作规程,旨在规范操作流程,防止事故的发生。
本规程适用于所有使用压光机的工作人员,大家务必严格遵守。
二、安全设施1.使用前应检查压光机的各项安全设施是否齐全,并进行功能性检测。
2.紧急停止按钮应位于操作人员容易触及的位置,且能够迅速停止机器运转。
3.机器周围应设有安全防护栏,以防止操作人员误触机器。
三、个人防护1.在操作压光机之前,必须穿戴好个人防护装备,包括但不限于安全帽、防护眼镜、防护手套等。
2.衣物应整洁干净,松紧合适以保证便于操作。
3.不得佩戴长项链、手镯等能够嵌入机器或被卷入机器内部的装饰品。
四、操作准备1.操作人员应熟悉压光机的整体结构和工作原理,了解各个按钮和开关的功能。
2.正确安装和调整压光机上的刀片和防护装置,确保刀片的锋利度和位置正确。
3.检查纸张是否摆放平整,确认无扭曲或折叠的情况。
五、操作流程1.按下电源开关,等待压光机进行自检。
2.调整纸压力和压光间隙,以适应不同材质的纸张。
3.打开进纸装置,将需要压光的纸张放置在进纸台上,并确保纸张平整。
4.按下启动按钮,启动压光机并开始工作。
5.观察压光机是否正常运转,是否有异常噪音或异味。
6.及时调整压光机工作参数,以保证压光效果和纸张整齐度。
六、日常维护1.定期清洁压光机,包括尘埃的清除和润滑油的添加。
2.不得在使用过程中擅自开启设备的防护罩。
3.维护保养工作必须由专业技术人员来进行,非专业人员禁止私自拆卸或修理。
七、紧急情况处理1.发生意外时,应立即按下紧急停止按钮,切断电源。
2.及时报告相关人员,并采取相应的安全措施,确保现场及人员的安全。
3.在发生紧急情况后,对压光机进行检查和维修,并恢复正常操作前,不得继续使用。
八、违规处理1.对于未按照本规程操作或违反安全规定情况下造成事故的,将追究相关责任。
压光机操作启动压光机之前需正常运行其所属油站,并检查设备附近无人工作,开机条件具备,方能启动,压光操作包括:1、热油系统操作。
(1)确认报警并开加热器开关,如果油温低,油流量报警不能被确认,可按下冷启动按扭,再确认报警,开加热器,直到“油流量低”信号灯灭再放开冷启动按扭。
(2)启动热油循环泵,选择辊加热,设定好加热温度,压光辊开爬行,如需要可开运行,在加热阶段一定要保持压光辊转动,并注意观察设备运行情况和可能出现的报警。
2、中高辊液压油站启动中高辊液压站,首先检查油加热是否已打开,如果油加热已选定在必要时热电站会自动加热,当油站温度超过300C时启动油过滤/冷却泵,启动两台主泵中的一台,当主泵启动之后中高辊冷却泵随之启动。
3、润滑油站选定油加热至开状态,当油温度达到45度时,启动润滑油站,油泵检查热辊两端轴承油流量是否足够,较长时间停机,常需好几个小时加热才可获足够油量。
4、加载液压油站压光,卷取共用一个液压油站,启动压光液压油泵,并保持运行。
5、旋转接头润滑和冷却油站启动润滑/冷却油泵,并检查油流量是否足够,冷却水手阀是否打开。
6、刮刀检查刮刀是否清洁和磨损情况,控制刮刀刀架至工作状态,当辊子闭合时控制刮刀使其辊面接触,并观察其是否摆动和正常运行。
7、中高辊边部、温度控制边部温度控制系统只有当中高辊是软辊时使用,当投入使用要检查在温度测量区无异物,并且有信息反馈到控制室,检查冷却喷咀方向是否正确和手阀是否打开,应当注意中高辊露在纸幅外面部分的温度差不能超过120C/100mm。
8、引纸装置使用前要检查压光辊是否处于运行状态,引纸工作区无人作业,压光辊未闭合,扫描头在起始位置,纸边宽度是否合适,使用要及时清理风板上堵纸,以便顺利引过纸。
9、压区控制检查断纸检测器已开,检查压光机线压设定值长加载分布,引纸后,闭合压光机,调节好速差,闭合后打开张力开关,然后加载,观察运行和加载情况。
10、压光前断纸装置压光前断纸切刀在收到断纸检测送来的断纸信号将切断纸幅,压光机将快速分开,边部冷却将停止。
地面压光机操作方法
地面压光机是一种用于地面施工和光滑的工具。
以下是地面压光机的操作方法:
1. 检查机器:确保地面压光机的配件和零件完好无损,并且所有紧固件都已经牢固固定。
2. 准备工作区域:清理和扫除工作区域,确保地面平整。
移除任何可能会干扰机器正常操作的障碍物。
3. 准备地面:根据需要,用一台推土机或其他工具平整地面,并确保地面稳固。
4. 开启地面压光机:插入合适的钥匙并启动地面压光机。
根据厂商的指示操作机器启动过程。
5. 调整压光机设置:根据地面材料和施工要求,调整地面压光机的设置。
这可能包括调整工作深度、振动频率和振动力等参数。
6. 开始操作:将地面压光机放置在施工区域的一端,将机器移动到预定的终点,确保地面均匀光滑。
7. 注意安全:操作过程中要确保自身安全,避免机器和施工材料的损坏。
戴上适当的个人防护装备,如安全帽、护目镜、耳塞和安全鞋等。
8. 清理工作区域:完成地面压光后,清理工作区域,清除任何残留的碎片、废料和污垢。
总结:地面压光机操作需要经验和熟练度,并遵循厂商的指导和安全规程。
在操作之前,操作人员应该熟悉设备的使用手册,并取得必要的培训。
正确操作和维护地面压光机可以提高施工效率,确保工作质量。
2300mm压光机使用说明书目录一、概述 (2)二、结构说明 (2)三、安装说明 (4)四、试车 (6)五、线压与底辊中高 (7)六、润滑 (7)七、保养 (7)八、易损件明细表 (8)一、概述压光机是纸机完成部的重要设备,通过对纸幅的压光,使纸幅的平滑度、光泽度、紧度得到提高,使纸幅的横向厚度差和两面差得到改善。
本机为三辊二压区普通压光机,中间辊传动,具有上、下两个加压机构,这样,线压的调整更具有灵活性。
同时,也可作二辊一压区使用(即顶辊提升不用)。
压光机主要技术参数如下:1、纸幅定量:80-200g/m22、净纸宽度及轨距:1400mm, 2300mm3、最高车速:200m/min4、最高线压:60KN/m5、提升方式:气动6、加压方式:气动(上下两个加压机构)7、控制方式:阀箱集中控制8、润滑:稀油集中润滑9、驱动方式:变频调速二、结构本压光机由以下几大部件组成:1、机架2、压光辊及轴承3、活动弧形辊4、提升系统5、加压系统6、引纸装置7、刮刀8、保险装置9、润滑系统10、气动控制系统2.1 机架本机机架采用钢板焊接箱形结构,由左、右立柱、横梁、底辊支座及基础板组成。
箱形结构的立柱,具有抗弯、抗扭的特性,基础板为铸铁件。
机架各构件用螺钉连接成一个整体,组成一个框架式结构,具有极高的稳定性及刚性。
2.2 压光辊及轴承本机有二条压光辊。
驱动辊为底辊,规格为顶辊Ф350×1900mm,底辊Ф400×1900mm为下加压辊。
压光辊材质均为普通冷硬铸铁,辊面硬度70Hs(肖氏硬度),轴承为双列短园柱球面轴承,辊子轴颈与轴承用退卸套联接。
压光辊轴承壳与提升臂固定联接,提升臂与支架活动联接,支架与立柱固定联接。
2.3 提升机构本机压光辊的提升为气动控制。
当需要将压光辊相互脱开的时候,操纵阀箱上的相应手柄就可将压光辊脱开,顶辊为提升,当提升动作结束后,将顶辊用锁勾锁住。
顶辊提升为电动。
三辊压光机规格安全操作及保养规程三辊压光机是一种常见的金属加工设备,常用于钢板、铝板、铜板及其它板材的压光、弯曲。
它具有结构简单、操作方便、操作效率高等特点。
使用者必须合理操作和定期保养设备,才能保证设备的安全可靠,延长设备寿命。
设备规格及性能三辊压光机的主要规格和性能参数如下:1.压力:20-600T2.工作宽度:1300-3200mm3.压光厚度:0.5-6mm4.最大弯曲角度:≥120°5.精度:±0.1mm6.构造:上辊和下辊为支撑型,四角为标准柱式结构。
这些参数既是设备的优势,也是操作和保养时需要注意的关键点。
安全操作规程三辊压光机的操作需要具备操作经验和一定的机械知识,以免出现安全事故。
以下是安全操作规程:在启动设备前,应彻底检查设备是否完好无缺。
对于紧固件、电源连接器、操作器等部件,应进行检查或校准,以确保设备的正常运行。
2. 工作装置设置要将工件置于正确的位置,并设置好要加工的工艺参数。
设备操作时,压力必须符合要求,加工速度要均匀。
