热流道结构组成及培训资料
- 格式:ppt
- 大小:559.00 KB
- 文档页数:32
注塑模具热流道(实用版)目录一、注塑模具热流道的概念和分类1.1 热流道的定义1.2 热流道的分类二、热流道的工作原理和结构2.1 热流道的工作原理2.2 热流道的结构组成三、热流道的设计要点3.1 通道设计3.2 喷嘴设计3.3 温度控制设计四、热流道的应用优势和注意事项4.1 应用优势4.2 注意事项五、热流道系统的维护和故障排除5.1 维护方法5.2 故障排除正文一、注塑模具热流道的概念和分类注塑模具热流道是指在注塑模具中设置的用于引导熔融塑料从注塑机喷嘴到达模具腔体的通道。
热流道技术是注塑成型工艺的重要组成部分,能够提高生产效率、降低生产成本、提高产品质量。
根据热流道的结构和特点,热流道可以分为以下几类:1.1 热流道的定义热流道是一种特殊的注塑模具结构,它通过在模具中设置加热装置,使熔融塑料在进入模具腔体之前保持熔融状态,从而实现连续注塑,提高生产效率。
1.2 热流道的分类热流道可以根据不同的结构特点进行分类,常见的分类如下:(1)单点热流道:只有一个喷嘴的热流道系统,适用于单腔模具。
(2)多点热流道:多个喷嘴的热流道系统,适用于多腔模具。
(3)顺序热流道:按照一定顺序依次开启喷嘴的热流道系统,适用于有特定要求的注塑成型工艺。
二、热流道的工作原理和结构2.1 热流道的工作原理热流道的工作原理是通过在模具内设置加热装置,将熔融塑料从注塑机喷嘴引入模具腔体。
在热流道系统中,熔融塑料在通道内保持熔融状态,从而实现连续注塑。
热流道系统可以根据需要对各个喷嘴进行独立控制,以满足不同生产工艺的要求。
2.2 热流道的结构组成热流道系统主要由以下几部分组成:(1)通道:连接注塑机喷嘴和模具腔体的通道,用于引导熔融塑料流动。
(2)喷嘴:将熔融塑料引入通道的部件,可以根据需要设置多个喷嘴。
(3)加热装置:用于加热通道,保持熔融塑料的熔融状态。
(4)温度控制系统:用于控制加热装置的温度,保证熔融塑料在通道内保持一定的温度。
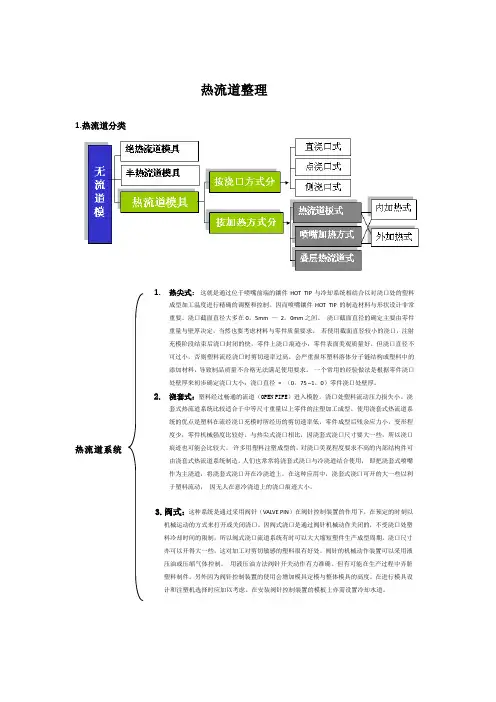
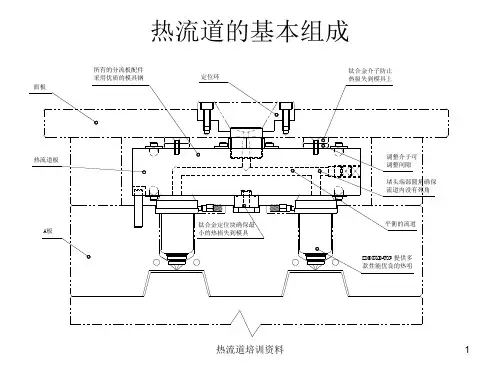
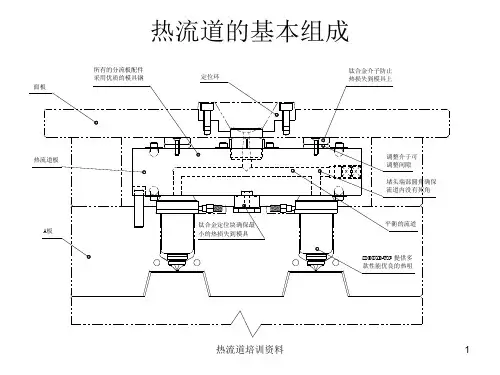
热流道整理1.热流道分类热流道系统2.热流道系统的组成尽管世界上有许多热流道生产厂商和多种热流道产品系列,但一个典型的热流道系统均由如下几大部分组成:1.热流道板(MANIFOLD)2.喷嘴(NOZZLE)3.温度控制器4.辅助零件3.热浇道之原理:作为注塑模具系统的一个常用部件,是通过加热的办法来保证流道和浇口的塑料保持熔融状态。
由于在流道附近或中心设有加热棒和加热圈,从注塑机喷嘴出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需温度即可。
因此,热流道工艺有时称为热集流管系统,或者称为无流道模塑。
简要言之,热流道就是注塑机喷咀(炮筒嘴)的延伸。
4.热流道应注意的问题1.热流道模具需要精密加工机械作保证。
热流道系统与模具的集成与配合要求极为严格,否则模具在生产过程中会出现很多严重问题。
如塑料密封不好导致塑料溢出损坏热流道元件中断生产,喷嘴镶件与浇口相对位置不好导致制品质量严重下降等。
2.与冷流道模具相比,热流道模具操作维修复杂。
如使用操作不当极易损坏热流道零件,使生产无法进行,造成巨大经济损失。
对于热流道模具的新用户,需要较长时间来积累使用经验。
5.热流道应用主要技术关键1.塑料温度的控制:问题直接来源于热流道系统温度控制的不好。
