宝钢ABB 2600Kw电枢大修记录..
- 格式:doc
- 大小:68.00 KB
- 文档页数:9
600MW机组发电机检修记录卡设备名称:
专业主管:
设备检修负责人:
检修承包商:
神华陕西国华锦界能源有限公司
年月日
发电机大修试验记录数据
发电机定子测温元件检查页码:9/36
发电机定子测温元件检查页码:10/36
(五)发电机定子线圈水压试验记录页码:11/36
(六)发电机转子气密试验记录页码:12/36
(七)发电机冷却器水压试验记录页码:13/36
(十)发电机转子通风试验记录页码:15/36
发电机转子通风试验记录页码:18/36
发电机转子通风试验记录页码:19/36
发电机转子通风试验记录页码:20/36
记录人:日期:计算漏氢结果:。
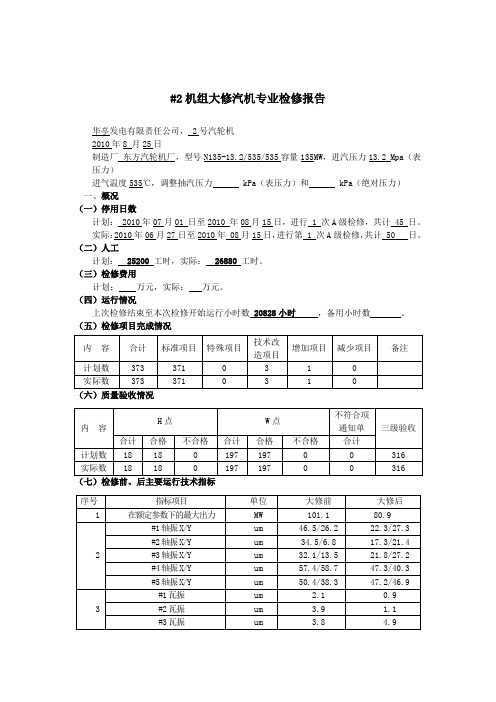
#2机组大修汽机专业检修报告华亭发电有限责任公司, 2号汽轮机2010年8 月25日制造厂东方汽轮机厂,型号N135-13.2/535/535容量135MW,进汽压力13.2 Mpa(表压力)进气温度535℃,调整抽汽压力 kPa(表压力)和 kPa(绝对压力)一、概况(一)停用日数计划: 2010年07月01 日至2010 年08月15日,进行 1 次A级检修,共计 45 日。
实际:2010年06月27日至2010年 08月15日,进行第 1 次A级检修,共计 50 日。
(二)人工计划: 25200 工时,实际: 26880 工时。
(三)检修费用计划:万元,实际:万元。
(四)运行情况上次检修结束至本次检修开始运行小时数 20828小时,备用小时数。
(五)检修项目完成情况(六)质量验收情况(七)检修前、后主要运行技术指标(八)检修工作评语本次#2机组大修,汽机本体调速部分由西北电建三公司承担,辅机管阀部分由力能达检修公司承担。
本此大修,无论从工程的前期准备,工程项目招标,组织施工等各方面都比较成功,达到了预期的效果和目的。
本次大修全体员工统一思想,听从安排,服从指挥,本着规范化大修,标准化大修及“应修必修,修必修好”的原则,把“安全”放在第一位,严格按照电力行业检修规程及检修作业指导书的要求,执行标准化检修工序、工艺,积极、主动、热情的配合,及时联系、协调,严格监督,加班加点,经过45个日夜的努力工作,按时圆满完成了大修项目中的各项任务。
经过各项金属检测、调试、试运转,冷态验收各项参数均已达到检修要求,符合大修质量标准。
机子启动一次成功,在检修工作中未发生一起人身安全事故,优质高效、圆满的完成了大修工作。
二、简要文字总结(一)、施工组织与安全情况。
为了搞好本次大修,我专业从今年元月份就开始编制大修文件包,通过本专业员工的共同努力,历时三个月,我们完成了本专业大修任务书、作业指导书、工序工艺卡、大修记录表格、三项措施、大修进度网络图、大修定制图、专项技改方案等的编制工作,为圆满完成大修工作做好了扎实的技术指导基础;三月份我们按照大修任务书,翻资料,查图纸,上报材料计划,保证了大修过程中的材料备品的完善;在大修过程中,我们按照既定组织措施,分工明确、责任到人。

