整形翻边模
- 格式:doc
- 大小:684.50 KB
- 文档页数:27





模具技术要求一.模具材料及热处理要求1.拉延、成形类模具●外板件拉延序凸模、凹模及压边圈使用GGG70L铸铁,淬火硬度HRC50—55;内板件凸模、凹摸及压边圈使用MoCr铸铁,淬火硬度HRC50-55。
特殊情况下须渗氮或TD处理(模具图纸会签时确认)。
●变形剧烈及高强度钢板(抗拉强度≥350MPa)的制件应采用整体镶Cr12MoV;淬火硬度要达到HRC58—62。
●基体采用HT300。
采用键槽与螺栓链接。
●GGG70L铸件厂:天津虹岗或长城精工或经甲方认可的同等铸造品质铸造厂。
2。
冲裁类模具●普通板料零件料厚小于或等于1。
2mm的刃口镶块可采用空冷钢(7CrSiMnMoV 或ICD-5),淬火硬度HRC55-60;料厚大于1.2mm的采用Cr12MoV材料,淬火硬度为HRC58~62。
料厚大于等于1。
4mm的镶块采用波浪刃口。
●高强度板的制件采用Cr12MoV材料,淬火硬度为HRC58~62。
●所有凹模镶块、废料刀均采用背托,凹模采用镶块结构,凸模可采用整体结构。
●模具基体采用HT300.3.翻边、整形类模具●中大型模具凹模镶块原则上应采用侧面固定式以便于调整;小型模具可采用整体式结构,料厚大于1.4mm的凹模采用镶块式。
●零件料厚小于或等于1.2mm,材料可选用MoCr/7CrSiMnMoV;零件料厚大于1.2mm 的采用Cr12MoV或与之相当的材料(应取得甲方工艺认可,具体以会签为准)。
●普通板料的制件凸模可采用合金铸铁,表面淬火硬度不低于HRC50;高强度板的制件采用Cr12MoV材料,淬火硬度为HRC58-62;如采用分体或镶块式基座(底板)可采用HT300的材料。
●对于部分易拉毛部位,必要时需进行TD处理.4.压料(退料)顶出器可采用铸造结构,但应根据其强度要求,决定用铸铁或球铁或铸钢材料(工艺会签时,甲方根据具体结构决定)。
5.其它部件材质及热处理按国家标准执行.二.模具结构及技术要求1.模具结构1。
汽车门柱连接件翻边整形模具设计摘要本说明书在所要加工零件的基础上,经过仔细的论证和计算,完成了本次毕业设计题目的相关内容。
由于此次加工零件的加工工艺复杂,所以不能用一套模具来完成零件的加工,要单独设计两套模具,一套落料冲孔模、一套翻边成型模。
由于模具尺寸较大且不对称,模具的模座和冲头等不是标准件,要另行设计。
在模具设计过程中,主要进行了上下模座的设计,上下垫板的设计,落料和冲孔部分的设计,刃口尺寸的设计及计算,翻边部分的设计及计算,冲裁力的计算,翻边力的计算,压力机的选择,相关标准件的选择,考虑加工的工艺性等。
因被加工的零件窄且长,成形、翻边时不易定位,可能使翻边高度不均匀,在模具设计完成后根据实际加工情况,重新调整板料的尺寸和外形才可以正常加工。
在模具设计过程中,运用CAD技术进行模具结构设计和零件图纸的绘制。
考虑模具整体制造难度较大且整体重量较大,整副模具将增加制造和安装的难度,经过经验及相关计算,可以使用组合分体模具完成该模具的全部制造。
关键字:模具、落料冲孔、翻边成型、标准件。
Automotive Connectors post mold design plastic flangeAbstractThis instruction booklet in must process the components in the foundation, after careful proof and computation, has completed this graduation project topic related content. Because this processing components craft is complex, so we can not use a die to complete the processing of this parts, must alone design two sets of dies, a cutting punched hole die, a upsiding down edges die. Because the mold size is big also is asymmetrical, the die base and punch is not a standard hardware, must separate design. In die design process, mainly process project on the punch set, die set, punch pad, die