刀具切削参数表-ok
- 格式:xls
- 大小:662.50 KB
- 文档页数:8
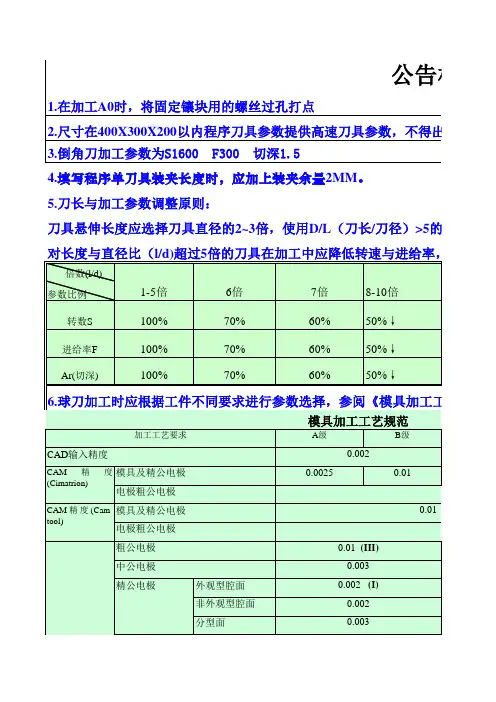
切削参数表(刨刀)切削参数表 (刨刀)
1. 刀具类型:
- 刨刀
2. 切削参数:
3. 切削参数建议:
- 切削速度:根据材料的硬度和切削表面的要求来确定合适的
切削速度。
一般来说,硬度越高的材料切削速度越低,切削表面要
求越高则切削速度越低。
- 进给速度:根据刀具的结构和工件的材料来确定合适的进给
速度。
一般来说,刀具结构越牢固,工件材料越硬则进给速度越低。
- 切削深度:根据工件材料和切削表面的要求来确定合适的切
削深度。
一般来说,材料越硬,切削表面要求越高则切削深度应适
当减小。
- 切削角度:根据刀具和工件的特点来选择合适的切削角度。
一般来说,角度较小的切削面可以减小切削力和切削温度。
- 切削方向:根据工件的形状和切削表面的要求来确定合适的
切削方向。
一般来说,切削方向应尽量与工件表面平行,以获得更
好的切削效果。
4. 注意事项:
- 在切削过程中,应保持刀具和工件的稳定性,避免刀具晃动
或工件移动,以免影响切削效果和安全性。
- 在切削前,应检查刀具的状况,确保刀具刃口的锋利度和完
整性。
- 在切削过程中,及时清除切屑和切削液,保持切削区域的清洁,并定期对刀具进行润滑和维护。
以上是切削参数表 (刨刀)的相关内容,希望对您有帮助。
切削参数表(切割刀片)
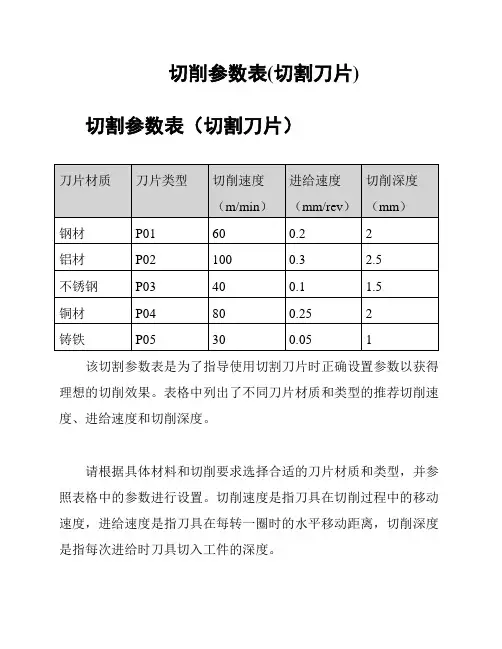
切割参数表(切割刀片)
该切割参数表是为了指导使用切割刀片时正确设置参数以获得理想的切削效果。
表格中列出了不同刀片材质和类型的推荐切削速度、进给速度和切削深度。
请根据具体材料和切削要求选择合适的刀片材质和类型,并参照表格中的参数进行设置。
切削速度是指刀具在切削过程中的移动速度,进给速度是指刀具在每转一圈时的水平移动距离,切削深度是指每次进给时刀具切入工件的深度。
注意,根据具体切削情况需灵活调整参数。
遵循切削理论以及
经验来进行试切并观察切削效果,根据实际情况适当调整切削参数,以达到最佳切削效果和工件加工要求。
请妥善保管该参数表,并随时查阅以及更新切削参数。
如有任
何问题或需要进一步的帮助,请随时联系我们的技术支持团队。
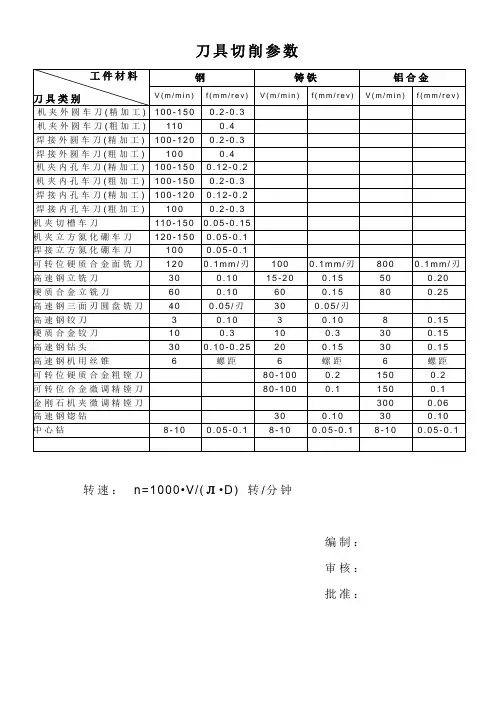
切削参数表(车刀)
这是一份切削参数表,适用于车刀。
以下是各项切削参数的说明:
1. 切削速度:刀具切削工件表面的速度,通常以米/分钟为单位。
2. 进给速度:刀具在工件上移动的速度,也以米/分钟为单位。
进给速度与切削速度共同决定切削效率。
3. 切削深度:刀具在工件上切削的深度,通常以毫米为单位。
切削深度越大,切削效率越高,但可能会影响工件表面质量。
4. 切削宽度:刀具在工件上切削的宽度,同样以毫米为单位。
切削宽度也是影响切削效果和工件表面质量的重要参数。
5. 冷却液类型:在加工过程中使用的冷却液的类型,根据加工材料和切削条件选择适合的冷却液。
6. 刀具材质:车刀的刀具材质,根据加工材料和切削条件选择合适的刀具材料。
7. 加工材料:要加工的工件材料,根据工件材料选择适当的切削参数。
以上是切削参数表的内容,根据具体的加工需求和条件,调整这些参数可以获得更好的切削效果。
