工艺尺寸链详解
- 格式:ppt
- 大小:1.23 MB
- 文档页数:74

工艺尺寸链什么是工艺尺寸链?工艺尺寸链(Process Dimension Chain)是指在产品的设计和生产过程中,通过不同环节的相互关联,形成的一系列工艺尺寸数据的链结构。
它包含了从设计到制造的各个环节,用于确保产品质量和制造的一致性。
在制造业中,工艺尺寸链是非常重要的,它能够帮助企业在产品设计、工艺规划和生产制造过程中实现高质量、高效率和精确度。
通过建立并优化工艺尺寸链,企业可以降低生产成本,提高产品质量,缩短生产周期,提升市场竞争力。
工艺尺寸链的组成一个完整的工艺尺寸链通常包含以下环节:1.产品设计:产品设计是整个工艺尺寸链的起点,它决定了产品的形状、尺寸和功能。
在产品设计过程中,需要考虑各个零部件之间的相互关系,以及产品在使用过程中的各种要求。
2.零部件设计:零部件设计是产品设计的一部分,它主要负责完成产品组成部件的详细设计。
在零部件设计中,需要对每个零部件的尺寸、外形和细节进行规划和确定。
3.工艺规划:工艺规划是根据产品设计和零部件设计,确定制造工艺和生产流程的过程。
在工艺规划中,需要考虑到各个工序之间的工艺连接,以及每个工序对应的工艺参数和工具设备的选择。
4.加工制造:加工制造是工艺尺寸链的核心环节,它是根据工艺规划,进行材料加工和零部件生产的过程。
在加工制造中,需要确保每个工序的尺寸和质量要求能够得到满足。
5.检测验证:检测验证是对加工制造的结果进行检验和验证,以确保零部件和产品的尺寸和质量符合设计要求。
在检测验证中,需要利用各种检测设备和工具,进行尺寸测量和质量评估。
6.数据收集与分析:数据收集与分析是整个工艺尺寸链的最后一个环节,它用于收集和分析整个制造过程中产生的数据。
通过对数据的分析,可以找出工艺中的问题和改进的空间,为优化工艺尺寸链提供依据和方向。
工艺尺寸链的意义工艺尺寸链在现代制造业中具有重要的意义,具体表现在以下几个方面:1.提高产品质量:通过建立工艺尺寸链,可以实现对产品在设计、制造和验证过程中进行全面控制,从而提高产品的尺寸和质量的可控性。
第四节工艺尺寸链一、尺寸链的概念尺寸链:相互联系的尺寸按一定顺序首尾相接排列成的尺寸封闭图形。
设计尺寸链:在零件图或在设计图上,确定某些表面间的相互位置的尺寸链。
工艺尺寸链:在工艺文件上,确定某些表面间的相互位置的尺寸链。
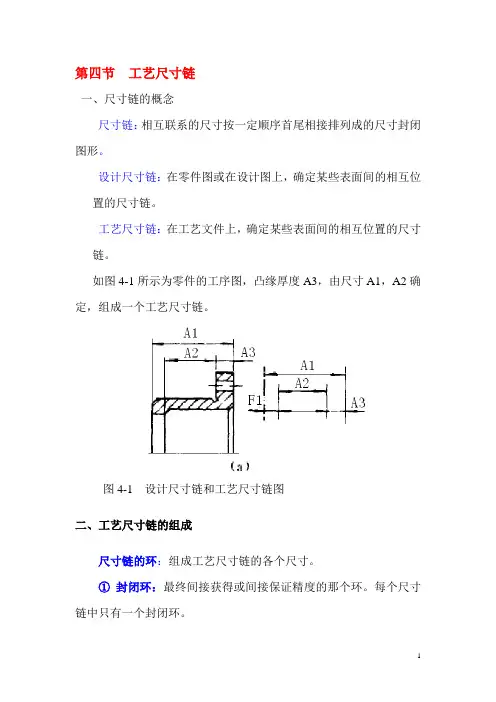
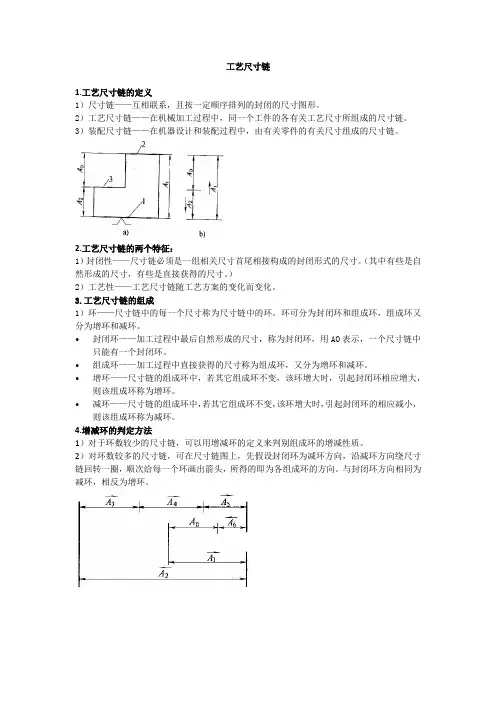
如图4-1所示为零件的工序图,凸缘厚度A3,由尺寸A1,A2确定,组成一个工艺尺寸链。
图4-1 设计尺寸链和工艺尺寸链图二、工艺尺寸链的组成尺寸链的环:组成工艺尺寸链的各个尺寸。
①封闭环:最终间接获得或间接保证精度的那个环。
每个尺寸链中只有一个封闭环。
② 组成环:除封闭环以外的其他环。
组成环又分为增环和减环。
(i )增环(A i ):其他组成环不变,某组成环的变动引起封闭环随之同向变动的环i A 。