如使用热针式浇口方法注塑成型时产品浇口质量差问题,阀式浇口方法成型时阀针关闭困难问题,多型腔模具中的零件填充时间及质量不一致问题等。
如果可能应尽量选择具备多区域分别控温的热流道系统,以增加使用的灵活性及应变能力。
2.塑料流动的控制:塑料在热流道系统中要流动平衡。
浇口要同时打开使塑料同步填充各型腔。
对于零件重量相差悬殊的FAMILYMOLD要进行浇道尺寸设计平衡。
否则就会出现有的零件充模保压不够,有的零件却充模保压过度,飞边过大质量差等问题。
热流道浇道尺寸设计要合理。
尺寸太小充模压力损失过大。
尺寸太大则热流道体积过大,塑料在热流道系统中停留时间过长,损坏材料性能而导致零件成型后不能满足使用要求。

热流道知识点总结一、热流道系统的构成热流道系统是由热流道模块、加热系统、温控系统和控制系统组成的。
其中,热流道模块包括热流道板、喷嘴、热流道阀门等部件,它们的设计和制造质量直接影响着热流道系统的稳定性和成型品的质量。
加热系统负责为塑料液体提供所需的热量,保持热流道中塑料的流动状态。
温控系统用于实时监测和控制热流道系统中的温度,确保成型品的成型质量。
控制系统则负责控制整个热流道系统的工作,包括温度调节、喷嘴开关和塑料流量控制等。
二、热流道系统的优势相比传统的冷流道系统,热流道系统具有以下几个优势:1. 减少废品率热流道系统能够有效控制塑料的流动和冷却,减少成型品的熔接线和瘤状缺陷,从而降低废品率。
2. 提高生产效率由于热流道系统能够加快塑料的冷却速度,因此可以缩短注射周期,提高生产效率。
3. 节约原材料热流道系统可以更准确地控制塑料的流动路径和充填时间,减少了对原材料的浪费,节约了生产成本。
4. 改善成型品质量热流道系统能够减少成型品内部的应力和变形,提高了成型品的质量和表面光洁度。
5. 扩大设计自由度热流道系统可根据产品的设计要求灵活调整塑料的流动路径和充填方式,提高了产品的设计自由度。
三、在塑料成型中的应用热流道技术广泛应用于各类塑料成型品的生产中,包括工业产品、电子产品、汽车零部件等。
它在以下几个方面发挥了重要作用:1. 成型品结构复杂对于结构复杂的成型品,热流道系统能够更精确地控制塑料的流动路径,保证成型品的结构完整和一致性。
2. 薄壁成型热流道系统能够加速塑料的冷却速度,使得薄壁成型更容易实现,避免了因塑料冷却不均匀而产生的熔接线和卡痕等缺陷。
3. 高精度成型对于精度要求高的成型品,热流道系统能够保证成型品的尺寸精度和表面质量,提高了成型品的可靠性和一致性。
四、热流道系统的设计和调试1. 热流道系统的设计热流道系统的设计需要根据成型品的结构和要求进行合理的布局和尺寸确定。
设计时需要考虑塑料的流动路径、冷却时间、喷嘴的布置位置等因素,以保证成型品的质量和生产效率。

热流道系统的结构热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。
热喷嘴一般包括两种:开放式热喷嘴和针阀式热喷嘴。
由于热喷嘴形式直接决定热流道系统选用和模具的制造,因而常相应的将热流道系统分成开放式热流道系统和针阀式热流道系统。
分流板在一模多腔或者多点进料、单点进料但料位偏置时采用。
材料通常采用P20或H13。
分流板一般分为标准和非标准两大类,其结构形式主要由型腔在模具上的分布情况、喷嘴排列及浇口位置来决定。
温控箱包括主机、电缆、连接器和接线公母插座等。
热流道附件通常包括:加热器和热电偶、流道密封圈、接插件及接线盒等。