记得根据实际情况进行测试和调整参数,以确保安全和高效的切削操作。
刀具切削参数表1. 介绍刀具切削参数表是一份详细记录了刀具在不同工作条件下所使用的切削参数的表格。
切削参数是指影响切削过程中切割速度、进给速度、进给深度等因素的变量。
通过合理设置和调整这些参数,可以提高加工效率和质量,降低生产成本,延长刀具寿命。
2. 刀具切削参数的重要性正确选择和调整刀具切削参数对于保证加工质量、提高生产效率至关重要。
合理的切削参数可以避免过大或过小的进给速度,减少因过大进给速度造成的加工表面粗糙度增加或因过小进给速度导致加工效率低下等问题。
此外,正确选择和调整刀具切削参数还可以降低机床负荷,延长机床使用寿命,并减少能耗。
通过合理选择转速、进给速度和进给深度等参数,可以使得机床在最佳运行状态下工作,减少能耗。
3. 刀具切削参数表的内容一份完整的刀具切削参数表应包含以下内容:3.1 刀具信息刀具信息包括刀具型号、切削材料、刀具尺寸等。
这些信息可以帮助工作人员快速找到所需要的刀具,避免选择错误的刀具。
3.2 工件信息工件信息包括工件材料、工件尺寸等。
不同材料和尺寸的工件对于切削参数的要求会有所不同,因此在选择和调整切削参数时需要考虑到工件特性。
3.3 转速转速是指主轴每分钟旋转的圈数。
合理选择转速可以保证切削过程中切割速度适中,既能保证加工质量又能提高生产效率。
3.4 进给速度进给速度是指每分钟进给到工件上的长度。
合理选择进给速度可以控制加工表面粗糙度,避免因过大或过小的进给速度导致加工质量下降。
3.5 进给深度进给深度是指每次进给时刀具在轴向方向上移动的距离。
合理选择进给深度可以控制加工效率,避免因过大或过小的进给深度导致加工效率低下。
3.6 切削液切削液是在切削过程中起到冷却、润滑和清洁作用的液体。
合理选择切削液可以保证刀具和工件的寿命,提高加工质量。
3.7 刀具寿命刀具寿命是指刀具使用一定时间后达到不能继续使用的状态。
记录刀具寿命可以帮助工作人员及时更换损坏的刀具,避免因长时间使用损坏的刀具导致加工质量下降。
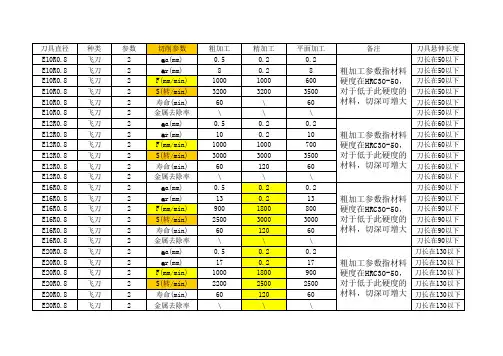

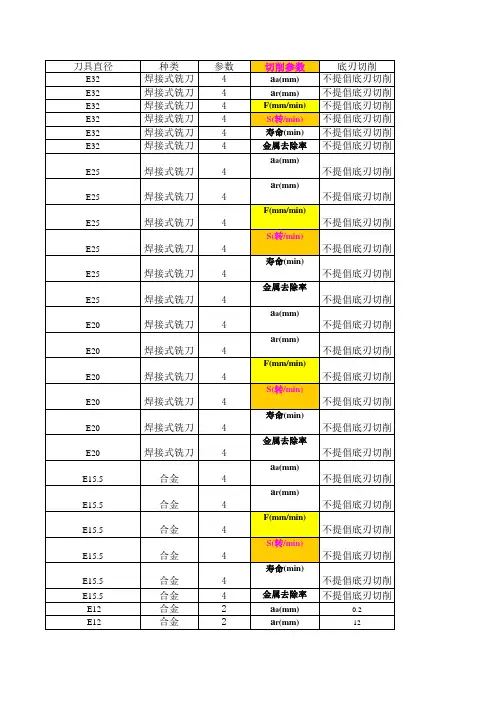
-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削0--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.032--0.059-0.032--0.059-0.032--0.059-0.032--0.059-0.032--0.059-0.032--0.059-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05高速推荐侧刃切削高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削0--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.0470--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.0470--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削高速推荐侧刃切削-0.025--0.047-0.025--0.047高速推荐侧刃切削高速推荐侧刃切削-0.025--0.0470--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.02--0.038-0.02--0.038-0.02-0.02-0.02-0.02-0.02-0.020--0.051 