(精)刀具切削参数表
- 格式:xls
- 大小:563.50 KB
- 文档页数:2
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
参数 材料
文案大全
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3
材料
刀具切削进给参数表: 刀具切削进给参数表:
文案大全
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
文案大全
文案大全
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
刀具切削进给参数表:
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8
刀具切削进给参数表: 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9 文案大全
文案大全
文案大全
文案大全
文案大全。
参数材料刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40)淬火工件(HRC46~52) 1
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3
材料
刀具切削进给参数表: 刀具切削进给参数表:
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4
刀具切削进给参数表:
碳素合金结构钢(HRC<20)合金调质钢(HRC30~40)淬火工件(HRC46~52) 5
刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 6
刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40)淬火工件(HRC46~52) 7
碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8 刀具切削进给参数表: 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40)淬火工件(HRC46~52) 9
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40)淬火工件(HRC46~52) 10。
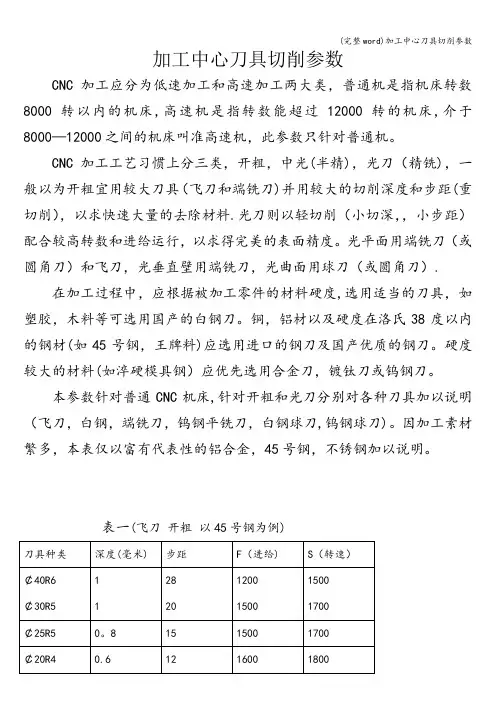
加工中心刀具切削参数
CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。
CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料.光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。
光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用球刀(或圆角刀).
在加工过程中,应根据被加工零件的材料硬度,选用适当的刀具,如塑胶,木料等可选用国产的白钢刀。
铜,铝材以及硬度在洛氏38度以内的钢材(如45号钢,王牌料)应选用进口的钢刀及国产优质的钢刀。
硬度较大的材料(如淬硬模具钢)应优先选用合金刀,镀钛刀或钨钢刀。
本参数针对普通CNC机床,针对开粗和光刀分别对各种刀具加以说明(飞刀,白钢,端铣刀,钨钢平铣刀,白钢球刀,钨钢球刀)。
因加工素材繁多,本表仅以富有代表性的铝合金,45号钢,不锈钢加以说明。
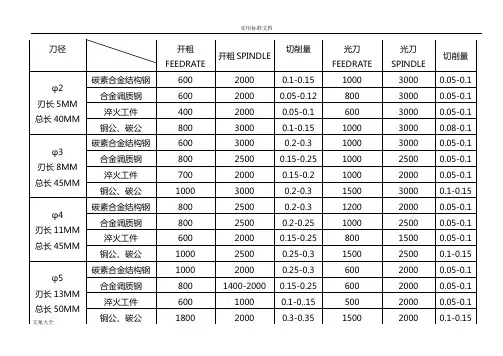
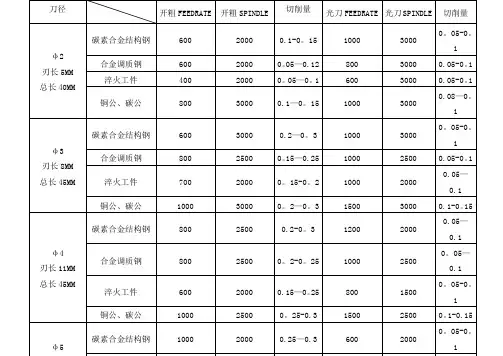
表一(飞刀开粗以45号钢为例)
表二(进口白钢平刀开粗铝合金 45号钢)
表三(白钢球刀光刀铝合金 45号钢)
表四(钨钢球刀光面 45号钢不锈钢)
表五(钨钢平刀光刀 45号钢不锈钢)
表六(白钢平刀光刀铝合金 45号钢)。
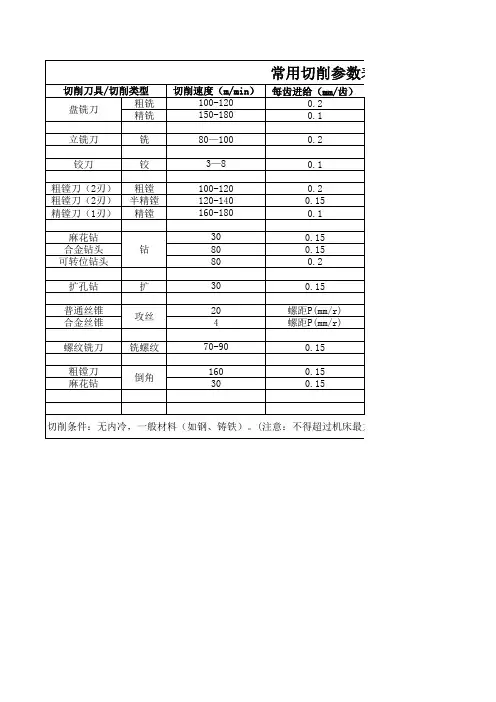
切削参数表(车刀)
这是一份切削参数表,适用于车刀。