(ii )减环(A j ):其他组成环不变,某组成环的变动引起封闭环随之异向变动的环j A 。
建立尺寸链图:1)对工艺过程和工艺尺寸进行分析,确定间接保证精度的尺寸定为封闭环;2)从封闭环出发,按照零件表面尺寸间的联系,用首尾相接的单向箭头顺序表示各组成环。
三)工艺尺寸链的特性1)封闭性:各尺寸的排列呈封闭形式,没有封闭的不能成为尺寸链。
2)关联性:任何一个直接获得的尺寸的变化,都将影响间接获得尺寸及其精度的变化。
四) 工艺尺寸链计算的基本公式 1)极值法计算公式① 封闭环的基本尺寸:等于组成环环尺寸的代数和∑∑=-+=-=mi n m j j i A A A 1110 (1-12)式中,0A ——封闭环的的尺寸; iA ——增环的基本尺寸;jA ——减环的基本尺寸;m ——增环的环数;n ——包括封闭环在内的尺寸链的总环数。
② 封闭环的极限尺寸:最大极限尺寸:等于所有增环的最大极限尺寸之和减去所有减环的最小极限尺寸之和;∑∑=-+=-=mi n m j ji A A A 111m i nm a x m a x 0 (1-13)最小极限尺寸:等于所有增环的最小极限尺寸之和减去所有减环的最大极限尺寸之和。
工艺尺寸链介绍及典型用法机械零件无论在设计或制造中,一个重要的问题就是如何保证产品的质量。
也就是说,设计一部机器,除了要正确选择材料,进行强度、刚度、运动精度计算外,还必须进行几何精度计算,合理地确定机器零件的尺寸、几何形状和相互位置公差,在满足产品设计预定技术要求的前提下,能使零件、机器获得经济地加工和顺利地装配。
为此,需对设计图样上要素与要素之间,零件与零件之间有相互尺寸、位置关系要求,且能构成首尾衔接、形成封闭形式的尺寸组加以分析,研究他们之间的变化;计算各个尺寸的极限偏差及公差;以便选择保证达到产品规定公差要求的设计方案与经济的工艺方法。
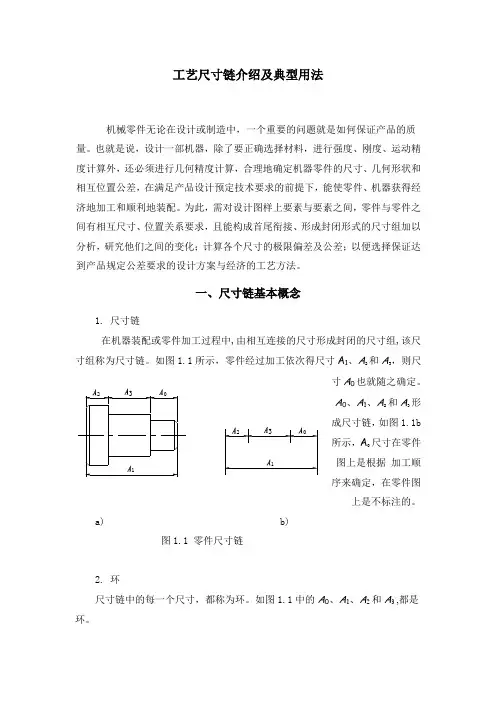
一、尺寸链基本概念1. 尺寸链在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,该尺寸组称为尺寸链。
如图1.1所示,零件经过加工依次得尺寸A1、A2和A3,则尺A0、A1、A2和A3形成尺寸链,如图1.1b尺寸在零件所示,A图上是根据加工顺序来确定,在零件图上是不标注的。
a) b)图1.1 零件尺寸链2. 环尺寸链中的每一个尺寸,都称为环。
如图1.1中的A0、A1、A2和A3 ,都是环。
(1)封闭环尺寸链中在装配过程或加工过程最后自然形成的一环,它也是确保机器装配精度要求或零件加工质量的一环,封闭环加下角标“0”表示。
任何一个尺寸链中,只有一个封闭环。
如图1.1和图1.2所示的A0都是封闭环。
(2)组成环尺寸链中除封闭环以外的其他各环都称为组成环,如图1.1中的A1、A2和A3。
组成环用拉丁字母A、B、C、……、或希腊字母α、β、γ等再加下角标“i”表示,序号i=1、2、3、…、m。
同一尺寸链的各组成环,一般用同一字母表示。
组成环按其对封闭环影响的不同,又分为增环与减环。