0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 -0.014--0.028 -0.014--0.028 -0.014--0.028 -0.014--0.028 -0.014--0.028 -0.014--0.028\\\\\\-0.014--0.28 -0.014--0.28-0.014--0.28-0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28-0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28-0.014--0.280.11.5 10001000040以上为高速直线(或R转角加工)加工不踩刀0.11.510001000040以上为高速直线(或R转角加工)加工不踩刀0.0818001200030以上为高速直线(或R转角加工)加工不踩刀。
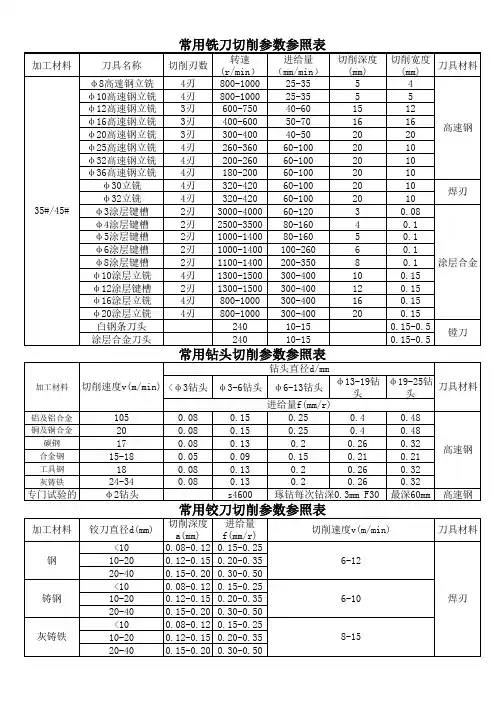
刀具切削参数表刀具切削参数表是机械加工过程中常用的参考资料,用于指导工人进行切削操作。
本文将介绍刀具切削参数表的主要内容及其作用。
一、刀具切削参数表概述刀具切削参数表是一份包含各种刀具类型、材料、切削速度、进给量、背吃刀量等参数的表格。
这份表格对于机械加工过程中的切削操作具有重要的指导作用。
通过查询刀具切削参数表,操作人员可以了解到不同刀具在不同材料上的最佳切削参数,从而提高生产效率、保证加工质量。
二、刀具切削参数表的主要内容1. 刀具类型与材料刀具切削参数表的第一列通常为刀具的类型与材料。
不同的刀具有不同的用途和适用范围,而不同的材料也需要使用不同类型的刀具进行加工。
因此,选择合适的刀具类型和材料对于提高切削效率和质量至关重要。
2. 切削速度与进给量切削速度是指刀具在单位时间内对工件进行的切削次数,通常以每分钟切削的毫米数(mm/min)来表示。
进给量是指刀具在进给运动方向上相对于工件的移动量,通常以每转进给的毫米数(mm/rev)来表示。
这两项参数直接影响到切削力、切削温度和加工质量。
3. 背吃刀量与侧吃刀量背吃刀量是指刀具在垂直于进给方向上切削工件的深度,通常以毫米(mm)为单位表示。
侧吃刀量是指刀具在平行于进给方向上切削工件的深度,通常以毫米(mm)为单位表示。
这两个参数也是影响切削力、切削温度和加工质量的关键因素。
4. 其他参数除了上述三个主要参数外,刀具切削参数表还可能包含其他相关信息,如刀具的几何参数、冷却方式、切削液类型等。
这些参数也会对切削操作产生一定的影响,需要根据具体情况进行调整。
三、刀具切削参数表的作用1. 提高生产效率通过查询刀具切削参数表,操作人员可以选择最佳的切削参数组合,从而提高切削效率,缩短加工时间,减少工时成本。
此外,合理的切削参数还可以降低刀具的磨损速度,延长刀具的使用寿命,降低维护成本。
