刀具切削参数表3
- 格式:xls
- 大小:563.50 KB
- 文档页数:18

附录2 常用刀具的切削参数附录2-1 硬质合金车刀粗车外圆及端面的进给量背吃刀量p a /mm≤3 >3~5 >5~8 >8~12>12工件材料车刀刀杆尺寸 B ×H /mm工件直径 d /mm 进给量f /mm·r –116×2520 4060 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.6~0.9 0.8~1.2 — 0.3~0.4 0.4~0.6 0.5~0.6 0.7~1.0 — — 0.3~0.5 0.5~0.6 0.6~0.8 — — — 0.4~0.5 0.5~0.6 — — — — — 碳素钢、合金钢、耐热钢20×30 25×2520 40 60 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.8~1.0 1.2~1.4 — 0.3~0.4 0.5~0.7 0.7~0.9 1.0~1.2 — — 0.4~0.6 0.5~0.7 0.8~1.0 — — — 0.4~0.7 0.6~0.9 — — — — 0.4~0.6 16×254060 100 400 0.4~0.5 0.5~0.8 0.8~1.2 1.0~1.4 — 0.5~0.8 0.7~1.0 1.0~1.2 — 0.4~0.6 0.6~0.8 0.8~1.0 — — 0.5~0.7 0.6~0.8 — — — — 铸铁 铜合金20×30 25×2540 60 100 4000.4~0.5 0.5~0.9 0.9~1.3 1.2~1.8— 0.5~0.8 0.8~1.2 1.2~1.6— 0.4~0.7 0.7~1.0 1.0~1.3— — 0.5~0.8 0.9~1.1— — — 0.7~0.9 注:1. 加工断续表面及有冲击的工件时,表内进给量应乘系数k =0.75~0.85。
实用标准文档
文案大全
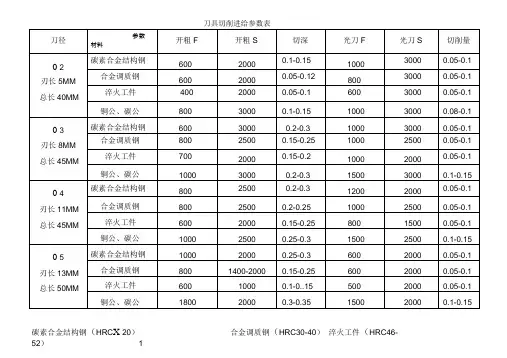
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
参数 材料
文案大全
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3
材料
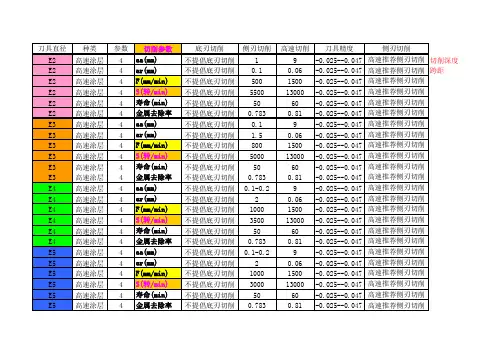
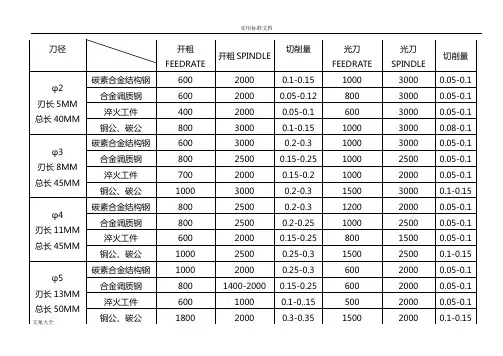
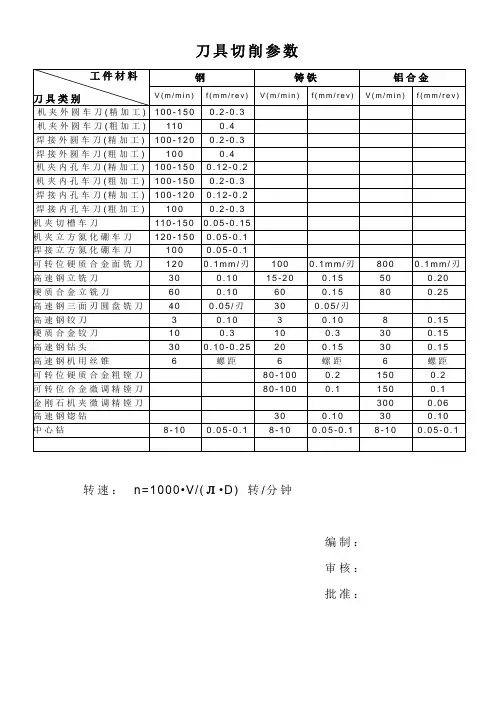
刀具切削进给参数表: 刀具切削进给参数表:
文案大全
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
文案大全