3. 操作控制设备操作前,请先确认其工作状态是否正常。
必须正确使用控制器,准确调节设备的速度和参数。
减轻操作员劳动强度,请按规定使用操作器或遥控器操作。
4. 安全保护设备电器保护系统应该在设备启动后立即进入工作状态。
并应定期检查。
设备保养规程设备保养通常要求除去设备表面的灰尘和其他杂质,以及检查无摩擦表面是否有机械损伤。
1. 设备维护检查机床在使用前,应该检查设备是否符合正常工作状态。
在运行过程中,还要注意各部件的工作状态。
如遇到明显故障,应立即关闭设备,排除故障。
机床润滑是维护和管理机床的重要组成部分。
润滑系统是减少设备磨损和摩擦的关键部件。
对于润滑器和油路,应经常检查和维护,保持设备的正常运行。
3. 设备清洁保持设备的清洁和干燥状态是保证设备正常使用的关键条件,特别是对于地面和几何系统的内部部件,应进行常规清理和保养,保证设备的安全可靠性。
2300mm压光机使用说明书
目录
一、概述 (2)
二、结构说明 (2)
三、安装说明 (4)
四、试车 (6)
五、线压与底辊中高 (7)
六、润滑 (7)
七、保养 (7)
八、易损件明细表 (8)
一、概述
压光机是纸机完成部的重要设备,通过对纸幅的压光,使纸幅的平滑度、光泽度、紧度得到提高,使纸幅的横向厚度差和两面差得到改善。
本机为三辊二压区普通压光机,中间辊传动,具有上、下两个加压机构,这样,线压的调整更具有灵活性。
同时,也可作二辊一压区使用(即顶辊提升不用)。
压光机主要技术参数如下:
1、纸幅定量:80-200g/m2
2、净纸宽度及轨距:1400mm, 2300mm
3、最高车速:200m/min
4、最高线压:60KN/m
5、提升方式:气动
6、加压方式:气动(上下两个加压机构)
7、控制方式:阀箱集中控制
8、润滑:稀油集中润滑
9、驱动方式:变频调速
二、结构
本压光机由以下几大部件组成:
1、机架
2、压光辊及轴承
3、活动弧形辊
4、提升系统
5、加压系统
6、引纸装置
7、刮刀8、保险装置9、润滑系统
10、气动控制系统
2.1 机架
本机机架采用钢板焊接箱形结构,由左、右立柱、横梁、底辊支座及基础板组成。
箱形结构的立柱,具有抗弯、抗扭的特性,基础板为铸铁件。
机架各构件用螺钉连接成一个整体,组成一个框架式结构,具有极高的稳定性及刚性。
2.2 压光辊及轴承
本机有二条压光辊。
驱动辊为底辊,规格为顶辊Ф350×1900mm,底辊Ф400×1900mm为下加压辊。
压光辊材质均为普通冷硬铸铁,辊面硬度70Hs(肖氏硬度),轴承为双列短园柱球面轴承,辊子轴颈与轴承用退卸套联接。
压光辊轴承壳与提升臂固定联接,提升臂与支架活动联接,支架与立柱固定联接。
2.3 提升机构
本机压光辊的提升为气动控制。
当需要将压光辊相互脱开的时候,操纵阀箱上的相应手柄就可将压光辊脱开,顶辊为提升,当提升动作结束后,将顶辊用锁勾锁住。
顶辊提升为电动。
2.4 加压机构
本机有一套加压机构,即顶辊上加压机构,上加压机构是一套独立的加压机构,由电动机、蜗杆、蜗轮箱组成,操作侧和传动侧各1组。
2.5 刮刀
本机有二组刮刀,即顶辊的左刮刀及底辊的底辊刮刀。
可通过手柄机构来翻转刮刀架使刮刀脱开辊面。
刮刀片为EP高强度环氧树酯层压板,即有耐磨性能又不伤辊面,是一种新型的刮刀。
2.6 保险装置
本机装有二组保险杠,以起安全防护作用。
三、安装
3.1 根据QB/T1424-91 《纸机压光机技术条》第
4.2条规定,压光机应在制造厂预装,在用户正式安装。
压光机的精度在用户现场检定确认。
根据这一要求,本公司出品的压光机最终精度和使用性能要在用户现场进行检定。
能够一次装配而不需要用户现场另行装配的部件,如辊子与轴承、轴承与轴承座的装配等均在制造厂装配到位并检验相关精度。
用户根据制造厂提供的资料,首先安装基础板。
基础板采用二次灌浆的方法进行安装。
等基础板安装完毕后,即可按有关技术资料安装机架、压光辊等。
3.2 压光机机架安装精度
3.2.1 轨距允差:±0.5mm