2. 保证加工质量合理的切削参数可以保证工件的加工精度和表面质量。
通过查询刀具切削参数表,操作人员可以了解到不同刀具在不同材料上的最佳切削参数,从而根据工件的材质和加工要求选择合适的刀具和参数组合,确保加工质量符合要求。
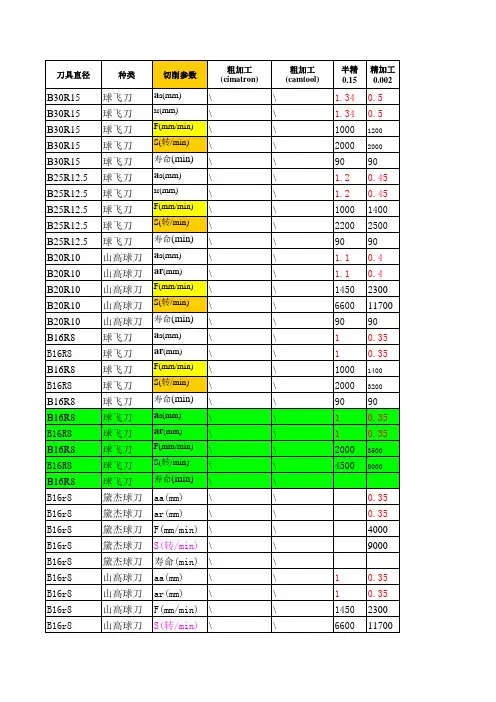
刀具精度-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削0--0.051 0--0.0510--0.051 0--0.051 0--0.051 -0.032--0.059 -0.032--0.059 -0.032--0.059 -0.032--0.059 -0.032--0.059 -0.032--0.059 -0.01--0.05 -0.01--0.05 -0.01--0.05 -0.01--0.05 -0.01--0.05 -0.01--0.05-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.01--0.05 -0.01--0.05 -0.01--0.05-0.01--0.05 -0.01--0.05-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.025--0.047 -0.01--0.03 -0.01--0.03 -0.01--0.03 -0.01--0.03 -0.01--0.03 -0.01--0.03-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 -0.02--0.038 -0.02--0.038 -0.02--0.038 -0.02--0.038 -0.02--0.038 -0.02--0.038 -0.01--0.03 -0.01--0.03 -0.01--0.03 -0.01--0.03 -0.01--0.03 -0.01--0.03-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 -0.02--0.038 -0.02--0.038 -0.02--0.038 -0.02--0.038 -0.02--0.038-0.02--0.0380--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.02-0.02-0.02-0.02-0.02-0.020--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.014--0.028-0.014--0.028-0.014--0.028-0.014--0.028-0.014--0.028-0.014--0.028\\\\\\-0.014--0.280.1-0.014--0.28 1.5-0.014--0.281000-0.014--0.2810000-0.014--0.2840-0.014--0.28以上为高速直线(或R 转角加工)加工不踩刀-0.014--0.280.1-0.014--0.28 1.5-0.014--0.281000-0.014--0.2810000-0.014--0.2840以上为高速直线(或R 转角加工)加工不踩刀-0.014--0.280.08-0.014--0.281-0.014--0.28800-0.014--0.2812000-0.014--0.2830-0.014--0.28以上为高速直线(或R 转角加工)加工不踩刀-0.014--0.28-0.014--0.28-0.014--0.28-0.014--0.28-0.014--0.28-0.014--0.28。
