第10章工艺尺寸链计算题
- 格式:ppt
- 大小:483.50 KB
- 文档页数:10
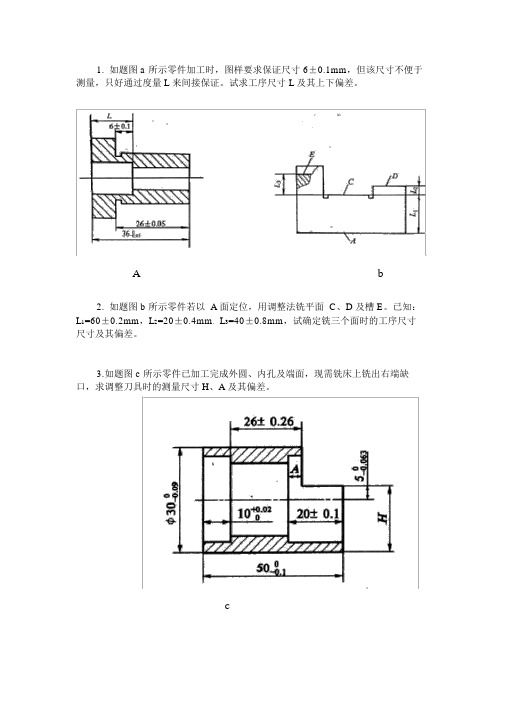
1.如题图 a 所示零件加工时,图样要求保证尺寸 6±0.1mm,但该尺寸不便于测量,只好通过度量 L 来间接保证。
试求工序尺寸 L 及其上下偏差。
A b2.如题图 b 所示零件若以 A 面定位,用调整法铣平面 C、D 及槽 E。
已知:L1=60±0.2mm,L2=20±0.4mm, L3=40±0.8mm,试确定铣三个面时的工序尺寸尺寸及其偏差。
3.如题图 c 所示零件已加工完成外圆、内孔及端面,现需铣床上铣出右端缺口,求调整刀具时的测量尺寸 H、A 及其偏差。
c4.如题图 d 中小轴的工艺过程为:车外圆至φ30.500.1 mm,铣键槽深度为H0TH ,热处理,磨外圆至φ 30+00..016036mm。
设磨后外圆与车后外圆的同轴度公差为φ0.05mm ,求保证键槽深度设计尺寸400 .2 mm 的键槽深度H0TH 。
D E5.如题图 e 所示衬套,材料为 20Cr,φ3000.021 mm 内孔表面要求磨削后保证渗碳层深度 0.800.3mm,试求:(1)磨削前精镗工序尺寸及偏差。
磨削余量0.03,精镗的经济精度9 级(2)精镗后热处理时渗碳层的深度。
—21.如下图所示轴套零件的轴向尺寸,其外圆、内孔及端面均已加工。
试求:当以A 面定位钻直径为φ 10mm孔时的工序尺寸 A1 及其偏差2. 设某一零件图上规定的外园直径为φ320-0.05mm,渗碳深度为0.5 ~08mm,现为了使此零件可与另一零件同炉进行渗碳,限定其工艺渗碳深度为0.8 ~1mm。
试计算渗碳前车削工序的工序尺寸。
—33.某零件工艺过程如下:( 1)精车外圆至φ25.30-0.084;( 2)划键槽线;( 3)铣键槽至 A 1T;(4)渗碳深度 t0+ T t;( 5)磨外圆至φ25-00.014,要求渗碳2 A深度 0.9 ~ 1.1mm(单边)。
试求:(1)计算洗键槽时用深度尺测量槽深尺寸A 1T A 2(2)渗碳时应控制的工艺渗碳层深度t0+T t—4。
机械制造工艺学三种计算题(总8页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除一:工艺尺寸链计算1 :右图所示衬套,材料为38CrMoAlA ,孔径为040.00145+Φmm 的表面需要渗氮,精加工渗层厚度为005.0-(单边),加工过程为:(1)镗孔Φ080.00+; (2)粗磨Φ040.00+;(3)渗氮; (4)精磨Φ145040.00+。
求渗氮深度t(单边)。
解:如图所示尺寸链。
=(275144.+)+tmax -(2145)得tmax =+-==(275144.)+tmin -(2145+得tmin =+-=渗碳深度t =00500050.+.-2.如图4-17所示齿轮内孔,加工工艺过程为:先粗镗孔至Ф + 0 mm,插键槽后,再精镗孔尺寸至Ф + 0mm,并同时保证键槽深度尺寸 + 0mm ,试求插键槽工序中的工序尺寸A 及其误差。
解:据题意,加工最后形成的深度尺寸+ 0㎜为封闭环尺寸,画尺寸链图(答案图4-2)。
根据公式计算计算工序尺寸A 及公差、极限偏差。
由画箭头方法可判断出A 、85+ 0mm 为增环,+ 0/2 mm 为减环。
A=(+2-85/2) =(+)mm=ES=(++2)mm=+EI=(0+2-0)mm=+85/2A答案图 4-23:(10分)如图所示零件加工时,图纸要求保证尺寸6±,因这一尺寸不便直接测量,只好通过度量尺寸L来间接保证,试求工序尺寸L?解:如图所示尺寸链图。