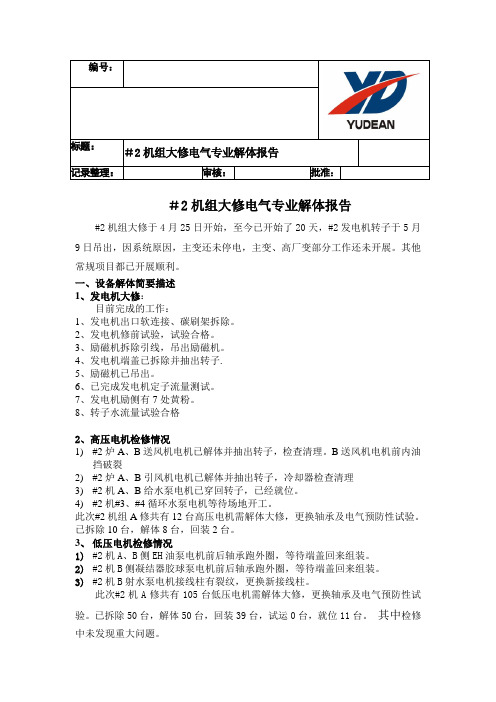
编号:标题:#2机组大修电气专业解体报告记录整理:审核:批准:#2机组大修电气专业解体报告#2机组大修于4月25日开始,至今已开始了20天,#2发电机转子于5月9日吊出,因系统原因,主变还未停电,主变、高厂变部分工作还未开展。
其他常规项目都已开展顺利。
一、设备解体简要描述1、发电机大修:目前完成的工作:1、发电机出口软连接、碳刷架拆除。
2、发电机修前试验,试验合格。
3、励磁机拆除引线,吊出励磁机。
4、发电机端盖已拆除并抽出转子.5、励磁机已吊出。
6、已完成发电机定子流量测试。
7、发电机励侧有7处黄粉。
8、转子水流量试验合格2、高压电机检修情况1)#2炉A、B送风机电机已解体并抽出转子,检查清理。
B送风机电机前内油挡破裂2)#2炉A、B引风机电机已解体并抽出转子,冷却器检查清理3)#2机A、B给水泵电机已穿回转子,已经就位。
4)#2机#3、#4循环水泵电机等待场地开工。
此次#2机组A修共有12台高压电机需解体大修,更换轴承及电气预防性试验。
已拆除10台,解体8台,回装2台。
3、低压电机检修情况1)#2机A、B侧EH油泵电机前后轴承跑外圈,等待端盖回来组装。
2)#2机B侧凝结器胶球泵电机前后轴承跑外圈,等待端盖回来组装。
3)#2机B射水泵电机接线柱有裂纹,更换新接线柱。
此次#2机A修共有105台低压电机需解体大修,更换轴承及电气预防性试验。
已拆除50台,解体50台,回装39台,试运0台,就位11台。
其中检修中未发现重大问题。
4、35KV、6KV配电系统检修情况1)6KV工作IIb段母线及开关清洁检查,一次螺丝螺栓紧固,二次端子紧固。
开关机械特性、耐压试验。
母线耐压试验。
测量储能电机、分闸线圈、合闸线圈直阻,测量二次回路绝缘。
综合保护装置、继电器、仪表校验已完成。
2)35KV工作II段出线302开关及母线检修、电气预防性试验已完成。
3)6KV工作IIa段辅机负荷开关综合保护装置、继电器校验已完成。
4)35KV工作I一段出线300开关及母线检修、电气预防性试验正在进行中。

真好老轨!钻研仨月就为这个老毛病(ME-C)罗璋建海机务之家2020-05-29 14:58点击上方蓝字,关注我们初夏,感恩遇见0前言:MAN B&W6S50ME-C8 主机设置了 3 台机带液压油泵和两台电动液压油泵,保证在动力油供应方面有一定的冗余量!动力油系统中各类液压执行元件和相关阀件在主机长期运行后总会有一定量的磨损,从而导致主机动力油的内漏。
导致主机运行过程中相关报警的频繁发生甚至因为液压油压力过低而自动停车的故障:•比如机带泵斜盘角度过大而偏离设定值报警;•极低港速下机带泵供油不足需要电动泵的伴行运转;•停车马上再启动主机时动力油压不足报警甚至影响主机正常启动;•备车时一台电动液压泵满足不了动力油压而需要 2 台电动液压泵同时运行等等故障现象!机动用车过程中频繁报警导致机舱值班人员忙于复位及应急处置,如果驾驶台主机面板警报导致引水员的关注则会带来投诉甚至取消进港及PSC 检查的高度风险!本文以XX轮为例,分享对于液压动力油系统压力的分析处理过程经验。
