刀具切削进给参数表
- 格式:docx
- 大小:67.86 KB
- 文档页数:22
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
参数 材料
文案大全
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2 碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3
材料
刀具切削进给参数表: 刀具切削进给参数表:
文案大全
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
文案大全
文案大全
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
刀具切削进给参数表:
实用标准文档
文案大全
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8
刀具切削进给参数表: 刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9 文案大全
文案大全
文案大全
文案大全
文案大全。

各材料常用刀具转速进给参数对照表一、钢材钢材是机械加工中最常用的材料之一,其种类繁多,性能各异。
一般来说,低碳钢的硬度较低,加工时刀具转速可以相对较高,进给速度也可以适当加快。
例如,使用硬质合金刀具加工低碳钢时,转速可设置在 800 1200 转/分钟,进给速度为 015 025 毫米/转。
中碳钢的硬度和强度比低碳钢有所提高,因此刀具转速和进给速度需要相应降低。
转速通常在 600 900 转/分钟,进给速度约为 01 02 毫米/转。
高碳钢的硬度较高,加工难度较大,刀具转速一般控制在 400 600 转/分钟,进给速度为 008 015 毫米/转。
二、铝材铝材具有良好的延展性和导热性,加工相对容易。
在加工铝材时,刀具转速可以较高,以提高加工效率。
使用高速钢刀具,转速可达到1500 2000 转/分钟,进给速度为 02 03 毫米/转。
而采用硬质合金刀具时,转速甚至可以超过 2000 转/分钟,进给速度可达 03 05 毫米/转。
需要注意的是,在加工薄壁铝材零件时,为了防止变形,应适当降低转速和进给速度。
三、铜材铜材的延展性较好,切削时容易产生积屑瘤,影响加工表面质量。
对于黄铜,刀具转速一般在 600 1000 转/分钟,进给速度为 01 02 毫米/转。
青铜的硬度相对较高,转速可控制在 400 800 转/分钟,进给速度为 008 015 毫米/转。
四、铸铁铸铁的硬度较高,脆性较大。
在加工灰铸铁时,刀具转速通常在300 500 转/分钟,进给速度为 005 01 毫米/转。
球墨铸铁的韧性较好,加工时转速可以适当提高到 400 600 转/分钟,进给速度为 008 015 毫米/转。
五、工程塑料工程塑料的种类丰富,常见的有尼龙、聚碳酸酯等。
由于塑料的熔点较低,切削时容易产生粘连,因此刀具转速不宜过高。
一般来说,转速在 500 800 转/分钟,进给速度为 01 02 毫米/转。
六、不锈钢不锈钢具有较高的强度和耐腐蚀性,但加工难度较大。

各材料常用刀具转速进给参数对照表一、铝合金铝合金是一种轻质、高强度且具有良好导热性和导电性的材料,广泛应用于航空航天、汽车制造和电子行业等领域。
对于普通铝合金,如 6061 和 7075 系列,在使用硬质合金刀具进行铣削时,推荐的转速通常在 8000 15000 转/分钟之间,进给速度则在800 1500 毫米/分钟左右。
而在钻孔时,转速可以设置在 3000 5000 转/分钟,进给速度约为 80 150 毫米/分钟。
然而,对于一些高硅含量的铝合金,如压铸铝合金 ADC12,由于其硬度相对较高,刀具转速和进给参数需要相应降低。
