机械加工 刀具切削参数表
- 格式:xls
- 大小:563.50 KB
- 文档页数:3
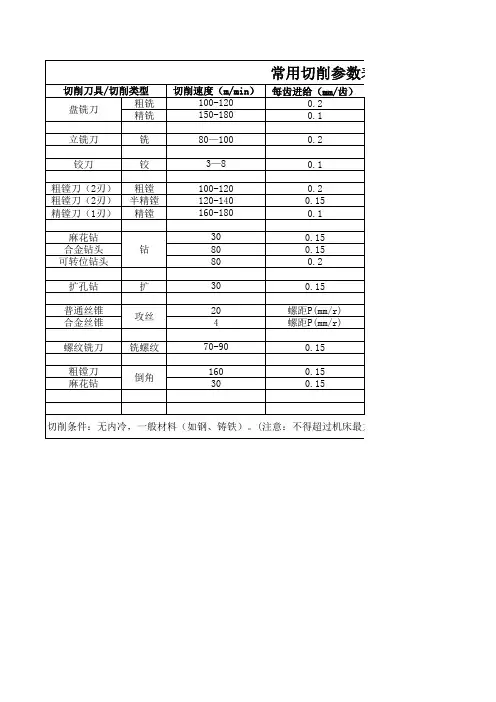

孔加工的切削参数及加工余量1)孔加工的切削参数表 1~表 4 中列出了部分孔加工切削用量,供选择时参照。
表 1 高速钢钻头加工钢件的切削用量材料强δb=520~700MPa δ b=700~900MPa δb=1000~ 1100MPa 切度(35 、 45 钢) (15Cr 、 20Cr) (合金钢 )削钻用量 f f f头υc υ c υc 直径/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 1~ 6 8~ 25 0.05 ~ 0.1 12~ 30 0.05 ~0.1 8~ 15 0.03 ~ 0.08 6~ 12 8~ 25 0.1 ~0.2 12~ 30 0.1 ~0.2 8~ 15 0.08 ~ 0.15 12~22 8~ 25 0.2 ~0.3 12~ 30 0.2 ~0.3 8~ 15 0.15 ~ 0.25 22~50 8~ 25 0.3 ~0.45 12~ 30 0.3 ~0.54 8~ 15 0.25 ~ 0.35表 2 高速钢钻头加工铸铁的切削用量材料硬度160 ~200HBS 200~400HBS 300~400HBS 切钻削用量υ c f υ c f υ c f 头直径/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 1~6 16~ 24 0.07 ~0.12 10~ 18 0.05 ~ 0.1 5~12 0.03 ~0.08 6~ 12 16~ 24 0.12 ~ 0.2 10~ 18 0.1 ~0.18 5~12 0.08 ~0.15 12~22 16~ 24 0.2 ~0.4 10~ 18 0.18 ~0.25 5~12 0.15 ~ 0.2 22~50 16~ 24 0.4 ~0.8 10~ 18 0.25 ~ 0.4 5~12 0.2 ~0.3表 3 高速钢铰刀铰孔的切削用量工件资料铸铁钢及合金钢铝铜及其合金切削用量υc f υc f υ c f /(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r) 铰刀直径6~ 10 2~6 0.3 ~ 0.5 1.2 ~5 0.3 ~ 0.4 8~ 12 0.3 ~0.5 10~15 2~6 0.5 ~1 1.2 ~5 0.4 ~ 0.5 8~ 12 0.5 ~1 15~25 2~6 0.8 ~ 1.5 1.2 ~5 0.5 ~ 0.6 8~ 12 0.8 ~1.5 25~40 2~6 0.8 ~ 1.5 1.2 ~5 0.4 ~ 0.6 8~ 12 0.8 ~1.5 40~60 2~6 1.2 ~ 1.8 1.2 ~5 0.5 ~ 0.6 8~ 12 1.5 ~2表 4 镗孔切削用量工件资料铸铁钢及合金钢铝及其合金工序切削用量υc fυc f υ c f刀具资料/(m/min) /(mm/r) /(m/min) /(mm/r) /(m/min) /(mm/r)高速钢20~2515~300.35 ~0.7100~ 150 0.5 ~ 1.5粗加工35~50 0.4 ~0.45100~ 250 合金 50~70高速钢20~35 15~50 0.15 ~0.45100~ 2000.2 ~ 0.5半精加工50~70 0.15 ~ 0.45 合金 95~135高速钢70~90D1 级<0.08 0.02 ~0.15150~ 4000.06 ~ 0.1精加工100~135合金D 级 0.12 ~0.152)孔加工的加工余量表 5 中列出在实体资料上的孔加工方式及加工余量,供选择时参照。