该轮主机的动力油系统根据维修记录,自2013 年起就已经存在液压系统油压低的故障(交船不到 2 年),厂家服务工程师先后登轮做了过两次检查,都认为是系统内漏; 2016 年厂修时也全面检查过,但是都没有能找出内漏所在,因此也不能从根本上解决问题。
2018 年6 月份,笔者首次接任该轮轮机长后,对该主机液压系统压力低的情况进行重点观察,经过近三个月的观察与相关阀件的拆检、更换相关的部件后的结果比较与分析,困扰多年的问题终于得到基本的解决!一、故障现象以及分析处理据交班轮机长介绍:本轮主机在备车时单台电动油泵的压力不能满足机动用车要求,须启用二台;之前停车状态单台泵压力可以调节到正常压力值220bar 左右,但是用车后压力迅速下降并导致停车。
接班离港机动用车过程中观察及后续各港进行检查分析处理情况如下:1.故障表象20180609 日上午备车开航离上海港对主机动力油系统工况观察如下:备车使用两台电动液压泵,此时动力油压力为218bar(图1)主机启动运行后;加速到 slow 即 45rpm 时,两台电动液压泵延时停止,此时三台机带泵斜盘开度分别为 50% 97% 97%;加速到 half 即54rpm 时机带泵斜盘开度为 48%,88%,88%(正常情况下斜盘开度约为 50% 62% 62%左右);加速到 full 即 90rpm 时机带泵斜盘开度为50%,75%,75%(正常情况下斜盘开度约为50% 63%63%左右);降速到 slow 即 45rpm 时机带泵斜盘开度为 50% 97% 97%(正常情况下斜盘开度约为 50% 64%64%左右)。
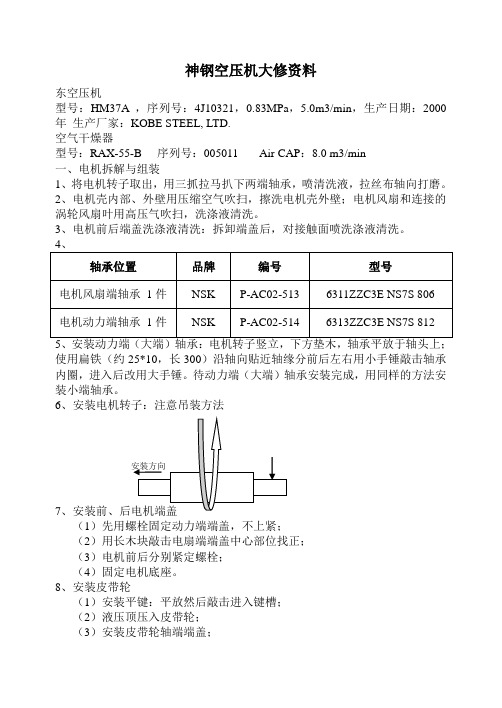
神钢空压机大修资料东空压机型号:HM37A ,序列号:4J10321,0.83MPa,5.0m3/min,生产日期:2000年生产厂家:KOBE STEEL, LTD.空气干燥器型号:RAX-55-B 序列号:005011 Air CAP:8.0 m3/min一、电机拆解与组装1、将电机转子取出,用三抓拉马扒下两端轴承,喷清洗液,拉丝布轴向打磨。
2、电机壳内部、外壁用压缩空气吹扫,擦洗电机壳外壁;电机风扇和连接的涡轮风扇叶用高压气吹扫,洗涤液清洗。
3、电机前后端盖洗涤液清洗:拆卸端盖后,对接触面喷洗涤液清洗。
使用扁铁(约25*10,长300)沿轴向贴近轴缘分前后左右用小手锤敲击轴承内圈,进入后改用大手锤。
待动力端(大端)轴承安装完成,用同样的方法安装小端轴承。
6、安装电机转子:注意吊装方法7(1)先用螺栓固定动力端端盖,不上紧;(2)用长木块敲击电扇端端盖中心部位找正;(3)电机前后分别紧定螺栓;(4)固定电机底座。
8、安装皮带轮(1)安装平键:平放然后敲击进入键槽;(2)液压顶压入皮带轮;(3)安装皮带轮轴端端盖;(4)安装固定电机外机架,机头固定架。
