01 切削中使用的刀具参数表【14表全】
- 格式:pdf
- 大小:143.60 KB
- 文档页数:8
各材料常用刀具转速进给参数对照表一、钢材钢材是机械加工中最常用的材料之一,其种类繁多,性能各异。
一般来说,低碳钢的硬度较低,加工时刀具转速可以相对较高,进给速度也可以适当加快。
例如,使用硬质合金刀具加工低碳钢时,转速可设置在 800 1200 转/分钟,进给速度为 015 025 毫米/转。
中碳钢的硬度和强度比低碳钢有所提高,因此刀具转速和进给速度需要相应降低。
转速通常在 600 900 转/分钟,进给速度约为 01 02 毫米/转。
高碳钢的硬度较高,加工难度较大,刀具转速一般控制在 400 600 转/分钟,进给速度为 008 015 毫米/转。
二、铝材铝材具有良好的延展性和导热性,加工相对容易。
在加工铝材时,刀具转速可以较高,以提高加工效率。
使用高速钢刀具,转速可达到1500 2000 转/分钟,进给速度为 02 03 毫米/转。
而采用硬质合金刀具时,转速甚至可以超过 2000 转/分钟,进给速度可达 03 05 毫米/转。
需要注意的是,在加工薄壁铝材零件时,为了防止变形,应适当降低转速和进给速度。
三、铜材铜材的延展性较好,切削时容易产生积屑瘤,影响加工表面质量。
对于黄铜,刀具转速一般在 600 1000 转/分钟,进给速度为 01 02 毫米/转。
青铜的硬度相对较高,转速可控制在 400 800 转/分钟,进给速度为 008 015 毫米/转。
四、铸铁铸铁的硬度较高,脆性较大。
在加工灰铸铁时,刀具转速通常在300 500 转/分钟,进给速度为 005 01 毫米/转。
球墨铸铁的韧性较好,加工时转速可以适当提高到 400 600 转/分钟,进给速度为 008 015 毫米/转。
五、工程塑料工程塑料的种类丰富,常见的有尼龙、聚碳酸酯等。
由于塑料的熔点较低,切削时容易产生粘连,因此刀具转速不宜过高。
一般来说,转速在 500 800 转/分钟,进给速度为 01 02 毫米/转。
六、不锈钢不锈钢具有较高的强度和耐腐蚀性,但加工难度较大。
各材料常用刀具转速进给参数对照表一、钢材钢材是机械加工中最常见的材料之一,包括低碳钢、中碳钢和高碳钢等。
对于低碳钢,如 A3 钢,在使用硬质合金刀具进行车削时,转速一般可设置在 800 1200 转/分钟,进给量为 015 03 毫米/转。
而在铣削加工中,转速可在 1000 1500 转/分钟,进给速度为 200 400 毫米/分钟。
中碳钢,例如 45 号钢,车削时转速通常在 600 1000 转/分钟,进给量 01 02 毫米/转。
铣削时,转速约 800 1200 转/分钟,进给速度 150 300 毫米/分钟。
高碳钢由于硬度较高,车削转速一般在 400 800 转/分钟,进给量008 015 毫米/转。
铣削时,转速 600 1000 转/分钟,进给速度 100 200 毫米/分钟。
二、铝材铝材具有良好的延展性和导热性。
在车削铝材时,如 6061 铝合金,转速可高达 1500 2500 转/分钟,进给量 02 04 毫米/转。
铣削时,转速能达到 2000 3000 转/分钟,进给速度 400 600 毫米/分钟。
对于硬度较高的 7075 铝合金,车削转速稍低,约 1200 2000 转/分钟,进给量 015 03 毫米/转。
