工艺尺寸链的计算.
- 格式:ppt
- 大小:488.00 KB
- 文档页数:26
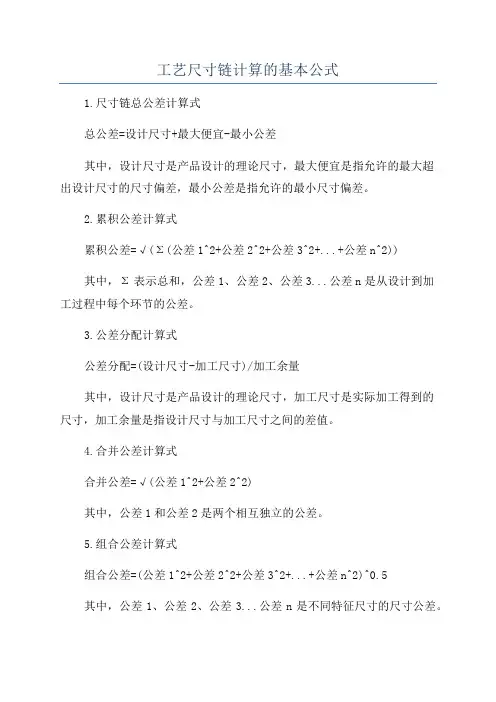
工艺尺寸链计算的基本公式
1.尺寸链总公差计算式
总公差=设计尺寸+最大便宜-最小公差
其中,设计尺寸是产品设计的理论尺寸,最大便宜是指允许的最大超
出设计尺寸的尺寸偏差,最小公差是指允许的最小尺寸偏差。
2.累积公差计算式
累积公差=√(Σ(公差1^2+公差2^2+公差3^2+...+公差n^2))
其中,Σ表示总和,公差1、公差2、公差3...公差n是从设计到加
工过程中每个环节的公差。
3.公差分配计算式
公差分配=(设计尺寸-加工尺寸)/加工余量
其中,设计尺寸是产品设计的理论尺寸,加工尺寸是实际加工得到的
尺寸,加工余量是指设计尺寸与加工尺寸之间的差值。
4.合并公差计算式
合并公差=√(公差1^2+公差2^2)
其中,公差1和公差2是两个相互独立的公差。
5.组合公差计算式
组合公差=(公差1^2+公差2^2+公差3^2+...+公差n^2)^0.5
其中,公差1、公差2、公差3...公差n是不同特征尺寸的尺寸公差。
除了这些基本公式外,还有一些特殊情况下的公式可供使用,如配合
公差的计算、紧配合公差的计算等。
需要注意的是,工艺尺寸链的计算是一个复杂的过程,需要考虑到产
品的设计要求、加工工艺的要求、材料的特性等多个因素。
公式只是工艺
尺寸链计算的一部分,实际使用中还需结合具体情况进行综合计算和分析。
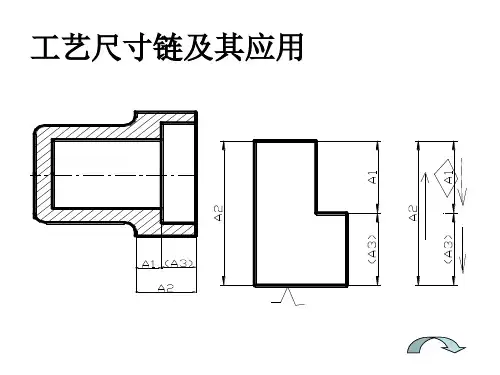
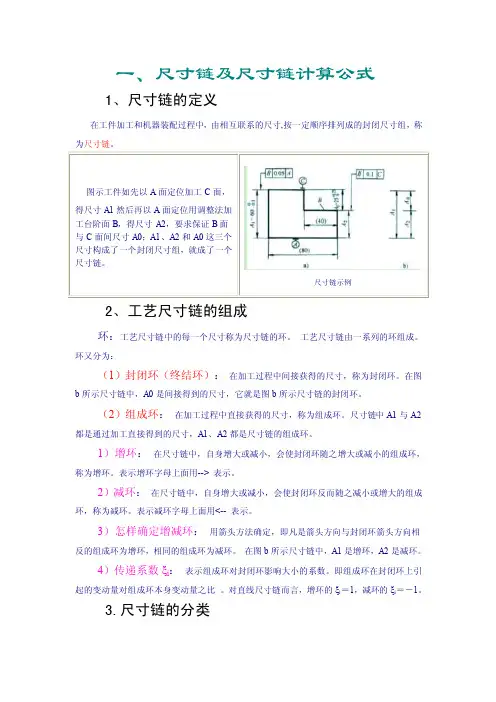
一、尺寸链及尺寸链计算公式1、尺寸链的定义在工件加工和机器装配过程中,由相互联系的尺寸,按一定顺序排列成的封闭尺寸组,称为尺寸链。
尺寸链示例2、工艺尺寸链的组成环:工艺尺寸链中的每一个尺寸称为尺寸链的环。
工艺尺寸链由一系列的环组成。
环又分为:(1)封闭环(终结环):在加工过程中间接获得的尺寸,称为封闭环。
在图b所示尺寸链中,A0是间接得到的尺寸,它就是图b所示尺寸链的封闭环。
(2)组成环:在加工过程中直接获得的尺寸,称为组成环。
尺寸链中A1与A2都是通过加工直接得到的尺寸,A1、A2都是尺寸链的组成环。
1)增环:在尺寸链中,自身增大或减小,会使封闭环随之增大或减小的组成环,称为增环。
表示增环字母上面用--> 表示。
2)减环:在尺寸链中,自身增大或减小,会使封闭环反而随之减小或增大的组成环,称为减环。
表示减环字母上面用<-- 表示。
3)怎样确定增减环:用箭头方法确定,即凡是箭头方向与封闭环箭头方向相反的组成环为增环,相同的组成环为减环。
在图b所示尺寸链中,A1是增环,A2是减环。
4)传递系数ξi:表示组成环对封闭环影响大小的系数。
即组成环在封闭环上引起的变动量对组成环本身变动量之比。
对直线尺寸链而言,增环的ξi=1,减环的ξi=-1。
3.尺寸链的分类4.尺寸链的计算尺寸链计算有正计算、反计算和中间计算等三种类型。
已知组成环求封闭环的计算方式称作正计算;已知封闭环求各组成环称作反计算;已知封闭环及部分组成环,求其余的一个或几个组成环,称为中间计算。
尺寸链计算有极值法与统计法(或概率法)两种。