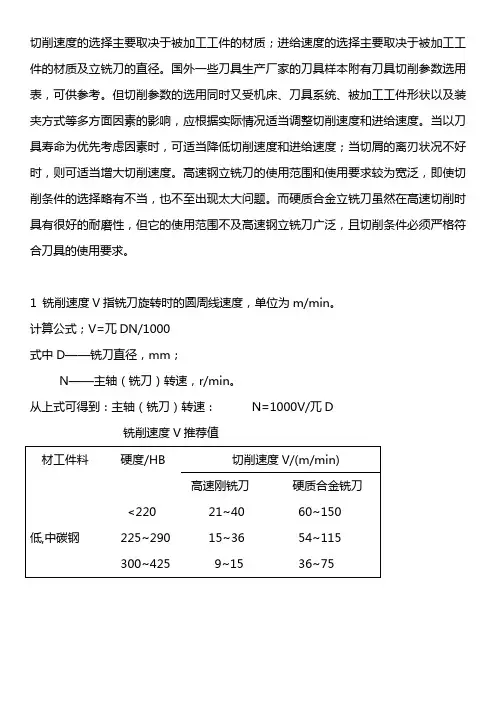
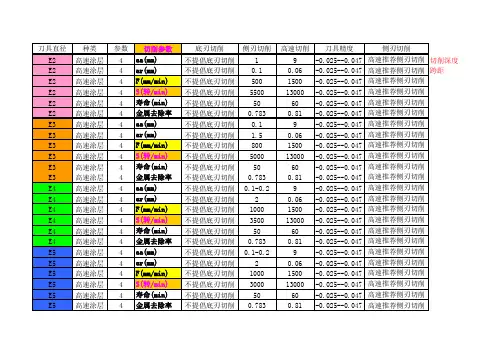
切削速度的选择主要取决于被加工工件的材质;进给速度的选择主要取决于被加工工件的材质及立铣刀的直径。
国外一些刀具生产厂家的刀具样本附有刀具切削参数选用表,可供参考。
但切削参数的选用同时又受机床、刀具系统、被加工工件形状以及装夹方式等多方面因素的影响,应根据实际情况适当调整切削速度和进给速度。
当以刀具寿命为优先考虑因素时,可适当降低切削速度和进给速度;当切屑的离刃状况不好时,则可适当增大切削速度。
高速钢立铣刀的使用范围和使用要求较为宽泛,即使切削条件的选择略有不当,也不至出现太大问题。
而硬质合金立铣刀虽然在高速切削时具有很好的耐磨性,但它的使用范围不及高速钢立铣刀广泛,且切削条件必须严格符合刀具的使用要求。
1 铣削速度V指铣刀旋转时的圆周线速度,单位为m/min。
计算公式;V=兀DN/1000式中D——铣刀直径,mm;N——主轴(铣刀)转速,r/min。
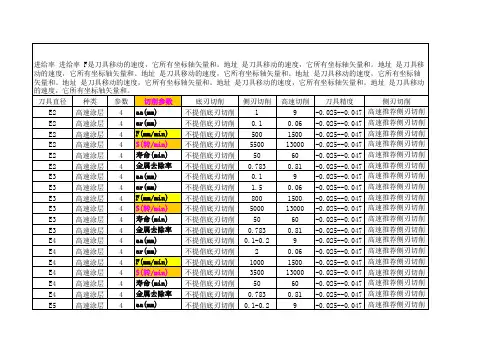
从上式可得到:主轴(铣刀)转速:N=1000V/兀D铣削速度V推荐值2进给量在铣削过程中,工件相对于铣刀的移动速度称为进给量.有三种表示方法:铣刀每转过一个齿,工件沿进.给方向移动的距离, 单位为mm/z。
(1) 每齿进给量af(2) 每转进给量f铣刀每转过一转, 工件沿进.给方向移动的位为距离, 单位为mm/r.。
(3) 每分钟进给量V f铣刀每旋转1min, 工件沿进.给方向移动的位为距离, 单位为mm/ min。
.zn三种进给量的关系为: V f=af式中a——每齿进给量,mm/z。
.fz——铣刀(主轴)转速,r/min。
n——铣刀齿数.。
铣刀每齿进给量, a(mm/z.) 推荐值f3铣削层用量铣刀在一次进给中所切掉工件表面的宽度,单位为mm。
.(1)铣削宽度ae一般立铣刀和端铣刀的铣削宽度约为铣刀直径的50%~60%左右。
(切削深度) 铣刀在一次进给中所切掉工件表面的厚度,即工件的已加(2)背吃刀量ap工表面和待加工表面间的垂直距离,单位为mm。

机械加工工时定额(车、铣、镗)切削用量参考表1、该表中每一种加工方式的理论工时为单道工步的切削时间,仅用于参考,总的切削时间为所有工步切削时间的总和2、总加工成本可以参考以下计算公式: C总 = 单位时间机床的切削成本 * 切削时间 + 单位时间机床非切削成本 * 所有装夹、换刀等动作时间 + 其它非加工费用3、如果表中须输入的前提参数与实际有区别,可以在理论工时的基础上乘以难度系数,推荐难度系数为1.0~3.0切削参数选择原则:切削用量不仅是在机床调整前必须确定的重要参数,而且其数值合理与否对加工质量、加工效率、生产成本等有着非常重要的影响。
所谓“合理的”切削用量是指充分利用刀具切削性能和机床动力性能(功率、扭矩),在保证质量的前提下,获得高的生产率和低的加工成本的切削用量。
一制订切削用量时考虑的因素切削加工生产率在切削加工中,金属切除率与切削用量三要素ap、f、v均保持线性关系,即其中任一参数增大一倍,都可使生产率提高一倍。
然而由于刀具寿命的制约,当任一参数增大时,其它二参数必须减小。
因此,在制订切削用量时,三要素获得最佳组合,此时的高生产率才是合理的。
刀具寿命切削用量三要素对刀具寿命影响的大小,按顺序为v、f、ap。
因此,从保证合理的刀具寿命出发,在确定切削用量时,首先应采用尽可能大的背吃刀量;然后再选用大的进给量;最后求出切削速度。
加工表面粗糙度精加工时,增大进给量将增大加工表面粗糙度值。
因此,它是精加工时抑制生产率提高的主要因素。
二刀具寿命的选择原则切削用量与刀具寿命有密切关系。