以下是各项切削参数的说明:
1. 切削速度:刀具切削工件表面的速度,通常以米/分钟为单位。
2. 进给速度:刀具在工件上移动的速度,也以米/分钟为单位。
进给速度与切削速度共同决定切削效率。
3. 切削深度:刀具在工件上切削的深度,通常以毫米为单位。
切削深度越大,切削效率越高,但可能会影响工件表面质量。
4. 切削宽度:刀具在工件上切削的宽度,同样以毫米为单位。
切削宽度也是影响切削效果和工件表面质量的重要参数。
5. 冷却液类型:在加工过程中使用的冷却液的类型,根据加工材料和切削条件选择适合的冷却液。
6. 刀具材质:车刀的刀具材质,根据加工材料和切削条件选择合适的刀具材料。
7. 加工材料:要加工的工件材料,根据工件材料选择适当的切削参数。
以上是切削参数表的内容,根据具体的加工需求和条件,调整这些参数可以获得更好的切削效果。
记得根据实际情况进行测试和调整参数,以确保安全和高效的切削操作。

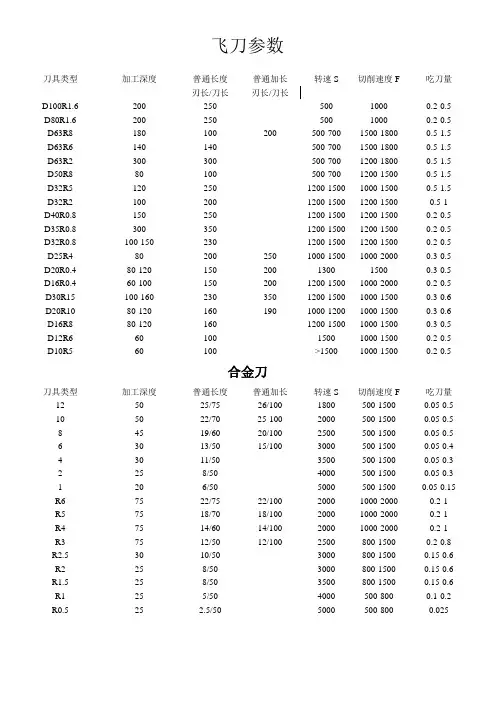
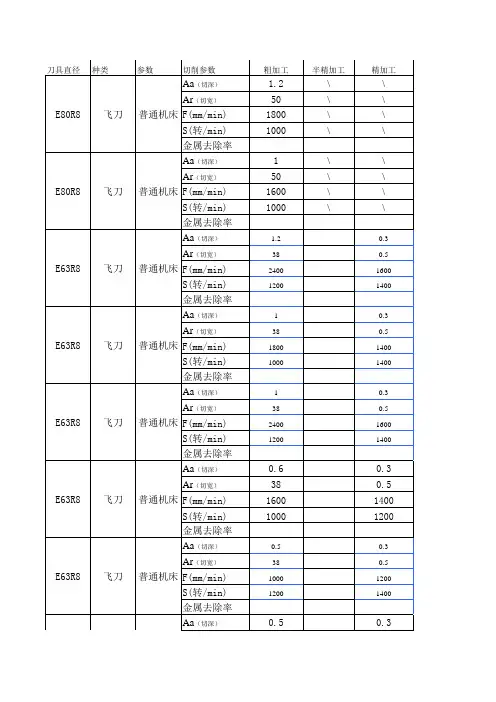
飞刀参数刀具类型加工深度普通长度普通加长转速S切削速度F吃刀量刃长/刀长刃长/刀长D100R1.620025050010000.2-0.5 D80R1.620025050010000.2-0.5 D63R8180100200500-7001500-18000.5-1.5 D63R6140140500-7001500-18000.5-1.5 D63R2300300500-7001200-18000.5-1.5 D50R880100500-7001200-15000.5-1.5 D32R51202501200-15001000-15000.5-1.5 D32R21002001200-15001200-15000.5-1 D40R0.81502501200-15001200-15000.2-0.5 D35R0.83003501200-15001200-15000.2-0.5 D32R0.8100-1502301200-15001200-15000.2-0.5 D25R4802002501000-15001000-20000.3-0.5 D20R0.480-120150200130015000.3-0.5 D16R0.460-1001502001200-15001000-20000.2-0.5 D30R15100-1602303501200-15001000-15000.3-0.6 D20R1080-1201601901000-12001000-15000.3-0.6 D16R880-1201601200-15001000-15000.3-0.5 D12R66010015001000-15000.2-0.5 D10R560100>15001000-15000.2-0.5合金刀刀具类型加工深度普通长度普通加长转速S切削速度F吃刀量125025/7526/1001800500-15000.05-0.5 105022/7025-1002000500-15000.05-0.5 84519/6020/1002500500-15000.05-0.5 63013/5015/1003000500-15000.05-0.4 43011/503500500-15000.05-0.3 2258/504000500-15000.05-0.3 1206/505000500-15000.05-0.15 R67522/7522/10020001000-20000.2-1 R57518/7018/10020001000-20000.2-1 R47514/6014/10020001000-20000.2-1 R37512/5012/1002500800-15000.2-0.8 R2.53010/503000800-15000.15-0.6 R2258/503000800-15000.15-0.6 R1.5258/503500800-15000.15-0.6 R1255/504000500-8000.1-0.2 R0.525 2.5/505000500-8000.025白钢刀刀具类型加工深度普通长度普通加长转速S切削速度F吃刀量3280-12060/125106/186300-400500-10000.1-1 