文案大全
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
刀具切削进给参数表:
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8
刀具切削进给参数表: 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9 文案大全
文案大全
文案大全
文案大全
文案大全。



切削参数表(螺纹刀)
刀具类型:螺纹刀
注意事项:
- 切削速度:根据加工材料选择合适的切削速度,通常在合金
钢为30-60 m/min,不锈钢为20-40 m/min,铸铁为50-100 m/min。
- 主轴转速:根据刀具直径选择合适的主轴转速,主轴转速=切削速度×1000÷(π×刀具直径)。
- 切削深度:根据加工要求和刀具的强度选择合适的切削深度。
- 进给速率:根据加工要求和切削深度选择合适的进给速率。
- 刀具半径:根据要加工的螺纹尺寸选择刀具半径。
- 加工材料:根据加工要求选择合适的材料。
- 切削方向:根据螺纹走向选择合适的切削方向。
- 切槽方向:根据切槽要求选择合适的切槽方向。
- 表面质量要求:根据加工要求选择合适的表面质量要求。
请根据实际情况填写以上参数,并确保操作安全。
加工中心刀具切削参数
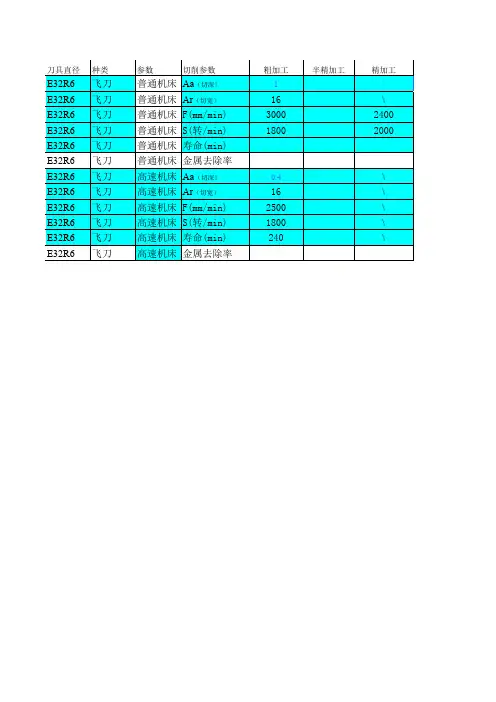
C加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。
C加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。
光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。
光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用球刀(或圆角刀)。
在加工过程中,应根据被加工零件的材料硬度,选用适当的刀具,如塑胶,木料等可选用国产的白钢刀。
铜,铝材以与硬度在洛氏38度以内的钢材(如45号钢,王牌料)应选用进口的钢刀与国产优质的钢刀。
硬度较大的材料(如淬硬模具钢)应优先选用合金刀,镀钛刀或钨钢刀。
本参数针对普通C机床,针对开粗和光刀分别对各种刀具加以说明(飞刀,白钢,端铣刀,钨钢平铣刀,白钢球刀,钨钢球刀)。
因加工素材繁多,本表仅以富有代表性的铝合金,45号钢,不锈钢加以说明。
表一(飞刀开粗以45号钢为例)
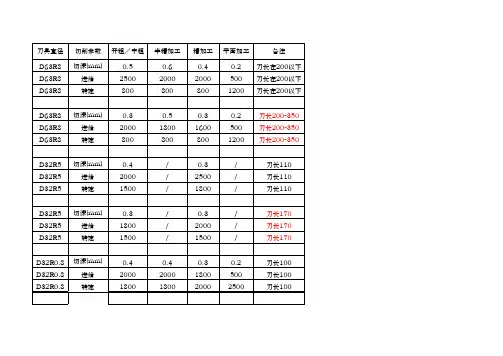
表二(进口白钢平刀开粗铝合金45号钢)
表三(白钢球刀光刀铝合金45号钢)
表四(钨钢球刀光面45号钢不锈钢)
表五(钨钢平刀光刀45号钢不锈钢)
表六(白钢平刀光刀铝合金45号钢)。