在制定切削用量时,应首先选择合理的刀具寿命,而合理的刀具寿命则应根据优化的目标而定。
一般分最高生产率刀具寿命和最低成本刀具寿命两种,前者根据单件工时最少的目标确定,后者根据工序成本最低的目标确定。
选择刀具寿命时可考虑如下几点:根据刀具复杂程度、制造和磨刀成本来选择。
复杂和精度高的刀具寿命应选得比单刃刀具高些。
对于机夹可转位刀具,由于换刀时间短,为了充分发挥其切削性能,提高生产效率,刀具寿命可选得低些,一般取15-30min。

机械加工切削全参数表 Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】常用材料机械加工切削参数推荐表共 26 页2015年9月目录1 切削用量选定原则选择机械加工切削用量就是指具体确定切削工序的切削深度、进给量、切削速度及刀具耐用度。
选择切削用量时,要综合考虑生产率、加工质量和加工成本。
从切削加工生产率考虑:切削深度、进给量、切削速度中任何一个参数增加一倍,都可提高生产率一倍。
从刀具耐用度考虑:应首先采用最大的切削深度,再选用大的进给量,然后根据确定的刀具耐用度选择切削速度。
从加工质量考虑:精加工时,采用较小的切削深度和进给量,采用较高的切削速度。
2 车削加工切削参数推荐表车削要素切削速度v:工件旋转的线速度,单位为m/min。
进给量f:工件每旋转一周,工件与刀具相对位移量,单位为mm/r。
切削深度a:垂直于进给运动方向测量的切削层横截面尺寸,单位为pmm。
Ra :以轮廓算术平均偏差评定的表面粗糙度参数,单位为μm。
d:工件直径,单位为mm。
w外圆车削示意图内圆车削示意图切削速度与转速关系:3.3181000nddnv ==π m/mindvd v n 3.3181000==π r/min v :切削速度,工件旋转的线速度,单位为m/min 。
n :工件的转速,单位为r/min 。
d :工件观察点直径,单位为mm 。
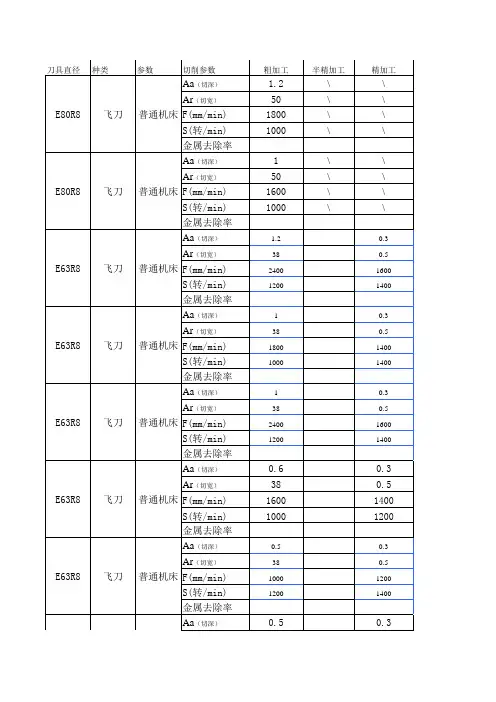
车削参数45钢热轧状态(硬度:187HB )外圆车削45钢热轧状态(硬度:187HB )内圆车削45钢调质状态(硬度:28~32HRC)外圆车削32HRC)内圆车削45钢调质状态(硬度:28~40Cr钢热轧状态(硬度:212HB)外圆车削40Cr钢热轧状态(硬度:212HB)内圆车削40Cr钢调质状态(硬度:28~32HRC)外圆车削28~32HRC)内圆车削40Cr钢调质状态(硬度:H62硬化状态(硬度:164HB)外圆车削H62硬化状态(硬度:164HB)内圆车削2A12-T4固溶处理并时效状态(硬度:105HB)外圆车削2A12-T4固溶处理并时效状态(硬度:105HB)内圆车削TC4固溶处理并时效状态(硬度:320~380HB)外圆车削380HB)内圆车削TC4固溶处理并时效状态(硬度:320~3 铣削加工切削参数推荐表 铣削要素铣削速度v :铣刀旋转运动的线速度,单位为m/min 。
B16R8球飞刀S(转/min)\\2000320032003200320032003200-0.03不采用粗加工切削B16R8球飞刀寿命(min)\\909012090120120120-0.03不采用粗加工切削B16R8球飞刀a a (mm)\\10.350.440.560.70.8 1.13-0.03高速加工B16R8球飞刀ar (mm)\\10.350.440.560.70.81.13-0.03高速加工B16R8球飞刀F(mm/min)\\2000350035003500350035003500-0.03高速加工B16R8球飞刀S(转/min)\\4500800080008000800080008000-0.03高速加工B16R8球飞刀寿命(min)\\-0.03高速加工B16r8黛杰球刀aa(mm)\\0.350.440.560.70.8 