热流道培训资料
- 格式:ppt
- 大小:7.92 MB
- 文档页数:47
有关热流道的一些资料熱澆道系統一.熱澆道的運用場合及其特點﹕1. 成形超大件制品﹕須以熱澆道才能使塑膠流動2. 偏离射出成型机之中心的側向進澆﹕以熱澆道進澆可使模具的构造﹐成形容易﹑加快成形速度﹑減少成形時的料頭.3. 由頂出側進澆時﹕或者需較長之豎澆道時使用﹕可節省塑料4. 對于一些大型或是允許由中心進澆之產品﹕a. 可以用熱澆道來取代三板模﹑以免不必要的成形机模板的運動。
b. 在三板模使用之方式中﹐須移動母模板而取出料頭﹐用熱澆道成形法﹑開模運動可縮短卸下料頭所必要的移動﹑因此可增加模子厚度﹐傳統方式來須用大成形机方可生產時﹐使用熱澆道之后可改用較小成形机.5. 較難成形物件6. 可配合三板模之設計﹐減少料頭取出所需要之行程﹕熱澆道用在三板模時有以下之优點﹕a料頭容易取出﹑并且可減少料頭取出之行程。
b射料時之料流動較平均﹐又可分別控制各射出點的操作條件﹐射出較容易c節省材料費用。
7節省材料費用及人工費用8高速射出成形時9于使用層模(stack mold )時﹕a對于一些薄﹑數量大的產品b只需增加15%的鎖模力﹐以相同的射出時間﹕即可增加80%的產量.10環保問題與效率問題﹕a資源的浪費﹕由于料頭的影響﹐造成了很多浪費.b不占儲存的料頭的空間﹐無紋碎之噪音及變質的問題。
二.熱澆道的分類﹕可分為二大類﹕一在類是針閥式﹐另一類是敞開式﹐敞開式又可分為大口和小口兩种熱澆道形式.針閥式澆道特點是可以多點進澆﹐可通過控制閥門來實現先后動作﹐來實現料流的平衡﹔另一面是澆口痕跡小﹐減少了從模具上造成的熱流失﹐同時也可以使熱嘴維持均勻的溫度分布.大口熱澆道的特點是﹕澆口殘留面積大.小口熱澆道的特點是﹕澆口殘留痕跡小.三.熱澆道的規格﹕一般大小是由熱澆道公司提供的﹐長度是自由長度﹐由模具設計者設計的組立圖來确定﹐熱觜頭部的粗細可根据空間的的大小來決定﹐若空間不夠可選擇前端是細小規格的熱觜.002.四.熱澆道位置的選擇﹕其位置的選擇一般是通過模流分析确定最佳進點或是由模具厂提供模具組立圖再由熱澆道厂商通過分析來确定其最佳位置以及個數的﹐當然前提是在制品客戶同意的前提下方可實施.五.分流板當制品需要多點進澆或是進澆不在模具中心時(即偏心)時﹐則需要用到的是分流板.分流板根据進澆點的數量通常可以分為”一”字型﹐”X”型﹐”Y”型的. ”一”字型分流板主要是用于進澆點偏心或是二點進澆﹔”X”型分流板主要是用于四點進澆﹔”Y”型的分流板主要是用于三點進澆.六.熱澆道的安裝﹕熱澆道的安裝可參照映通的安裝指導-VCD.七.熱澆道的注意事項﹕由于熱澆道是一种速度比較快的成形過程﹐必須在澆口附近設計冷卻水流﹐以免澆口處過熱.