热流道常见问题解答 1. 漏胶的原因分析A. 分流板型腔板高于分流板垫片B. 几支热喷嘴不在同一平面C. 中心垫片、中心定位销子、止转销子高度由误差D. 分流板堵头漏胶E. 分流板主射嘴漏胶F. 封胶面加工不到位,引起漏胶G. 模板变形,导致漏胶H. 分流板变形,导致漏胶2. 温度不稳定原因分析 A. 温控器质量太差 B. 电缆线连接有松动C. 热流道和模具接触太多,热损失严重D. 热电偶被压坏3. 实际温度和温控器显示的温度有误差的原因A. 温控器和热流道的热电偶分度号不一致,即“J”“K”不符合B. 温控器被调成了华氏度C. 两组热电偶交叉互换,导致测温失灵D. 热电偶线被压坏E. 温控器出了其他故障4. 阀针运动不畅原因分析A. 气压压力不足、气路不通和密封不好B. 缸体系统被咬死:缸体、分流板和喷嘴不同心,码模板积热太多C. 阀针与导套卡死:不同心或过热造成D. 阀针与导套之间有漏料,冷料包住了阀针E. 封胶不到位,如果其他正常,考虑阀针回料槽F. 检查注塑信号连接是否正确G. 浇口相对浇口处壁厚来说太大了5. 浇口处冷胶过快的原因 A. 冷却水太近、太快 B. 热流道热损失太大C. 热喷嘴温度太低D. 热喷嘴选型不正确6. 射不出胶的原因分析 A. 浇口被杂质堵住了 B. 温度太低 C. 热损失太大D. 温控器显示的温度和实际温度有误差7. 如果换色的过程太慢,请按照下面的换色程序操作 A. 将模温提高15度,喷嘴和分流板提高50度 B. 用清洗料清洗料筒C. 使用下次生产所需的无色标准原材料循环生产10次D. 降低喷嘴和分流板的温度20度,注射三次E. 重复第四步骤两次后,再降低模温,换色完毕8. 怎样保养热流道系统A. 如塑料对热敏感度高或具有腐蚀性,在每次停机时,应使用PP将驻留的材料清除。
热流道结构知识点总结热流道结构在塑料注射成型过程中扮演着重要的角色,它可以帮助提高注射成型的效率和质量。
本文将会总结热流道结构的相关知识点,包括热流道系统的基本原理、组成部分、优点和缺点、应用范围等内容。
一、热流道系统的基本原理热流道系统是一种在注射模具中用于传送加热的热载体,保持塑料材料在注射成型过程中的流动状态,以保证产品的成型质量和提高生产效率。
热流道系统的基本原理包括:1. 热载体传导热量:热流道系统中通常采用热载体(如热油、热水)传导热量,将热能传递到模具的热流道中,使塑料材料在注射成型过程中能够始终保持在合适的流动状态。
2. 控制模具温度:通过控制热载体的温度和流量,可以实现对注射模具中的温度进行精确的控制。
这样可以避免塑料材料在成型过程中受温度变化的影响,保证产品的尺寸稳定性和表面质量。
3. 优化成型条件:热流道系统可以根据不同的产品形状和材料特性,灵活调节模具中不同部位的温度,以实现最佳的注射成型效果。
二、热流道系统的组成部分热流道系统由多个组成部分组成,主要包括热流道控制器、加热装置、温度探测器、热流道喉口等。
1. 热流道控制器:负责对热流道系统的温度、压力等参数进行实时监控和调节,以确保注射成型过程中的稳定性和一致性。
2. 加热装置:通常采用电加热或加热用的热管,通过对热载体进行加热,传递热能到热流道系统中。
3. 温度探测器:用于监测热流道系统中的温度变化,反馈给热流道控制器,以实现自动调节和控制。
4. 热流道喉口:负责将加热好的热载体传递到模具的热流道中,为塑料材料提供适宜的加热条件。
三、热流道系统的优点和缺点热流道系统相比传统的冷流道系统具有许多优点,但也存在一些缺点。
1. 优点:(1)节能减耗:热流道系统采用热载体传导热量,可以有效减少注射成型过程中的能耗,提高生产效率。
(2)减少生产环境污染:热流道系统可以降低产品的废料率,提高成型质量,减少生产环境的污染。
(3)提高产品质量:热流道系统可以精确控制模具中不同部位的温度,保证产品的尺寸稳定性和表面质量。