1.13B16r8黛杰球刀ar(mm)\\0.350.440.560.70.8 1.13B16r8黛杰球刀F(mm/min)\\400040004000400040004000B16r8黛杰球刀S(转/min)\\900090009000900090009000B16r8黛杰球刀寿命(min)\\B16r8山高球刀aa(mm)\\10.350.440.560.70.8 1.13B16r8山高球刀ar(mm)\\10.350.440.560.70.8 1.13B16r8山高球刀F(mm/min)\\1450230023002300230023002300B16r8山高球刀S(转/min)\\6600117001170011700117001170011700B16r8山高球刀寿命(min)\\60180180180180180180B12R6合金球刀a a (mm)\\0.850.30.380.50.620.70.980.380--0.051B12R6合金球刀ar (mm)\\0.850.30.380.50.620.70.980.380--0.051B12R6合金球刀F(mm/min)\\140014001400140014001400140018200--0.051B12R6合金球刀S(转/min)\\180018001800180018001800180041000--0.051B12R6合金球刀寿命(min)\\90909090909090600--0.051B12R6山高球刀a a (mm)\\0.850.30.380.50.620.70.98B12R6山高球刀a r (mm)\\0.850.30.380.50.620.70.98B12R6山高球刀F(mm/min)\\18004200420042004200B12R6山高球刀S(转/min)\\810018000180001800018000B12R6山高球刀寿命(min)\\90120120120120B12R6高速涂层a a (mm)0.31.20.850.30.380.50.620.70.980--0.02B12R6高速涂层ar (mm)1 2.50.850.30.380.50.620.70.980--0.02B12R6高速涂层F(mm/min)2200155030003000260030002600260026000--0.02B12R6高速涂层S(转/min)6850620068506850685068506850685068500--0.02B12R6高速涂层寿命(min)1201201801201801801800--0.02B10R5合金球刀a a (mm)\\0.770.280.350.450.560.630.90.380--0.051B10R5合金球刀ar (mm)\\0.770.280.350.450.560.630.90.380--0.051B10R5合金球刀F(mm/min)\\130013001300130013001300130018000--0.051B10R5合金球刀S(转/min)\\180022002000220020001800180065000--0.051B10R5合金球刀寿命(min)\\90909090909090900--0.051B10R5山高球刀a a (mm)\\0.770.280.350.450.560.630.9B10R5山高球刀a r (mm)\\0.770.280.350.450.560.630.9B10R5山高球刀F(mm/min)\\20004500420045004200B10R5山高球刀S(转/min)\\1000019000190001900019000B10R5山高球刀寿命(min)\\90180180180180B10R5高速涂层a a (mm)0.510.770.280.350.450.560.630.90--0.02B10R5高速涂层ar (mm)2 2.20.770.280.350.450.560.630.90--0.02B10R5高速涂层F(mm/min)3000180026002600260026002600260026000--0.02B10R5高速涂层S(转/min)9500760095009500950095009500950095000--0.02B10R5高速涂层寿命(min)9090180901801201200--0.02B8R4合金球刀a a (mm)\\0.70.250.30.40.50.560.80.150--0.051B8R4合金球刀ar (mm)\\0.70.250.30.40.50.560.80.30--0.051B8R4合金球刀F(mm/min)\\110012001200120012001200120016000--0.051B8R4合金球刀S(转/min)\\220022002200220022002200220060000--0.051B8R4合金球刀寿命(min)\\60606060609090900--0.051B8R4高速涂层a a (mm)0.50.80.70.250.30.40.50.560.8\B8R4高速涂层ar (mm)1.6 1.70.70.250.30.40.50.560.8\B8R4高速涂层F(mm/min)300020002400300030003000300030003000\B8R4高速涂层S(转/min)10000900010000100001000010000100001000010000\B8R4高速涂层寿命(min)909018090180180180\B8R4山高球刀a a (mm)\0.70.250.30.40.50.560.8B8R4山高球刀a r(mm)\0.70.250.30.40.50.560.8B8R4山高球刀F(mm/min)\23005000500050005000B8R4山高球刀S(转/min)\1300020000200002000020000B8R4山高球刀寿命(min)\\180180180180B6R3合金球刀a a(mm)\0.60.210.260.350.440.50.70.150--0.051 B6R3合金球刀ar(mm)\0.60.210.260.350.440.50.70.210--0.051 B6R3合金球刀F(mm/min)\120012001200120012001200120015000--0.051 B6R3合金球刀S(转/min)\260026002600260026002600260078000--0.051 B6R3合金球刀寿命(min)\60606060609090600--0.051 B6R3高速涂层a a(mm)0.30.60.60.210.260.350.440.50.7\B6R3高速涂层ar(mm) 1.2 1.20.60.210.260.350.440.50.7\B6R3高速涂层F(mm/min)300022003000260026002600260030003000\B6R3高速涂层S(转/min)130001030013000130001300013000130001300013000\B6R3高速涂层寿命(min)909015090150150150\B4R2合金球刀a a(mm)\\0.50.180.220.280.350.40.560.180--0.051 B4R2合金球刀ar(mm)\\0.50.180.220.280.350.40.560.180--0.051 B4R2合金球刀F(mm/min)\\55075075075075055055010000--0.051 