增环当尺寸链中其他组成环不变时,某一组成环增大,封闭环亦随之增大,则该组成环称为增环。
如图1.1中,若A1增大,A0将随之增大,所以A1为增环。
减环当尺寸链中其他组成环不变时,某一组成环增大,封闭环反而随之减小,则该组成环称为减环。
工艺尺寸链一、概念1、工艺尺寸链——在工艺过程中,由同一零件上与工艺相关的尺寸所形成的封闭尺寸组,称为工艺尺寸链。
2、封闭环的基本属性——派生性,即封闭环本身不具有“独立”性质,是随着别的环的变化而变化。
在工艺尺寸链中即表现为尺寸的间接获得。
注意:工艺尺寸链中封闭环的确定,比装配、设计尺寸链中的封闭环的确定要困难,原因是由于它是随着零件的加工方案在改变。
二、工艺基准与设计基准重合时工序尺寸及其公差的确定零件上外圆和内孔的加工多属这种情况。
当表面需要经过多次加工时,各工序的加工尺寸公差取决于各工序的加工余量及所采用加工方法的加工经济精度,计算的顺序是由最后一道工序向前推算。
三、工艺基准与设计基准不重合时工艺尺寸的计算 1、定位基准和设计基准不重和时的工艺尺寸计算 例1.图示工件A 、B 面已加工好,现以底面A 定位,加工台阶面C ,保证尺寸0070.012 ,试确定工序尺寸2L 及各工序尺寸公差。
解:1)画尺寸链图如图b 所示; 2)封闭环:0L ;增环:1L ;减环:2L ;图4-24 例1图3)计算基本尺寸及偏差181230012210=-=-=⇒-=L L L L L L为了保证0L 的设计要求,首先必须将0L 的公差分配给1L 和2L , 如用等公差分配,令mm T T T o 035.02070.0221==== 按入体原则标注,有 035.0020035.011830+-==L L ; (2)、测量基准与设计基准不重合例2.图示零件,尺寸0L 不好测量,改测尺寸2L ,试确定2L 的大小和公差。
解: 1)画尺寸链如右图;2)2L 是测量直接得到的尺寸,是组成环(减环);0L 是间接保图4-25 例2图 证的,是封闭环;1L 是增环。
3)计算尺寸链可得到:19.0020124019.017.036.0000401050+=∴=⇒--=-=⇒-==-=-=L ES ES EI EI L L L 讨论:关于假废品的问题:1)若测得L 2=40.36,即向上超差0.17,表面上判断,此零件应为废品。
工艺尺寸链
1.工艺尺寸链的定义
1)尺寸链——互相联系,且按一定顺序排列的封闭的尺寸图形。
2)工艺尺寸链——在机械加工过程中,同一个工件的各有关工艺尺寸所组成的尺寸链。
3)装配尺寸链——在机器设计和装配过程中,由有关零件的有关尺寸组成的尺寸链。
2.工艺尺寸链的两个特征:
1)封闭性——尺寸链必须是一组相关尺寸首尾相接构成的封闭形式的尺寸。
(其中有些是自然形成的尺寸,有些是直接获得的尺寸。
)
2)工艺性——工艺尺寸链随工艺方案的变化而变化。
3.工艺尺寸链的组成
1)环——尺寸链中的每一个尺寸称为尺寸链中的环。
环可分为封闭环和组成环,组成环又分为增环和减环。
•封闭环——加工过程中最后自然形成的尺寸,称为封闭环,用AO表示,一个尺寸链中只能有一个封闭环。