二、机头的拆解和组装(1)拆卸机头前端两个端盖:机头竖立放置,下垫方木;(2)然后将机头平放,在动力端用三抓拉马扒下皮带轮,拆卸轴承盖8条内六角螺栓(均匀拆卸),取下O 型圈;(3)用前一步拆下的内六角螺栓旋入顶丝孔,卸下中间端盖,取下其上的两个O 型圈,然后取出轴上的组合式机封,然后用卡簧钳取出卡簧; (4)拆卸泵体前后部分中间的内六角螺栓,使用液压顶分开机头前后部分,取下结合面得O 型圈;(5(6)取出前端轴承如图所示放置,公螺杆前端三个轴承为7308BR KOYO,母螺杆前段两个轴承为7307B-6 KOYO 。
可以通过冲击轴承孔完好拆卸轴承。
(7)取出动力端(后端)轴承 如图所示放置,公螺杆动力端一个轴承为2311E NSK,母螺杆动力端一个轴承为RNA5907 NSK 。
零部件更换及大修记录品味人生1、不管鸟的翅膀多么完美,如果不凭借空气,鸟就永远飞不到高空。
想象力是翅膀,客观实际是空气,只有两方面紧密结合,才能取得显着成绩。
2、想停下来深情地沉湎一番,怎奈行驶的船却没有铁锚;想回过头去重温旧梦,怎奈身后早已没有了归途。
因为时间的钟摆一刻也不曾停顿过,所以生命便赋予我们将在汹涌的大潮之中不停地颠簸。
3、真正痛苦的人,却在笑脸的背后,流着别人无法知道的眼泪,生活中我们笑得比谁都开心,可是当所有的人潮散去的时候,我们比谁都落寂。
4、温暖是飘飘洒洒的春雨;温暖是写在脸上的笑影;温暖是义无反顾的响应;温暖是一丝不苟的配合。
5、幸福,是一种人生的感悟,一种个人的体验。
也许,幸福是你风尘仆仆走进家门时亲切的笑脸;也许,幸福是你卧病床上百无聊赖时温馨的问候;也许,幸福是你屡遭挫折心灰意冷时劝慰的话语;也许,幸福是你历经艰辛获得成功时赞赏的掌声。
关键的是,你要有一副热爱生活的心肠,要有一个积极奋进的目标,要有一种矢志不渝的追求。
这样,你才能感受到幸福。
6、母爱是迷惘时苦口婆心的规劝;母爱是远行时一声殷切的叮咛;母爱是孤苦无助时慈祥的微笑。
7、淡淡素笺,浓浓墨韵,典雅的文字,浸染尘世情怀;悠悠岁月,袅袅茶香,别致的杯盏,盛满诗样芳华;云淡风轻,捧茗品文,灵动的音符,吟唱温馨暖语;春花秋月,红尘阡陌,放飞的思绪,漫过四季如歌。
读一段美文,品一盏香茗,听一曲琴音,拾一抹心情。
8、尘缘飞花,人去楼空,梦里花落为谁痛?顾眸流盼,几许痴缠。
把自己揉入了轮回里,忆起,在曾相逢的梦里;别离,在泪眼迷朦的花落间;心碎,在指尖的苍白中;淡落,在亘古的残梦中。
在夜莺凄凉的叹息里,让片片细腻的柔情,哽咽失语在暗夜的诗句里。
9、用不朽的“人”字支撑起来的美好风景,既有“虽体解吾犹未变兮”的执着吟哦,也有“我辈岂是蓬蒿人”的跌宕胸怀;既有“我以我血荐轩辕”的崇高追求,也有“敢教日月换新天”的豪放气魄。
33 我是一只蜜蜂,在祖国的花园里,飞来飞去,不知疲倦地为祖国酿制甘甜的蜂蜜;我是一只紫燕,在祖国的蓝天上,穿越千家万户,向祖国向人民报告春的信息;我是一滴雨点,在祖国的原野上,从天而降,滋润干渴的禾苗;我是一株青松,在祖国的边疆,傲然屹立,显示出庄严的身姿。
煤气发电机(TRT)检修记录8月8日下午5#TRT励磁机扫膛,线圈全毁掉。
下午电气人员拆线,钳工拆励磁机壳。
原计划用顶丝把励磁机轴顶出来,后来顶丝被拧断。
8月9日上午,做专用顶板,用千斤顶把励磁机段轴顶出来,装箱,运往上海。