B4R2合金球刀S(转/min)\\300030003000300030003000300064000--0.051 B4R2合金球刀寿命(min)\\50506050606060600--0.051 B4R2高速涂层a a(mm)0.20.40.50.180.220.280.350.40.56\B4R2高速涂层ar(mm)0.80.80.50.180.220.280.350.40.56\B4R2高速涂层F(mm/min)200023502000200020002000200020002000\B4R2高速涂层S(转/min)150001200015000150001500015000150001500015000\B4R2高速涂层寿命(min)909012090120120120\B3R1.5合金球刀a a(mm)\\0.420.150.180.240.30.350.480.10--0.051 B3R1.5合金球刀ar(mm)\\0.420.150.180.240.30.350.480.10--0.051 B3R1.5合金球刀F(mm/min)\\4005505505505505505508000--0.051 B3R1.5合金球刀S(转/min)\\240030003000300030003000300080000--0.051 B3R1.5合金球刀寿命(min)\\40404040404040600--0.051 B3R1.5高速涂层a a(mm)0.20.30.420.150.180.240.30.350.48\B3R1.5高速涂层ar(mm)0.50.60.420.150.180.240.30.350.48\B3R1.5高速涂层F(mm/min)200023501800200020002000200020002000\B3R1.5高速涂层S(转/min)165001250016500165001650016500165001650016500\B3R1.5高速涂层寿命(min)606012060120120120\B2R1高速涂层a a(mm)0.150.20.050.030.030.030.030.030.03\ B2R1高速涂层ar(mm)0.420.420.350.120.150.20.250.280.4\ B2R1高速涂层F(mm/min)200023501750160016001600160016001600\ B2R1高速涂层S(转/min)130001325018000180001800018000180001800018000\ B2R1高速涂层寿命(min)30606012060120120120\ B2R1合金球刀a a(mm)\\0.050.050.050.050.050.050.050.03\ B2R1合金球刀ar(mm)\\0.150.120.150.150.150.150.150.1\ B2R1合金球刀F(mm/min)\\350400400400400400400600\ B2R1合金球刀S(转/min)\\300030003000300030003000300010000\ B2R1合金球刀寿命(min)\\\\\\\\\\ B1R0.5高速涂层a a(mm)\\0.050.050.050.05\\\\ B1R0.5高速涂层ar(mm)\\0.10.080.10.1\\\\ B1R0.5高速涂层F(mm/min)\\900900900900\ B1R0.5高速涂层S(转/min)\\18000180001800018000\ B1R0.5高速涂层寿命(min)\\60606060\ B0.5R0.25高速涂层a a(mm)\\\0.02\\\\\\ B0.5R0.25高速涂层ar(mm)\\\0.05\\\\\\ B0.5R0.25高速涂层F(mm/min)\\\400\\\\\\ B0.5R0.25高速涂层S(转/min)\\\18000\\\\\\ B0.5R0.25高速涂层寿命(min)\\\\\\\\\\。