铣削时,转速 1500 2500 转/分钟,进给速度 300 500 毫米/分钟。
三、铸铁常见的铸铁有灰铸铁和球墨铸铁。
灰铸铁在车削加工中,转速一般为 500 800 转/分钟,进给量 01 02 毫米/转。
铣削时,转速 600 1000 转/分钟,进给速度 100 200 毫米/分钟。
球墨铸铁的硬度相对较高,车削时转速 400 600 转/分钟,进给量008 015 毫米/转。
铣削时,转速 500 800 转/分钟,进给速度 80 150 毫米/分钟。
四、铜材铜材包括黄铜和紫铜。
黄铜的车削转速通常在 800 1500 转/分钟,进给量 015 03 毫米/转。
铣削时,转速 1000 1800 转/分钟,进给速度 200 400 毫米/分钟。
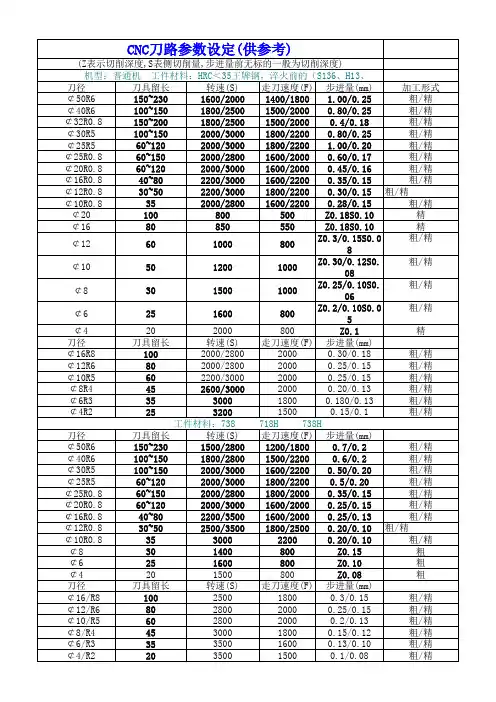

CNC各种材料选用刀具与转速参数表
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
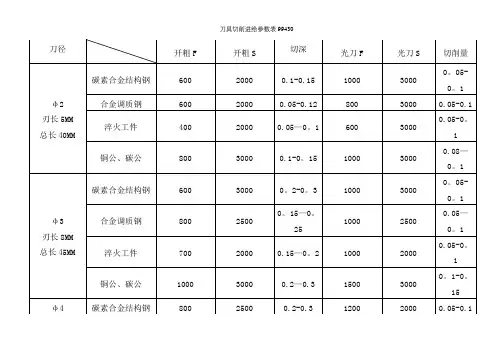
刀具切削进给参数表99430
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 1
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 2
碳素合金结构钢(HRC <20)
合金调质钢(HRC30~40) 淬火工件(HRC46~52) 3 刀具切削进给参数表:
碳素合金结构钢(HRC <20= 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 4
碳素合金结构钢(HRC <20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 5
刀具切削进给参数表:
碳素合金结构钢(HRC<20)合金调质钢(HRC30~40) 淬火工件(HRC46~52) 6
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40) 淬火工件(HRC46~52) 7
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40)淬火工件(HRC46~52) 8
碳素合金结构钢(HRC<20) 合金调质钢(HRC30~40)淬火工件(HRC46~52) 9
碳素合金结构钢(HRC<20=合金调质钢(HRC30~40)淬火工件(HRC46~52)10。
各材料常用刀具转速进给参数对照表在机械加工领域,刀具的转速和进给参数的选择对于加工质量、效率和刀具寿命都有着至关重要的影响。
不同的材料具有不同的物理和机械性能,因此需要相应的不同刀具转速和进给参数来实现最佳的加工效果。
下面我们将为您详细介绍一些常见材料的刀具转速进给参数对照。
一、钢材钢材是机械加工中最常见的材料之一,包括低碳钢、中碳钢和高碳钢等。
对于低碳钢,如 A3 钢,在使用硬质合金刀具进行粗加工时,转速一般可设置在 800 1200 转/分钟,进给速度为 02 03 毫米/转;而在进行精加工时,转速可提高到 1200 1800 转/分钟,进给速度则降低至 01 015 毫米/转。