8月9日下午,拆卸盘车机构大盖,取下并检查推力盘和推力瓦磨损情况,结果发现,主推瓦略有磨损,推力盘配合面有凹槽。
副推力瓦也有磨痕。
拆卸进气侧轴承箱上盖、前轴承。
同时把透平机大盖螺母全都拆下,为10日接大盖做好准备。
注意:在松开透平机转子与发电机转子联轴器销子的时候,要注意将拆卸下来的销子按顺序做好标识。
需要准备的备件为:静叶缸与液压缸连接板的连接销静叶轴承密封圈(46----38)静叶轴承(46-----28)碳封8月10日上午,拆卸透平机上端放散管,揭透平机大盖。
拆卸上下调节缸连接销,并把上缸吊下;拆卸上下静叶承缸连接销,并把上缸吊下。
在吊转子前,对前后汽封间隙测量,并做好记录。
下午吊转子,我们拆卸上静叶承缸的静叶(用专用工具),拆卸静叶前要用手搬动静叶,看静叶是否活动自如;在拆卸静叶的时候一定要把静叶和曲柄及石墨轴承的顺序记好了,防止装时发生混乱。
拆卸完静叶后,查看用砂纸把静叶的转轴及其它配合面打磨干净。
吊转子前首先把前后碳封拆下,在拆卸碳封环时发现进气侧碳封已经严重磨损,且没有备件,因此我们决定在安装时将现有的排气侧的碳封。
碳封保存时,同一圈的碳封应放到一起,并标明位置。
8月11日上午,用专用胎具把下静叶缸顶出来,并拆卸下调节缸与手枪板的连接销及连接螺栓;拆卸下静叶8月12日上午清理下静叶,下无回装下静叶,回装时根据拆卸前做好的标记,按顺序安装静叶,将下静叶的密封圈全部更换。
(下缸更换了3个静叶轴承)8月13日,将下静叶缸的所有曲柄安装好,并把连接螺栓紧固,用静叶保险丝把静叶轴承的螺栓穿到一起。
下午清理下静叶缸与下气缸的结合面,清理下调节缸的配合表面。
回装下调节缸、下静叶承缸,结果由于静叶缸发生了变形,所以没有和调节缸完全重合,还需要做专用工具将下静叶缸压入下调节缸。
宝钢ABB 2600Kw 直流电枢大修方案说明:本机是上海宝山钢铁公司无缝钢管厂从ABB公司购买的直流电机。
绕组结构为异槽式单迭绕组,加全额的家中及丙种均压线(从电枢线圈尾部接出到前端升高片,穿越铁芯支架幅板)本机电枢绕组大修是本人2003年7月到上海市一电机维修中心任副总工程师时时承接的项目。
由我制订电枢绕组大修的技术方案,并拿去投标。
电机进厂后由我做的分解记录。
以后我又从黑龙江北安山口水电厂承接了一台SF13-28/5500 13000Kw的水轮发电机定子绕组大修项目,从现场勘查、铁芯修理、线圈设计与制造、现场嵌线到完成整机大修都是我一手操办。
这台直流电机的电枢大修就交别人完成。
宝钢无缝钢管厂ABB 2600Kw 直流电动机电枢绕组大修投标技术方案说明:由于没有电枢图纸和详细资料. 很多细节还不清楚.•包钢也没有 ABB的大型直流电机. 只有 ABB和西门子及GE的大型交交变频同步机和意大利的中型直流电机. 大型直流电机我修过的虽然不少, 而且也都很大, 但是都是苏联和国产的. 因此对 ABB的这种电机的结构还不清楚.我只能就一般经验写一个修理方案. 不一定能完全适合. 仅供参考.待电机进厂时在根据实际情况作出实事求是的修改。