用极值法解尺寸链是从尺寸链各环均处于极值条件来求解封闭环尺寸与组成环尺寸之间关系的。
用统计法解尺寸链则是运用概率论理论来求解封闭环尺寸与组成环尺寸之间关系的。
5.极值法解尺寸链的计算公式(4)封闭环的中间偏差(5)封闭环公差(6)组成环中间偏差Δi=(ES i+EI i)/2(7)封闭环极限尺寸(8)封闭环极限偏差6.竖式计算法口诀:封闭环和增环的基本尺寸和上下偏差照抄;减环基本尺寸变号;减环上下偏差对调且变号。
工艺尺寸链的计算工艺尺寸链(GD&T)是一种标准化的测量和控制工件尺寸和形状的系统。
它由一系列规范和符号组成,用于描述和指定工件的特征和要求。
通过使用工艺尺寸链,可以实现工件之间的互换性,确保产品的质量和性能。
下面将详细介绍工艺尺寸链的计算方法。
首先,需要明确一些基础概念。
在GD&T中,有三个基本元素:特征、尺寸和公差。
特征是指工件上的具体形状,如孔、轴、面等。
尺寸是指特征的实际大小。
公差是指允许的尺寸变化范围。
根据GD&T的规定,每个特征都有一个约定的符号来表示其尺寸和公差。
1.确定参考特征和基准面:在GD&T中,有一些特殊的特征和面被用来确定工件的基准。
这些特征和面被认为是固定的,其他特征的尺寸和公差相对于它们来定义。
在计算工艺尺寸链时,首先需要确定参考特征和基准面。
2.确定特征尺寸和公差:对于每个特征,需要测量其尺寸,并确定其公差。
尺寸可以通过直接测量工件来获得,也可以通过设计图纸中给出的尺寸来确定。
公差可以是绝对值,也可以是相对值。
绝对值公差指定了特征的允许上下限值,而相对值公差则指定了特征尺寸和基准面之间的允许偏差。
3.计算工艺尺寸链:一旦确定了特征的尺寸和公差,就可以计算工艺尺寸链。
工艺尺寸链是指特征尺寸和公差的传递关系,即通过一系列特征传递的尺寸和公差。
计算工艺尺寸链可以使用数学模型和计算机软件来进行。
计算过程包括建立数学模型、定义约束条件、进行计算和分析。
在计算工艺尺寸链时1.不确定性:工艺尺寸链的计算结果可能存在一定的不确定性。
这是由于各种因素的影响,如测量误差、加工精度等。
因此,在计算工艺尺寸链时,需要对不确定性进行合理的评估和处理。
2.精度要求:不同的应用对工艺尺寸链的精度要求不同。
在进行计算时,需要根据具体的应用要求来确定工艺尺寸链的精度级别。
精度级别越高,计算结果的准确性越高,但计算复杂度也越大。
3.可行性:工艺尺寸链的计算结果必须具有可行性,即符合实际加工和测量的限制条件。


工艺尺寸链计算的基本公式
1.长度计算公式:L=πDN,其中L为长度,D为直径,N为齿数。
2.齿轮传动比计算公式:i=Z1/Z2,其中i为传动比,Z1为驱动轮齿数,Z2为被动轮齿数。
3.蜗杆传动比计算公式:i=1/n,其中i为传动比,n为蜗杆蜗轮齿数比。
4.滚子链传动比计算公式:i=(Z1+Z2)/2Z2,其中i为传动比,Z1为大齿轮齿数,Z2为小齿轮齿数。
5.同步带传动比计算公式:i=Z1/Z2,其中i为传动比,Z1为驱动轮齿数,Z2为被动轮齿数。
6.链轮传动比计算公式:i=Z1/Z2,其中i为传动比,Z1为驱动轮齿数,Z2为被动轮齿数。
以上公式是工程设计中常用的工艺尺寸链计算公式,能够帮助工程师快速、准确地计算出零部件的尺寸和传动比,为工业生产提供重要的技术支持。
- 1 -。