中碳钢,例如 45 号钢,粗加工时转速通常在 600 1000 转/分钟,进给速度 015 025 毫米/转;精加工时,转速调整为 1000 1500 转/分钟,进给速度 008 012 毫米/转。
高碳钢由于硬度较高,加工时转速相对较低。
粗加工时转速约为400 800 转/分钟,进给速度 01 02 毫米/转;精加工时转速提升到 800 1200 转/分钟,进给速度为 005 01 毫米/转。
二、铝材铝材具有良好的导电性和导热性,相对较软,加工难度较低。
在使用高速钢刀具加工铝材时,粗加工转速可达到 1500 2000 转/分钟,进给速度 03 05 毫米/转;精加工时,转速进一步提高到 2000 3000 转/分钟,进给速度则减小至 01 02 毫米/转。
如果采用硬质合金刀具,粗加工转速能达到 2000 3000 转/分钟,进给速度 04 06 毫米/转;精加工时转速可高达 3000 5000 转/分钟,进给速度 01 02 毫米/转。
三、铜材铜材包括黄铜和紫铜等。
对于黄铜,在粗加工时,使用硬质合金刀具,转速可设定在 800 1500 转/分钟,进给速度 02 03 毫米/转;精加工时,转速提高到 1500 2500 转/分钟,进给速度降至 008 015 毫米/转。
课时授课教案/ 学年第期课程名称:数控加工工艺授课班级:(三专)数控01-1、2授课时间:第周星期第节课题:车刀的选择、进给路线选择教学目的:掌握刀具的选择了解进给路线选择掌握切削用量的选择重点、难点:车刀的选择、进给路线选择使用教具:课件课后作业: 1课后记录:年月日授课主要内容一、刀具的选择1.车刀和刀片的种类由于工件材料、生产批量、加工精度以及机床类型、工艺方案的不同,车刀的种类也异常繁多。
根据与刀体的联接固定方式的不同,车刀主要可分为焊接式与机械夹固式两大类。
l)焊接式车刀将硬质合金刀片用焊接的方法固定在刀体上称为焊接式车刀。
这种车刀的优点是结构简单,制造方便,刚性较好。
缺点是由于存在焊接应力,使刀具材料的使用性能受到影响,甚至出现裂纹。
另外,刀杆不能重复使用,硬质合金刀片不能充分回收利用,造成刀具材料的浪费。
根据工件加工表面以及用途不同,焊接式车刀又可分为切断刀、外圆车刀、端面车刀、内孔车刀、螺纹车刀以及成形车刀等。
2)机夹可转位车刀如图所示,机械夹固式可转位车刀由刀杆l、刀片2、刀垫3以及夹紧元件4组成。
刀片每边都有切削刃,当某切削刃磨损钝化后,只需松开夹紧元件,将刀片转一个位置便可继续使用。
焊接式车刀的种类1—切断刀2—90°左偏刀3—90°右偏刀4—弯头车刀5—直头车刀6—成形车刀7—宽刃精车刀8—外螺纹车刀9—端面车刀10—内螺纹车刀11—内槽车刀12—通孔车刀13—盲孔车刀机械夹固式可转位车刀的组成1—刀杆2—刀片3—刀垫4—夹紧元件刀片是机夹可转位车刀的一个最重要组成元件。
按照国标GB2076-87,大致可分为带圆孔、带沉孔以及无孔三大类。
形状有:三角形、正方形、五边形、六边形、圆形以及菱形等共17种。
图示为常见的几种刀片形状及角度。
2.车刀类型和刀片的选择1)数控车削常用刀具的类型 数控车削用的车刀一般分为三类,即尖形车刀、圆弧形车刀和成型车刀。
(l )尖形车刀 以直线形切削刃为特征的车刀一般称为尖形车刀。