一.铭牌型号 GY900H 功率 2600Kw 转速 230/400 r.p.m电枢电压 840V 电枢电流 3240A 绝缘等级 F级励磁电压 220V 励磁电流 3240A 工作制 S1防护方式 IP44 冷却方式安装方式出厂时间出厂编号 ABB公司电机厂出品二.关于电机结构的推想根据已知2600Kw和1000转来看, 应该属于大型高速直流电动机. 电枢绕组为对称双迭双闭路绕组. 此种绕组应该加全额的甲种均压线 (连接重路内的等位点).和全额丙种均压线 (连接位于两重路间的等位点).这样被电刷短路的回路只有元件匝数的一半. 使换向性能大为改善. 用于换向困难的大容量宽调速范围的高速电动机.注:后来呢从电枢绕组分解看,与原推想一致。
这种电机一般其甲种均压线是采用渐开线式均压线.•即从升高片上分出前后两根均压线, 向两边走, 接到两个等位点上. 升高片均压线合一.在升高片与渐开线之间应该有一个焊接点.•如我以前大修过的苏联4200Kw电枢就是这种结构. 见到苏联电力工厂的其他电机如8100Kw和5350Kw也都是这种结构. 也可以把甲种均压线布置在尾部. 我修理过的苏联2900Kw直流电机就是如此. 由于U>1,必定是异槽式迭绕组. 做成半线圈.•在尾部连接. 甲种均压线也可以布置在这里. 但不只本机的甲种均压线是怎样布置崐的.丙种均压线是穿过电枢铁心的. 要固定在电枢铁心的幅板上. 要更换它就要全部拆下电枢线圈, 甚至要取下换向器.电枢线圈在槽内的固定一般用槽楔. 但是为了改善换向, 有的电机也取消槽楔, 在直线部分也绑扎无纬带. 以减小槽高来降低电抗电势.换向器在大型电机上一般用 V形云母环卡紧的拱形换向器. 高速电机也用梆环式. 前者可以整体拆下, 也可以只把预先用专用卡具卡紧的铜排单独拆下. 后者则只能整体拆下.传真所述悬挂式换向器, 我理解是否就是大型电枢常用的那种, 即在铁心幅板上焊出一个悬臂式法兰.(或在轴上套装一个碟式法兰).在换向器的后压圈上车出一个凹止口, 把换向器用螺丝把紧固定在法兰上.再有原来电机是怎麽烧坏的我也不清楚. 考虑到 ABB电机的绝缘做得很薄, 绝缘的裕度比较小. 特别是国内的电机厂若用 ABB的设计所做的电机的绝缘可靠性就更难保证. 为了保证修理质量.•我认为应该整体大修.全部更换电枢线圈及均压线. 而且要考虑加强绝缘的问题.基于以上考虑我做了一个电枢大修的方案.三. 修理准备工作1.准备一个能承重18吨以上的电枢支承架. 其底板可用工字钢焊成. 以便把两个支承座连在一起, 以策安全. 两个支承座可用钢板焊成.•并加装滚轮. 把电枢的非轴承档部份的轴颈架在滚轮上. 使电枢能在架子上自由转动. 便于工作时自由转动电枢. 也可以进行滚浸. 最好能加装动力装置以便浸漆后进行旋转烘焙.2.制作一个两开式, 并带吊耳的卡箍. 以便把换向器整体卡住吊下. 若认为换向器不太重. 也可以用尼龙绳锁紧吊下.3.若需要把铜排整体卡紧, 解开 V形环, 把铜排拆下. 则需要做一个紧圈式的卡具. 内圈的瓦块用外圈上的螺丝拧紧.四. 电枢绕组的分解1.记录电机铭牌的各项数据. 作为修理试验的依据2.记录电枢铁心的尺寸和换向器的尺寸.3.