铣削时,转速可调整为 5000 8000 转/分钟,进给速度约为 500 800 毫米/分钟;钻孔时,转速约为 2000 3000 转/分钟,进给速度在 50 80 毫米/分钟。
二、钢材钢材是机械加工中最常见的材料之一,包括低碳钢、中碳钢和高碳钢等不同种类。
对于低碳钢,如 A3 钢,在铣削加工中,刀具转速一般在 1000 3000 转/分钟,进给速度约为 200 500 毫米/分钟。
钻孔时,转速可设定在 800 1500 转/分钟,进给速度约为 50 100 毫米/分钟。
中碳钢,如 45 号钢,由于其硬度稍高,铣削时转速可在 800 2000 转/分钟,进给速度约为 150 300 毫米/分钟;钻孔时,转速约为 500 1000 转/分钟,进给速度在 30 60 毫米/分钟。
高碳钢则需要更低的转速和进给速度。
在铣削时,转速约为 500 1000 转/分钟,进给速度约为 100 200 毫米/分钟;钻孔时,转速一般在300 600 转/分钟,进给速度约为 15 30 毫米/分钟。
三、不锈钢不锈钢具有良好的耐腐蚀性和耐磨性,但加工难度相对较大。
常见的不锈钢如 304 和 316 系列,在铣削时,刀具转速通常在 600 1200 转/分钟,进给速度约为 80 150 毫米/分钟。
各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数的选择对于加工质量、效率和刀具寿命都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要相应的不同刀具转速和进给参数来实现最佳的加工效果。
下面我们将为您详细介绍一些常见材料的刀具转速进给参数对照。
一、钢材钢材是机械加工中最常见的材料之一,包括低碳钢、中碳钢和高碳钢等。
对于低碳钢,如 A3 钢,在使用硬质合金刀具进行粗加工时,转速一般可设置在 800 1200 转/分钟,进给速度为 02 03 毫米/转;而在进行精加工时,转速可提高到 1200 1800 转/分钟,进给速度则降低至 01 015 毫米/转。
中碳钢,例如 45 号钢,粗加工时转速通常在 600 1000 转/分钟,进给速度 015 025 毫米/转;精加工时,转速调整为 1000 1500 转/分钟,进给速度 008 012 毫米/转。
高碳钢由于硬度较高,加工时转速相对较低。
粗加工时转速约为400 800 转/分钟,进给速度 01 02 毫米/转;精加工时转速提升到 800 1200 转/分钟,进给速度为 005 01 毫米/转。
二、铝材铝材具有良好的导电性和导热性,相对较软,加工难度较低。
在使用高速钢刀具加工铝材时,粗加工转速可达到 1500 2000 转/分钟,进给速度 03 05 毫米/转;精加工时,转速进一步提高到 2000 3000 转/分钟,进给速度则减小至 01 02 毫米/转。
如果采用硬质合金刀具,粗加工转速能达到 2000 3000 转/分钟,进给速度 04 06 毫米/转;精加工时转速可高达 3000 5000 转/分钟,进给速度 01 02 毫米/转。
三、铜材铜材包括黄铜和紫铜等。
对于黄铜,在粗加工时,使用硬质合金刀具,转速可设定在 800 1500 转/分钟,进给速度 02 03 毫米/转;精加工时,转速提高到 1500 2500 转/分钟,进给速度降至 008 015 毫米/转。
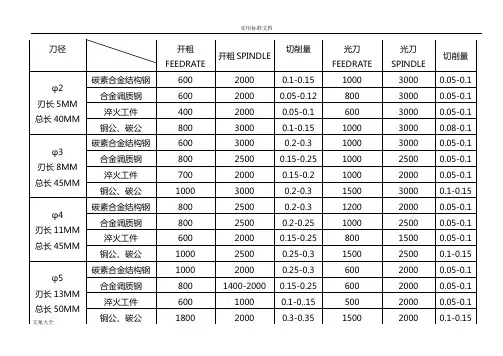
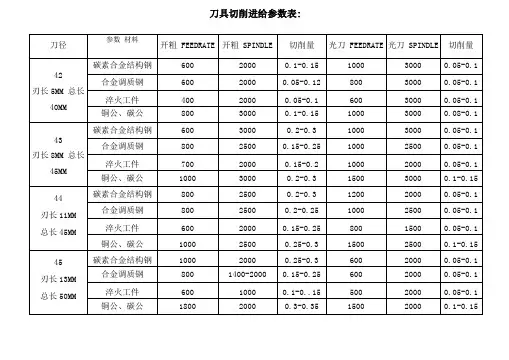
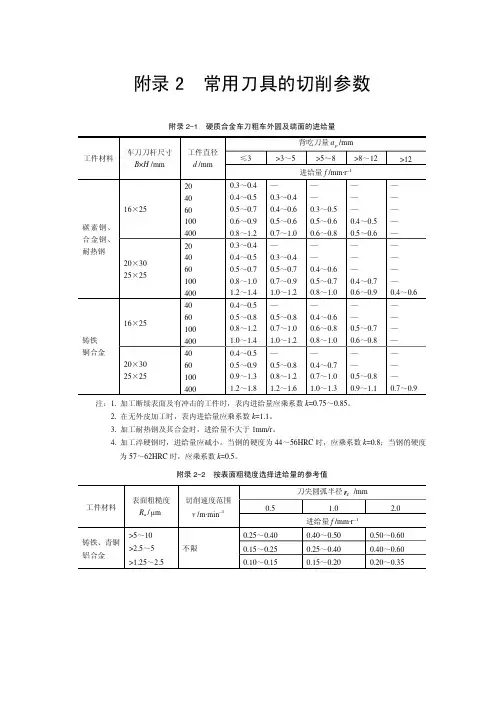