2580-12060/12590/166300-400500-10000.1-1 2012050/11075/141500-700500-10000.1-1 1612040/9565/123500-800500-10000.1-1 1210030/8053/110500-1000500-10000.1-1 108023/7545/95800-1000500-10000.1-0.8 85020/6528/82800-1200500-10000.1-0.5 65015/60800-1200500-10000.1-0.5 R88032/9235/140800-1000500-10000.2-0.4 R68026/8326/120800-1000500-10000.2-0.4 R56020/7220/110800-1000500-10000.2-0.4 R45019/6320/1001000-1500500-10000.2-0.4 R33013/5715/901000-1500500-10000.2-0.4注:以P20钢材为中间参考值,切削速度取中间值,硬度高于P20参数调低,硬度低于P20参数调高。
-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.005高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削-0.05高速推荐侧刃切削0--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.032--0.059-0.032--0.059-0.032--0.059-0.032--0.059-0.032--0.059-0.032--0.059-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05高速推荐侧刃切削高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削-0.032--0.059高速推荐侧刃切削0--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05-0.01--0.05高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.0470--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.025--0.047-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.0470--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.02--0.038-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.01--0.03-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削-0.025--0.047高速推荐侧刃切削高速推荐侧刃切削-0.025--0.047-0.025--0.047高速推荐侧刃切削高速推荐侧刃切削-0.025--0.0470--0.0510--0.0510--0.0510--0.0510--0.0510--0.051-0.02--0.038-0.02--0.038-0.02-0.02-0.02-0.02-0.02-0.020--0.051 0--0.051 0--0.051 0--0.051 0--0.051 0--0.051 -0.014--0.028 -0.014--0.028 -0.014--0.028 -0.014--0.028 -0.014--0.028 -0.014--0.028\\\\\\-0.014--0.28 -0.014--0.28-0.014--0.28-0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28-0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28 -0.014--0.28-0.014--0.280.11.5 10001000040以上为高速直线(或R转角加工)加工不踩刀0.11.510001000040以上为高速直线(或R转角加工)加工不踩刀0.0818001200030以上为高速直线(或R转角加工)加工不踩刀。