记录电枢槽数和每槽片数. 以算出换向片数.4.记录线圈前后端部的长度.5.记录绑扎的无纬带和槽楔是否高出铁心.6.打线圈上所绑扎的无纬带.(可斜着锯开, 但要不损伤线圈-•若需要用旧线圈时)7.加热电枢, 把槽楔打下(若有槽楔的话). 记录槽楔的尺寸和断面的形状. 以便新加工的槽楔与铁心槽的配合紧密. 合适的槽楔是在没有线圈时用小锤能打进去. 松和过紧都不好.8.烫开电枢引线与升高片的连接和尾部的线圈并头套. 注意焊接方式.(加套的软钎焊或硬钎焊),或平板搭接的中频焊或电阻焊. 并作记录.9.加热电枢, 抬出旧线圈. 应记录:9. 1.线圈形式和各个节距. 包括Y1, Y2, YK和槽节距.9. 2.均压线的节距和均压线与线圈的连接.以上节距及连接虽然按照绕组理论都可以计算出来. 但是作为施工人应该养成分解记录的习惯.9. 3. 线圈槽内部份与上升高片的引线头的相对关系.(这里若搞错,•将影响刷位. 若差多了可能造成刷位调节不变. 可在铁心槽和对应的换向器片上打记号.)9. 4. 根据以上的数据画出电枢绕组展开图.9. 5. 若准备用旧线圈则要依线圈拆下的顺序打号. 以免将来有的引线头不够长.但是,为了保证修理质量,建议全部更换成新线圈。
并使用最好的电磁线与绝缘材料。
五. 电枢线圈尺寸的测量和绝缘结构的认定1.认定线圈直线部份与端线部份是等截面还是变截面.2.建议用新导线, 新制线圈。
若客户坚持用旧线圈整形后更换绝缘。
不好。
.3.测量线圈直线部分截面尺寸. 注意旧线圈有可能涨起来.•决定新线圈尺寸时要参考槽型尺寸.4.测量线圈各部份尺寸. 包括线圈总长、直线长、各斜边长、引线长和转角园弧半径. 以画出线圈图.5.扒掉主绝缘. 记录绝缘结构种类和层数.6.测量直线部分扒掉主绝缘后导线合在一起的截面尺寸.7.测量每根导线的绝缘后的尺寸. 扒掉导线绝缘, 确定导线绝缘结构和裸铜扁线的尺寸.六. 拆下换向器, 并进行清理和试验由于电枢线圈已全部拆出, 若不拆下换向器能够完成均压线的拆换工作, 则不必把换向器拆下. 否则按以下要求拆下换向器.1.松开换向器紧固螺丝以前, 要对它与其支架法兰的相对关系作清淅准确的记号.2.换向器片间沟内清理干净.(以免上了卡具以后在试验片间时此处有污物放电打火)3.把换向器表面在平衡位置垫上绝缘纸板, 并装上吊装卡箍. 把换向器卡紧. 若认为换向器不太重. 也可以用尼龙绳锁紧吊下.3.松开换向器在支架法兰上的紧固螺丝. 拆下换向器.4.把换向器翻转90度.•以升高片向上平放于工作台面上以便进行清理和检查试验.5.换向器升高片与线圈引线头的连接若是有套用软钎焊, 则要清理干净后重新搪锡. 若是硬钎焊或平板搭接中频焊则要把与线圈引线的接触面锉平锉光.6.把换向器吹风清理, 并用酒精擦干净后, 进行片间绝缘和对地绝缘试验.片间先用36V 试灯对片间 2秒钟, 检查短路.(先用36V,表面有污物可以烧开, 以免直接用220V对片间时, 片间的污物一下子烧死).灯不亮为通过. 再用220V试灯对一遍. 如有短路则要检查清理. 若最后判断短路点在 V形环内时. 则要上紧圈卡具把紧固的铜排拆下. 