附录2 常用刀具的切削参数附录2-1 硬质合金车刀粗车外圆及端面的进给量背吃刀量p a /mm≤3 >3~5 >5~8 >8~12>12工件材料车刀刀杆尺寸 B ×H /mm工件直径 d /mm 进给量f /mm·r –116×2520 4060 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.6~0.9 0.8~1.2 — 0.3~0.4 0.4~0.6 0.5~0.6 0.7~1.0 — — 0.3~0.5 0.5~0.6 0.6~0.8 — — — 0.4~0.5 0.5~0.6 — — — — — 碳素钢、合金钢、耐热钢20×30 25×2520 40 60 100 400 0.3~0.4 0.4~0.5 0.5~0.7 0.8~1.0 1.2~1.4 — 0.3~0.4 0.5~0.7 0.7~0.9 1.0~1.2 — — 0.4~0.6 0.5~0.7 0.8~1.0 — — — 0.4~0.7 0.6~0.9 — — — — 0.4~0.6 16×254060 100 400 0.4~0.5 0.5~0.8 0.8~1.2 1.0~1.4 — 0.5~0.8 0.7~1.0 1.0~1.2 — 0.4~0.6 0.6~0.8 0.8~1.0 — — 0.5~0.7 0.6~0.8 — — — — 铸铁 铜合金20×30 25×2540 60 100 4000.4~0.5 0.5~0.9 0.9~1.3 1.2~1.8— 0.5~0.8 0.8~1.2 1.2~1.6— 0.4~0.7 0.7~1.0 1.0~1.3— — 0.5~0.8 0.9~1.1— — — 0.7~0.9 注:1. 加工断续表面及有冲击的工件时,表内进给量应乘系数k =0.75~0.85。
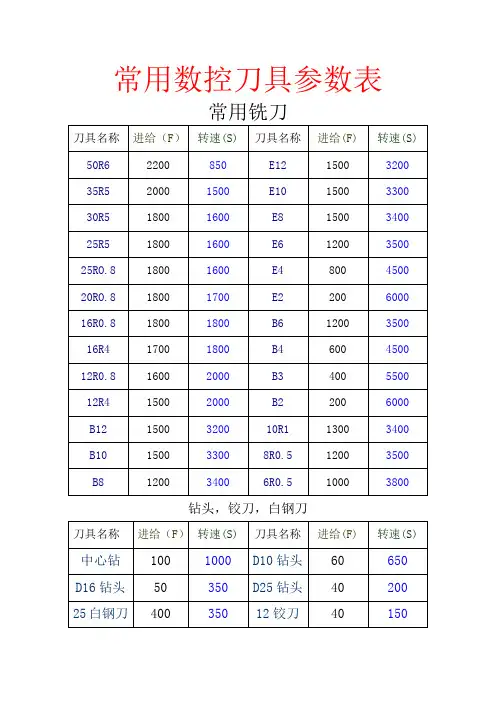
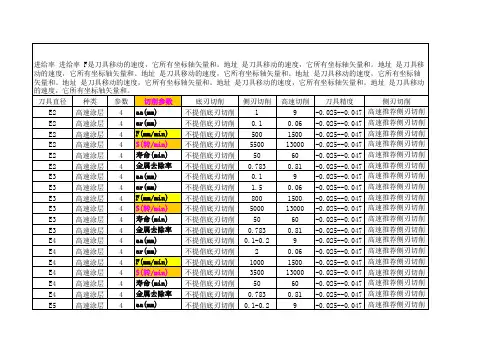
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5刀具切削进给参数表:碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 6刀具切削进给参数表:碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 10 圆鼻刀刀具类型普通长度普通加长转速S 切削速度F 吃刀量 D100R1.6 200 250 500 1000 0.2-0.5 D80R1.6 200 250 500 1000 0.2-0.5 D63R8 100 200 500-700 1500-1800 0.5-1.5 D63R6 140 140 500-700 1500-1800 0.5-1.5 D63R2 300 300 500-700 1200-1800 0.5-1.5 D50R8 80 100 500-700 1200-1500 0.5-1.5 D32R5 120 250 1200-1500 1000-1500 0.5-1.5 D32R2 100 200 1200-1500 1200-1500 0.5-1 D40R0.8 150 2501200-1500 1200-1500 0.2-0.5 D35R0.8 300 350 1200-1500 1200-1500 0.2-0.5D32R0.8 100-150 230 1200-1500 1200-1500 0.2-0.5 D25R4 80 200 250 1000-1500 1000-2000 0.3-0.5 D20R0.4 150 200 1300 1500 0.3-0.5 D16R0.4 150 200 1200-1500 1000-2000 0.2-0.5 D30R15 230 350 1200-1500 1000-1500 0.3-0.6D20R10 160 190 1000-1200 1000-1500 0.3-0.6D16R8 80-120 160 1200-1500 1000-1500 0.3-0.5D12R6 60 100 1500 1000-1500 0.2-0.5D10R5 60 100 >1500 1000-1500 0.2-0.5合金刀刀具类型12 