3.2.2 基础板上平面纵横水平度0.1mm
3.2.3 基础板上平面跨度水平度0.1mm
3.2.4 立柱的T型槽面对底辊支座上平面的垂直度0.15mm。
3.2.5 操作侧和传动侧立柱的T型槽面的平行度0.12mm
3.3 压光辊安装精度
3.3.1 底辊中心对两立柱的垂直工作面(T型槽面)的平行度0.05mm
3.3.2 底辊辊面上母线的水平度
车速大于350m/min 0.03/1000mm
车速小于350m/min 0.05/1000mm
3.3.3 底辊辊面径向跳动
车速大于350m/min 0.015mm
车速小于350m/min 0.05mm
3.3.4 其余辊子的径向跳动不大于0.1mm
3.3.5 压光辊装配完毕应作透光检验,在预定的线压下(即由线压值而计算得的气压)各压区均不透光线。
也可作“压痕”检验。
将压敏纸或复写纸用胶带固定在压区底辊辊面上,压敏纸上垫一张等宽等长的白纸,压区合拢后加压至释压后,查看压痕情况,以此来确定压区的正确性。
(透光法和压痕法,请查阅有关资料)。
如果压光辊位置正确,压痕均一时的加压气压即为正常工作时的压力,这一压力(表压)应明确地通告操作者。
3.3.6 活动弧形辊的安装
将活动弧形辊及两端轴承座装于机架上,检查弧形辊与顶辊的平行(方法因厂自益)。
调整操作侧活动弧形辊轴承座上的蜗杆,使弧形辊的弧朝向顶辊。
即弓顶与纸幅走向同向。
这是发挥弧形辊舒展作用的正确位置。
3.3.7 刮刀安装
刮刀刀刃应与辊面严密接触,其检验方法是,将擦净的辊面涂以一层红丹,合拢刮刀后转动压光辊,以此检查刮刀的接触精度。
如有硬接触点或局部不合格,可修磨(锉)该部伤。
合格的刮刀接触线均匀一致,刮刀起落灵活,锁紧稳固。
四、试车
4.1 试车前应按装配图和有关技术文件检查压光机的所有零部件是否装配到位,是否安装稳固,操作部位是否灵活安全。
4.2 将所有压光辊辊面擦拭干净,再涂以一层机油。
4.3 空转底辊,检查是否有异常现象,调速是否平稳。
4.4 操纵阀箱“提升”手柄,使顶辊处于提升状态,底辊处于下落状态,然后打开顶辊的锁勾,再操纵阀箱的“加压”手柄,使顶辊合拢于底辊上。
4.5 启动传动电机,使二只辊缓速旋转起来。
如果顶辊不转,可适当提高顶辊加压表。
在不加压的情况下,压光机由低速向高速运行30分钟,如果有异常现象,应立即停机检查排除异常现象。
4.6 检查上加压系统是否正常
检查引纸辊起落是否正常
至此,试车工作可暂先一段落,以后就是拉纸试验了。
五、线压与底辊中高
该机按用户要求作150g/m2的瓦楞纸压光用,依此,确定最后一个压区的线压为50KN/ m(50kg/cm)。
用户在开机投产前,应进一步作压区均匀性检验即用“压痕”法检验压缝均性。
达到压痕均匀的压力表压力值,即为工作表压,正常拉纸时再稍作修订。
如果外加线压值不够,即表压未达到压
痕时的表压值,说明底辊中高尚未压下去,会出现纸幅中间压光高于两端压光的现象。
只要线压加到一定值,此现象即可消除。
值得一提的是,中高值的计算误差较大,再者,不同抄纸工艺,不同纸种对中高值的大小会有不同的要求,居于上述原因,制造厂出厂磨制的底辊中高值往往不合用户的实际需要,这就要求用户按实际生产情况作必要的调整。
六、润滑
6.1 该机压光辊承采用稀油集中润滑的方式,由端盖油窗可直接观察到润滑状况。
6.2 提升臂滑动轴承采用干油润滑,每月加一次油。
6.3 其它活动部位如刮刀起落轴承等,每月加机油即可。
6.4 机油牌号HJ-20,干油为钠基润滑脂,牌号ZW3。
七、保养
7.1 压光机的保养随纸机其后各部一同进行。
7.2 应经常观察压光辊轴承的润滑情况,发现异常,应调整给油器。
7.3 应保持压光机各部位的清洁。
应使压光机的每一部件(或部位)都能正常工作。
7.4 阀箱是压光机的“精经中枢”,应在调整压光机后关闭阀箱门,以防触动气阀。
阀箱上下内外严禁存放其它物品。
7.5 应经常检查刮刀的工作情况,经常去除刮刀刃上的纸屑。
易损件明细表。