清理短路的地方.电机在运行时片间电压只有一二十伏. 但是在更换电枢线圈以后必须能承受住220V的片间电压试验.7.换向器对地绝缘检查用1000V 摇表, 绝缘电阻应大于1000兆欧.对地耐压. 按(2.5*Un+1700)*85%8. V形环表面的涂封若不好, 则应在清理换向器时扒掉, 把此处清理干净再试验. 试验通过后再重新涂封.9.升高片表面所包的玻璃丝带应扒掉重新包 (0.10*25•玻璃丝带半迭包一层)七. 均压线尺寸的测量和绝缘结构的认定与电枢线圈的做法相同.八. 电枢线圈的制作1.线圈导线绝缘ABB可能用聚酰亚胺薄膜绕包线或聚酰亚胺 (或聚酯亚胺与聚胺酰亚胺复合) 漆包扁线.但是漆包扁线绝缘可靠性不好. 单独的薄膜绕包线也不太好.为了提高匝间绝缘的可靠性可以用SBMYFB-25/180 •单玻璃丝包线聚酰亚胺—氟树脂复合薄膜绕包烧结线(JB/6757-1993)代替聚酰亚胺薄膜绕包线. 若尺寸方面有裕度, 可以把聚酰亚胺复合薄膜2/3迭包. 导线绝缘厚度0.40mm. 比同样绝缘厚度的普通聚酰亚胺薄膜绕包线的击穿电压高出一倍还多. 若原来是用漆包扁线, 则应改聚酰亚胺--氟46复合薄膜绕包烧结线(标准JB6757)代替漆包扁铜线. 不加玻璃丝。
具体都要根据槽内尺寸与绝缘等级来决定.为了使线圈的导线间能粘合在一起. 可以在做导线时在导线外部涂一层自粘性漆 (铁锚204胶)2.线圈成型按照原来线圈形状制造新线圈. 若觉得原线圈形状不合适, 可以上计算机重新进行线圈形状设计计算. 我有计算程序. 是根据上海电器科学研究所的计算公式自编的计算机程序.3.引线头要在线圈成型以后就弯曲好原来导线的绝缘要带进引线头的直线部分5-10mm.引线头要加包0.06*25 无碱玻璃丝带. 进斜边30mm. 引线头处只要留出2mm的焊接位置就可以了. 露铜不能过长.4.线圈主绝缘F级绝缘: 用0.14*25 云446-1 聚酰亚胺薄膜复合粉云母带, 直线部分半迭包 2-3层. 端部 1-2层. 也依具体尺寸来定.H级绝缘: 用0.06*25 P6250 聚酰亚胺薄膜上胶粘带. 直线部分半迭包 3层. 端部 2层.我估计 ABB的绝缘比较薄, 可能只能用聚酰亚胺薄膜上胶粘带.保护布带0.10*25 无碱玻璃丝带. 直线平包, 端部半迭包一层.线圈直线部份要模压定型成一体.5.如果是变截面线圈, 用旧线. 各个元件上包0.06*26 P6250 聚酰亚胺薄膜上胶粘带.6.电枢线圈的试验匝间试验. 线圈各元件之间可以直接耐压. 以前规定用220V试灯.•我厂现在做交流耐压1000V.主绝缘对地交流耐压. 直线部分包锡箔或薄铜皮. 耐压2.5Un+2500V.九. 均压线要全部更换.导线绝缘的选择和工艺, 原则上与电枢线圈相同.十. 清理铁心与绕组支架的旧绝缘. 并包扎绕组支架绝缘.1.铁心槽内的旧绝缘一定要清理干净. 并且要认真检查有无毛刺. 特别是槽口一定要处理光滑, 以利于嵌线.2.槽绝缘用0.20-0.25mmNHN 即美国杜邦公司的芳香族聚酰胺纤维纸(其商业名称为Nomex纸,代号N)与聚酰亚胺薄膜(代号H)复合。