刀具切削参数表刀具切削参数表是机械加工过程中常用的参考资料,用于指导工人进行切削操作。
本文将介绍刀具切削参数表的主要内容及其作用。
一、刀具切削参数表概述刀具切削参数表是一份包含各种刀具类型、材料、切削速度、进给量、背吃刀量等参数的表格。
这份表格对于机械加工过程中的切削操作具有重要的指导作用。
通过查询刀具切削参数表,操作人员可以了解到不同刀具在不同材料上的最佳切削参数,从而提高生产效率、保证加工质量。
二、刀具切削参数表的主要内容1. 刀具类型与材料刀具切削参数表的第一列通常为刀具的类型与材料。
不同的刀具有不同的用途和适用范围,而不同的材料也需要使用不同类型的刀具进行加工。
因此,选择合适的刀具类型和材料对于提高切削效率和质量至关重要。
2. 切削速度与进给量切削速度是指刀具在单位时间内对工件进行的切削次数,通常以每分钟切削的毫米数(mm/min)来表示。
进给量是指刀具在进给运动方向上相对于工件的移动量,通常以每转进给的毫米数(mm/rev)来表示。
这两项参数直接影响到切削力、切削温度和加工质量。
3. 背吃刀量与侧吃刀量背吃刀量是指刀具在垂直于进给方向上切削工件的深度,通常以毫米(mm)为单位表示。
侧吃刀量是指刀具在平行于进给方向上切削工件的深度,通常以毫米(mm)为单位表示。
这两个参数也是影响切削力、切削温度和加工质量的关键因素。
4. 其他参数除了上述三个主要参数外,刀具切削参数表还可能包含其他相关信息,如刀具的几何参数、冷却方式、切削液类型等。
这些参数也会对切削操作产生一定的影响,需要根据具体情况进行调整。
三、刀具切削参数表的作用1. 提高生产效率通过查询刀具切削参数表,操作人员可以选择最佳的切削参数组合,从而提高切削效率,缩短加工时间,减少工时成本。
此外,合理的切削参数还可以降低刀具的磨损速度,延长刀具的使用寿命,降低维护成本。
2. 保证加工质量合理的切削参数可以保证工件的加工精度和表面质量。
通过查询刀具切削参数表,操作人员可以了解到不同刀具在不同材料上的最佳切削参数,从而根据工件的材质和加工要求选择合适的刀具和参数组合,确保加工质量符合要求。
切削参数表(切割工具)1. 简介本文档旨在提供有关切削工具的切削参数表,以帮助用户在使用切割工具时了解和选择合适的切削参数。
2. 切削参数说明切削参数是指在使用切割工具时需要考虑的一些主要因素。
以下是常见的切削参数及其说明:2.1 刀具类型刀具类型是指所使用的切割工具的种类。
常见的刀具类型有:高速钢刀具、硬质合金刀具、多齿刀具等。
不同类型的刀具适用于不同的切削任务,选择适合的刀具类型可以提高工作效率和切割质量。
2.2 刀具材料刀具材料是指刀具的制作材料。
常见的刀具材料有:钢、硬质合金、陶瓷等。
不同的刀具材料具有不同的硬度、耐磨性和耐热性,选择适合的刀具材料可以延长刀具寿命并提高切割精度。
2.3 刀具直径刀具直径是指刀具的直径尺寸。
刀具直径大小直接影响到切削过程中的切削力、切削速度和切削表面质量。
通常情况下,刀具直径越大,切削力越大,切削速度越慢,但切削表面质量更好。
2.4 刀具齿数刀具齿数是指刀具上的齿片数量。
刀具齿数的选择应根据具体的切割任务和切削材料来确定。
通常情况下,刀具齿数越多,切削速度越快,但同时也会增加刀具的磨损,需要更频繁地更换刀具。
2.5 切削速度切削速度是指刀具在切割过程中的线速度。
切削速度的选择应根据切割工件的材料和切割任务来确定。
选择合适的切削速度可以提高切割效率和切割质量。
2.6 进给量进给量是指工件在单位时间内的切削进给量。
进给量的选择应根据具体的切割任务和切削材料来确定。
进给量过大可能导致刀具磨损加剧,进给量过小可能影响切削效率。
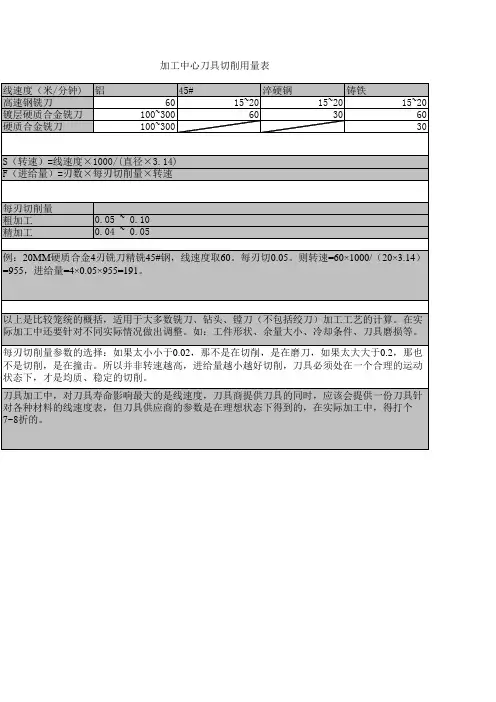
3. 切削参数表样例注:以上数据仅供参考,具体的切削参数需根据实际情况进行调整和选择。
4. 总结切削参数表是选择合适的切削工具时的重要参考依据。
根据不同的切割任务和切削材料,合理选择刀具类型、刀具材料、刀具直径、刀具齿数、切削速度和进给量等切削参数,可以提高工作效率和切割质量。