切削参数表(切割片)
切削参数表(切割片)
1. 引言
切削参数表是对于切割片进行切削操作时所需的关键参数进行记录和总结的表格。
通过合理设置切削参数,可以提高切割片的切削效率和切削质量。
本文将介绍切削参数表的格式和内容要点。
2. 切削参数表格式
注:表格中各列为必填项,用以记录切割片的相关切削参数。
3. 切削参数内容要点
3.1 切割片类型
在切削参数表中,需要明确记录切割片的类型,以便后续分析和对比不同类型切割片的性能。
3.2 切削速度
切削速度是指切割片在切削操作中移动的速度。
合理的切削速度可以提高切削效率,但过高的切削速度可能导致切削片失去稳定性和切削质量下降。
3.3 切削深度
切削深度是指切割片在切削操作中切入材料的深度。
切削深度的设置应根据材料的硬度和切削片的强度进行合理选择,以避免过大的切削深度导致切削片断裂或过小的切削深度影响切削效果。
3.4 刀具材料
刀具材料是指用于切削操作的刀具的材料。
不同刀具材料具有不同的切削性能和耐磨性,选择合适的刀具材料可以提高切削质量和刀具寿命。
3.5 润滑方式
润滑方式是指在切削操作中使用的润滑剂或冷却剂的方式。
适当的润滑方式可以降低切削片和刀具的摩擦,减少磨损和热量,提高切削效率和切削质量。
4. 结论
切削参数表是一项重要的工具,通过记录和总结切削参数,可以为切割片的切削操作提供参考和指导。
在填写切削参数表时,应注意各项参数的合理选择,以达到最佳的切削效果和切削质量。
专业知识分享
专业知识分享
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
参数 材料
刀具切削进给参数表:
专业知识分享
专业知识分享
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3 材料
刀具切削进给参数表: 刀具切削进给参数表:
专业知识分享
专业知识分享
专业知识分享
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
专业知识分享
专业知识分享
专业知识分享
专业知识分享
WORD 格式 编辑整理
专业知识分享
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
刀具切削进给参数表:
专业知识分享
WORD 格式 编辑整理
专业知识分享
碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8 刀具切削进给参数表: 刀具切削进给参数表:
专业知识分享
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9 专业知识分享
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 10 专业知识分享
专业知识分享。