50 25/75 26/100 1800 500-1500 0.05-0.5 10 50 22/70 25-100 2000 500-1500 0.05-0.5 8 45 19/60 20/100 2500 500-1500 0.05-0.5 6 30 13/50 15/100 3000 500-1500 0.05-0.4 4 30 11/50 3500 500-1500 0.05-0.3 2 25 8/50 4000 500-1500 0.05-0.3 1 20 6/50 5000 500-1500 0.05-0.15 R6 75 22/75 22/100 2000 1000-2000 0.2-1 R5 75 18/7018/100 2000 1000-2000 0.2-1 加工深度普通长度普通加长转速S 切削速度F 吃刀量R4 75 14/60 14/100 2000 1000-2000 0.2-1 R3 75 12/50 12/100 2500 800-1500 0.2-0.8 R2.5 30 10/50 3000 800-1500 0.15-0.6 R2 25 8/50 3000 800-1500 0.15-0.6 R1.5 258/50 3500 800-1500 0.15-0.6 R1 25 5/50 4000 500-800 0.1-0.2 R0.5 25 2.5/50 5000 500-800 0.025白钢刀刀具类型32 80-120 60/125 106/186 300-400 500-1000 0.1-1 25 80-120 60/125 90/166 300-400 500-1000 0.1-1 20 120 50/110 75/141 500-700 500-1000 0.1-1 16 120 40/95 65/123 500-800 500-1000 0.1-1 加工深度普通长度普通加长转速S 切削速度F 吃刀量12 100 30/80 53/110 500-1000 500-1000 0.1-1 10 80 23/75 45/95 800-1000 500-1000 0.1-0.8 8 50 20/65 28/82 800-1200 500-1000 0.1-0.5 6 50 15/60 800-1200 500-1000 0.1-0.5 R8 80 32/92 35/140 800-1000 500-1000 0.2-0.4 R6 80 26/83 26/120 800-1000 500-1000 0.2-0.4 R5 60 20/72 20/110 800-1000 500-1000 0.2-0.4 R4 50 19/63 20/100 1000-1500 500-1000 0.2-0.4 R3 30 13/57 15/90 1000-1500 500-1000 0.2-0.4 注:以P20钢材为中间参考值,切削速度取中间值,硬度高于P20参数调低,硬度低于P20参数调高。
刀具切削进给参数表 Prepared on 22 November 2020
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52)
3
刀具切削进给参数表:
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4
刀具切削进给参数表:
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 6
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 8
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 9
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40) 淬火工件(HRC46~52) 10。