•组成环——加工过程中直接获得的尺寸称为组成环,又分为增环和减环。
•增环——尺寸链的组成环中,若其它组成环不变,该环增大时,引起封闭环相应增大,则该组成环称为增环。
•减环——尺寸链的组成环中,若其它组成环不变,该环增大时,引起封闭环的相应减小,则该组成环称为减环。
4.增减环的判定方法
1)对于环数较少的尺寸链,可以用增减环的定义来判别组成环的增减性质。
2)对环数较多的尺寸链,可在尺寸链图上,先假设封闭环为减环方向,沿减环方向绕尺寸链回转一圈,顺次给每一个环画出箭头,所得的即为各组成环的方向。
与封闭环方向相同为减环,相反为增环。
第九讲工艺尺寸链一.工艺尺寸链的概念1.尺寸链的定义——互相联系的,按一定顺序排列成的封闭尺寸图形①封闭性——首尾相接②工艺性——随工艺方案变化而变2.工艺尺寸链的组成封闭环——最后自然形成的尺寸,A0组成环——直接获得的尺寸↘增环——该环增大,封闭环相应增大,减环——该环增大,封闭环相应减小,3.增、减环的判定方法——设封闭环为减环方向,沿减环方向绕尺寸链顺次画箭头,即为各组成环方向4.工艺尺寸链的建立①封闭环的确定——间接得到②组成环的查找——从定位面到加工面的尺寸——直接得到【例】①以A面定位,车D面得尺寸A1,并车B面,保证400-0.2②以D面定位,精车A面得尺寸A2,并车C面,尺寸为A3③以D面定位,磨A面保证尺寸500-0.5尺寸360+0.5间接获得——封闭环C面——车→尺寸A3基准——磨前A面A面——磨→尺寸500-0.5基准——D面磨前A面——精车A面→尺寸A2基准——D面二.工艺尺寸链计算的基本公式——极值法和概率法1.封闭环基本尺寸=所有增环基本尺寸之和减去所有减环基本尺寸之和2.封闭环中间偏差=所有增环中间偏差之和减去所有减环中间偏差之和3.封闭环最大极限尺寸=所有增环最大极限尺寸之和减去所有减环最小极限尺寸之和4.封闭环最小极限尺寸=所有增环最小极限尺寸之和减去所有减环最大极限尺寸之和5.封闭环上偏差=所有增环上偏差之和减去所有减环下偏差之和6.封闭环下偏差=所有增环下偏差之和减去所有减环上偏差之和7.封闭环公差=各组成环公差之和8.封闭环平均尺寸=所有增环平均尺寸之和减去所有减环平均尺寸之和三.工艺尺寸链的应用1.基准不重合时工序尺寸及公差的确定<1)测量基准与设计基准不重合时尺寸的换算【例】尺寸不便测量,改测量孔深A2,通过<A1)间接保证尺寸<A0),求工序尺寸A2及偏差。
解:①画尺寸链②封闭环A0=,增环A1=,减环A2③计算封闭环基本尺寸:10=50-A2∴A2=40封闭环上偏差:0=0-EI2∴EI2=0封闭环下偏差:0.36=-0.17-ES2∴ES2=0.19④验算封闭环公差T0=0.36,T1+T2=0.17+0.19=0.36计算正确◆假废品——A2为39.83——不合格若A1为49.83,A0=49.83-39.83=10,合格——A2为40.36——不合格若A1为50,A0=50-40.36=9.64,合格◆需对有关尺寸复检,并计算实际尺寸<2)定位基准与设计基准不重合时尺寸的换算【例】A、B、C面已加工。