﹐制品在脫模時形成澆口處拉絲的現象.或是會延長冷卻時間﹐影響生產率,增加成本.八.模具設計者對于熱澆道部分的操作流程﹕目前我們公司對該部分的操作程序是﹕首先根据客戶的要求确定好澆口的位置及數量﹐再根据熱澆道厂提供的現有資料在組立圖上把分流板的大小形狀及熱嘴的長度大概确定﹐再傳送給熱澆道加工厂商﹐由熱澆道加工厂商征對于我們的組立進行分析﹐最后确定整個熱澆道系統﹐包括規格等一系列問題﹐然后再傳回我們公司作确認﹐确認無誤后﹐模具設計者才能正式備料下圖.。

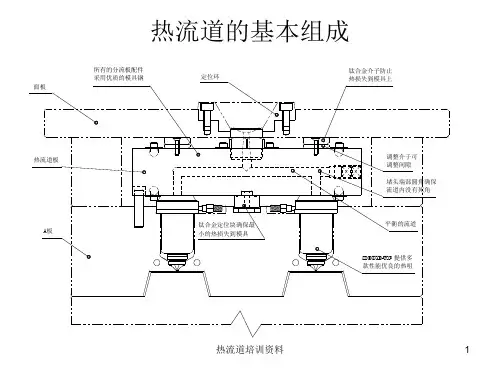
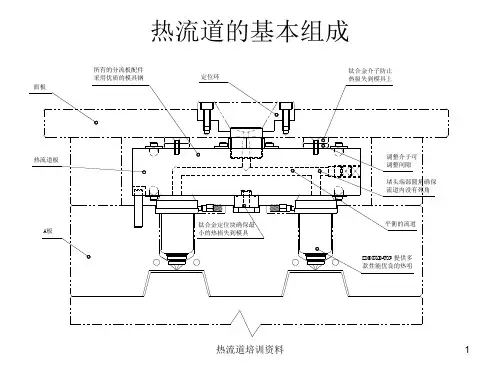
热流道知识点总结一、热流道系统的构成热流道系统是由热流道模块、加热系统、温控系统和控制系统组成的。
其中,热流道模块包括热流道板、喷嘴、热流道阀门等部件,它们的设计和制造质量直接影响着热流道系统的稳定性和成型品的质量。
加热系统负责为塑料液体提供所需的热量,保持热流道中塑料的流动状态。
温控系统用于实时监测和控制热流道系统中的温度,确保成型品的成型质量。
控制系统则负责控制整个热流道系统的工作,包括温度调节、喷嘴开关和塑料流量控制等。
二、热流道系统的优势相比传统的冷流道系统,热流道系统具有以下几个优势:1. 减少废品率热流道系统能够有效控制塑料的流动和冷却,减少成型品的熔接线和瘤状缺陷,从而降低废品率。
2. 提高生产效率由于热流道系统能够加快塑料的冷却速度,因此可以缩短注射周期,提高生产效率。
3. 节约原材料热流道系统可以更准确地控制塑料的流动路径和充填时间,减少了对原材料的浪费,节约了生产成本。
4. 改善成型品质量热流道系统能够减少成型品内部的应力和变形,提高了成型品的质量和表面光洁度。
5. 扩大设计自由度热流道系统可根据产品的设计要求灵活调整塑料的流动路径和充填方式,提高了产品的设计自由度。
三、在塑料成型中的应用热流道技术广泛应用于各类塑料成型品的生产中,包括工业产品、电子产品、汽车零部件等。
它在以下几个方面发挥了重要作用:1. 成型品结构复杂对于结构复杂的成型品,热流道系统能够更精确地控制塑料的流动路径,保证成型品的结构完整和一致性。
2. 薄壁成型热流道系统能够加速塑料的冷却速度,使得薄壁成型更容易实现,避免了因塑料冷却不均匀而产生的熔接线和卡痕等缺陷。
3. 高精度成型对于精度要求高的成型品,热流道系统能够保证成型品的尺寸精度和表面质量,提高了成型品的可靠性和一致性。
四、热流道系统的设计和调试1. 热流道系统的设计热流道系统的设计需要根据成型品的结构和要求进行合理的布局和尺寸确定。
设计时需要考虑塑料的流动路径、冷却时间、喷嘴的布置位置等因素,以保证成型品的质量和生产效率。