6±为封闭环。
=L max + L max =17(mm) =L min + L二:定位误差的计算1:(10分)已知d1=Φ2500210-.,d2=Φ4000250-.,两外圆同轴度Φ,V 型块夹角α=90°,试计算:(1)铣键槽时的定位误差。
(2)若键槽深度要求A=-0170.,此定位方案可行否?解:(1)∆jb =+=∆jw =2sin21αd ∆= 45sin 2021.0⨯≈∆dw =∆jb +∆jw =+=(2)3工∆=3170.〈∆dw =故不能满足加工要求,此方案不可行.2: (10分) 如图所示,以V 形铁为定位元件,加工零件上的一个斜面C ,试求其定位误差。

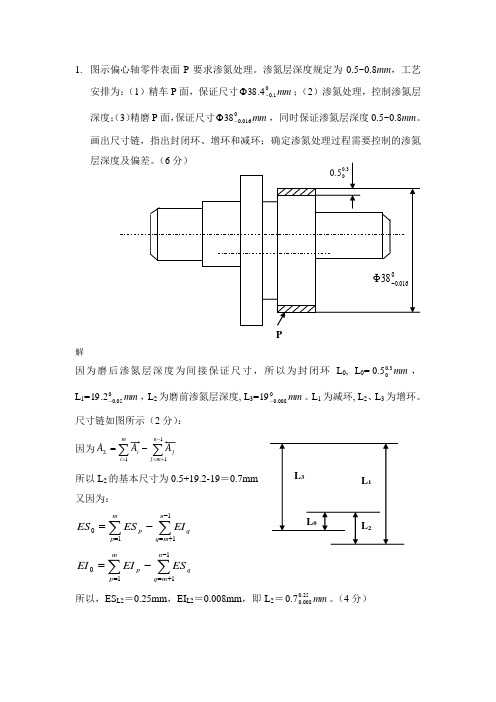
1. 图示偏心轴零件表面P 要求渗氮处理。
渗氮层深度规定为0.5~0.8mm ,工艺安排为:(1)精车P 面,保证尺寸mm 01.04.38-Φ;(2)渗氮处理,控制渗氮层深度;(3)精磨P 面,保证尺寸mm 0016.038-Φ, 同时保证渗氮层深度0.5~0.8mm 。
画出尺寸链,指出封闭环、增环和减环;确定渗氮处理过程需要控制的渗氮解因为磨后渗氮层深度为间接保证尺寸,所以为封闭环L 0, L 0=mm 3.005.0,L 1=mm 005.02.19-,L 2为磨前渗氮层深度, L 3=mm 0008.019-。
L 1为减环, L 2、L 3为增环。
尺寸链如图所示(2分): 因为∑∑=-+=∑-=mi n m j ji A A 111所以L 2的基本尺寸为0.5+19.2-19=0.7mm 又因为:∑∑-+==-=1110n m q q mp p EI ES ES∑∑-+==-=1110n m q qmp p ESEI EI所以,ES L2=0.25mm ,EI L2=0.008mm ,即L 2=mm 25.0008.07.0。
(4分)P2. 下列三图中:A )表示了零件的部分轴向尺寸,B )、C )为有关工序示意图,在B )工序中加工尺寸mm 01.050-和mm 1.0010+,在C )工序中,加工尺寸h H ∆+0,试计算H 和Δh 值。
(12分)解设计尺寸中没包括mm H 膆0,图B 给出的是按照设计要求的尺寸mm 01.050-和mm 1.0010+,基准重合.图C 的加工尺寸mm H 膆0则转换了基准,从而间接保证了mm 3.004.mm 3.004为封闭环, mm H 膆0,mm 1.0010+为减环, mm 01.050-为增环. (3分)尺寸链如图所示: (1分)因为∑∑=-+=∑-=mi n m j ji A A 111,所以H 的基本尺寸为50-4-10=36mm.又因为∑∑-+==-=111n m q qmp p EIES ES ,∑∑-+==-=111n m q qmp p ESEI EI 所以,ES H =-0.2mm ,EI H =-0.3mm ,即H =mm 362.03.0--,即H =mm 7.351.00,Δh =0.1mm(8分)H mm1.0010+mm01.050-mm 3.004mm膆3. 加工下述零件,以B 面定位,加工表面A ,保证尺寸10+0.20 mm ,试画出尺寸链,指出封闭环、增环和减环并求出工序尺寸L 及公差。