切削参数和计算公式1.切削参数的定义:切削参数是指在切削过程中,用于描述切削力、切削速度、进给量等物理量的参数。
它们是切削过程中的基本参数,对于切削加工的效率、质量和切削工具的寿命等有着重要的影响。
2.切削力的计算公式:切削力是指在切削过程中刀具对工件的力,它是表征切削负荷大小的重要指标。
常见的切削力计算公式有:2.1无刃深切削力计算公式:Fc = k*Ap*fn其中,Fc为切削力;k为切削力系数,与材料性质以及加工方式有关;Ap为切削刀具的切削前切削面积;fn为切削力展开系数,与刀具形状有关。
2.2小尺寸切削力计算公式:Fc = Kc*Ap*Dpn其中,Fc为切削力;Kc为切削力系数,与材料性质以及加工方式有关;Ap为切削刀具的切削前切削面积;Dpn为主切削刃数。
2.3端面切削力计算公式:Fc=Kc*Ap其中,Fc为切削力;Kc为切削力系数,与材料性质以及加工方式有关;Ap为切削刀具的切削前切削面积。
3.切削速度的计算公式:切削速度是指刀具与工件相对运动的速度,它是切削过程中非常重要的参数,对于切削效果和工件表面质量有显著影响。
通常使用单位时间内刀具工作长度与刀具进给速率之比来表示切削速度。
常见的切削速度计算公式有:3.1转速计算公式:n=1000*v/(π*d)其中,n为转速;v为切削速度;d为刀具直径。
3.2切削速度计算公式:v=n*(π*d)/1000其中,v为切削速度;n为转速;d为刀具直径。
4.进给量的计算公式:进给量是指切削刀具每转一周与工件的相对位移距离,它是切削过程中控制材料去除率和工件表面质量的关键参数。
4.1转速计算公式:S=n*f其中,S为进给量;n为转速;f为进给速率。
4.2进给速率计算公式:f=S/n其中,f为进给速率;S为进给量;n为转速。
总结:切削参数是切削过程中描述切削力、切削速度、进给量等物理量的参数,对切削加工的效率、质量和切削工具的寿命有重要影响。
常见的切削参数计算公式包括切削力公式、切削速度公式和进给量公式等。
lnmu0303刀片切削参数摘要:1.刀片切削参数的定义和作用2.刀片切削参数的分类3.影响刀片切削性能的主要因素4.如何选择合适的刀片切削参数5.刀片切削参数对加工效率和加工质量的影响6.总结正文:刀片切削参数是在机械加工过程中,用于描述刀片与工件之间相互作用的一系列技术参数。
这些参数对于保证加工效率和加工质量具有重要意义。
刀片切削参数可以分为以下几类:- 刀片类型:如铣刀、钻头、车刀等;- 刀片材料:如高速钢、硬质合金、陶瓷等;- 刀片形状:如圆刀、尖刀、球刀等;- 刀片尺寸:如直径、厚度等;- 切削速度:描述刀片在加工过程中的线速度;- 进给速度:描述刀片在加工过程中的进给速率;- 切削深度:描述刀片在加工过程中的切削厚度;- 刀具补偿:描述刀片在加工过程中的几何位置误差。
影响刀片切削性能的主要因素包括:- 工件材料:不同的工件材料具有不同的切削性能,需要选用合适的刀片材料和切削参数;- 刀片材料:刀片材料的硬度、韧性等性能直接影响切削性能;- 刀片形状:不同的刀片形状适用于不同的加工方式和加工要求;- 切削液:切削液的种类和性能对刀片切削性能和加工效率有重要影响。
在实际加工过程中,如何选择合适的刀片切削参数是保证加工效率和加工质量的关键。
选择时需要综合考虑以上因素,并根据实际加工情况进行调整。
刀片切削参数对加工效率和加工质量的影响主要表现在以下几个方面:- 合适的刀片切削参数可以提高加工效率,缩短加工时间;- 合适的刀片切削参数可以保证加工质量,降低废品率;- 合适的刀片切削参数有助于延长刀片使用寿命,降低刀片更换频率。
总之,刀片切削参数在机械加工过程中起着关键作用。