尺寸链考试题及答案一、选择题(每题2分,共10分)1. 尺寸链中,哪一项是必须考虑的因素?A. 公差B. 材料C. 温度D. 湿度答案:A2. 在尺寸链分析中,下列哪项不是基本尺寸链的组成部分?A. 封闭环B. 组成环C. 补偿环D. 基准环答案:C3. 尺寸链中,哪一项是用于补偿其他尺寸误差的?A. 封闭环B. 组成环C. 补偿环D. 基准环答案:C4. 尺寸链分析的目的是什么?A. 确定零件的重量B. 确定零件的尺寸C. 确定零件的加工方法D. 确定零件的公差分配答案:D5. 尺寸链中,封闭环的公差是如何确定的?A. 根据组成环的公差直接计算B. 根据组成环的公差间接计算C. 根据补偿环的公差直接计算D. 根据补偿环的公差间接计算答案:B二、填空题(每题2分,共10分)1. 尺寸链中,封闭环的公差等于组成环公差的______。
答案:代数和2. 在尺寸链分析中,基准环是指______。
答案:用于确定其他尺寸的参考尺寸3. 补偿环的作用是______。
答案:补偿其他尺寸的误差4. 尺寸链分析中,组成环的公差分配应遵循______原则。
答案:经济合理5. 尺寸链的类型包括______和______。
答案:直线尺寸链;角度尺寸链三、简答题(每题10分,共20分)1. 简述尺寸链分析的步骤。
答案:尺寸链分析的步骤包括:确定封闭环,找出所有组成环,分析各组成环对封闭环的影响,确定各组成环的公差,最后进行公差分配。
2. 说明尺寸链中基准环的作用。
答案:基准环在尺寸链中的作用是作为其他尺寸的参考,它通常是固定的或已知的尺寸,用于确定其他组成环的位置和尺寸。
四、计算题(每题15分,共30分)1. 假设一个尺寸链中,封闭环的公差为±0.5mm,组成环A的公差为±0.3mm,组成环B的公差为±0.4mm,试计算组成环C的公差。
答案:组成环C的公差为±0.5mm - (±0.3mm + ±0.4mm) = ±0.2mm。
例题1图示零件加工时,图样要求保证尺寸10±0.1,但这一尺寸不便直接测量,要通过测量尺寸L来间接保证,试求工序尺寸L及其上、下偏差。
解:⑴画尺寸链图550-0.05L±0.054010±0.1图中:10±0.10-----------------封闭环。
40±0.05、L--------------增环。
55 0-0.05-------------------减环。
⑵根据定义计算:①∵ 10=(40+L)- 55∴工序尺寸L=10+55-40=25②∵ +0.10=(+0.05+ES L)-(-0.05)∴其上偏差ES L=+0.10-0.05-0.05=0③ ∵-0.10=(-0.05+EIL )-0 ∴其下偏差EIL=-0.10+0.05=-0.05答:工序尺寸及其上下偏差为25 0-0.05 。
例题2 如图所示零件,镗孔前表面A 、B 、C 已加工好。
镗孔时,为了使工件装夹方便,选择了A 面为定位基准,此时通过测量尺寸L 来间接保证20±0.15,试求工序尺寸L 及其上、下偏差。
-0.06解:⑴ 画尺寸链图100-0.06L50+0.1020±0.15图中:20±0.15------------封闭环L 、100-0.06------------增环 50+0.10----------- 减环⑵根据定义计算:①∵ 20=(10+L)- 50∴工序尺寸 L = 20+50–10=60②∵ +0.15=(0+ ES L)- 0∴其上偏差 ES L=+0.15③∵ -0.15=(-0.06+EI L)-(+0.10)∴其下偏差EI L=-0.15+0.10+0.06=+0.01答:工序尺寸及其上下偏差为60+0.15+0.01。
例题3 如图所示的箱体零件需要加工孔D,面底面A、孔B和孔C均已加工,各设计尺寸如图示。