pad, pierce, forming , tool point design and size calculation, upsiding down edgesof the design and calculation, stamping power calculation, upsiding down edges power calculation, hydraulic machine select, Related standards of standard parts atc. Because the components processes is been narrow also is long, bending and upsiding down edges not positioning, In die design based on the actual completion of the processing, readjusts the sheet size and the contour only then may process normally. In die design process, exertion CAD structural design and layout for the parts drawings. Consider a molding tool a whole manufacturing a difficulty bigger and whole weight to compare greatly, the whole molding tool difficulty of increment manufacturing and fixing, through experience and the related calculation, can use a discrete molding tool of combination to complete all manufacturings of this mold tool.Keyword:die, punched hole, upsiding down edges, standard parts目录引言 (1)第1章设计任务书 (2)第2章确定工艺方案 (3)第3章相关计算 (4)3.1内孔翻边的工艺计算 (4)3.1.1翻边件的口部壁厚 (5)3.1.2翻边力P和翻边功A (5)3.1.3翻边间隙和凸、凹模尺寸 (5)3.2内凹外缘翻边的计算 (6)3.3翻边凹模刃部的入模量 (7)第4章初步选定压力机 (9)4.1压力机类型的选择 (9)4.2压力机规格的选择 (9)第5章模具安装 (11)第6章翻边模具主要零件的结构设计与加工工艺 (12)6.1模具材料的选用 (12)6.2模具的总体设计 (12)6.3工作零件的结构设计 (12)6.4 模架、模柄的选择 (14)6.5螺钉的选择 (14)第7章成形模具凸凹模的数控加工工艺分析 (15)7.1 产品分析 (15)7.2 成型零件结构与分析 (15)7.3 工艺分析 (15)7.3.1工艺基准选择 (16)7.3.2装夹方式的选择 (16)7.3.3加工顺序安排 (16)7.4 基于MaterCAM的数控加工工艺过程 (17)7.5 分析与小结 (17)第8章选定设备 (19)总结 (20)参考文献 (22)引言模具是用以限定生产对象的形状和尺寸的装置。
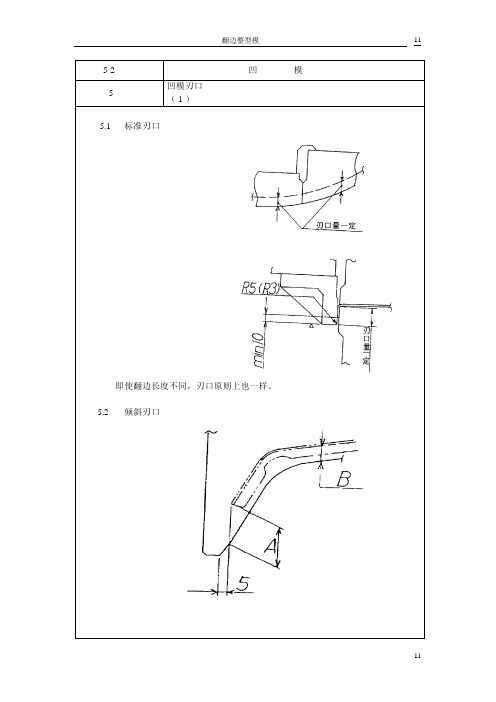
1.1. 整形翻边时2.翻边整形模刃口的种类及使用2.1.刃口的种类及淬火方法钢材类型:火焰淬火——锻打ICD5;整体淬火——Cr12、Cr12MoV 分块类型:铸钢——ICD5;铸铁——FC25、FC30、GM241、FCD55 整体类型:铸铁——FC30、GM241、FCD552.2.采用规定2.3.翻边凹模设计2.4.翻边凹模标准形式2.4.1.铸造镶块形式B≥1.5*AA>60mm时设加强筋,凹模圆角需标注于模具图上。
2.4.2.钢材镶块形式一般B≥1.5*A。
A不小于40mm。
C及凹模R一定要在图纸中指出。
2.4.3.铸块+镶块形式B≥1.5*A。
凹模R一定要在图纸中指出。
螺孔不应透出有效型面。
标准刃口(即使翻边高度不同,刃口原则上也一样)倾斜刃口 A>B2.4.5.镶块及铸造镶块凹模的大小尺寸为了易于搬运及研合,单个镶块质量应小于30kg。
铸造镶块长度L≤450mm,锻造镶块L≤300mm。
2.4.6.凹模反侧反侧的设置标准:在压弯翻边中,受到很大的力时加反侧。
翻边(压弯)凹模除螺钉销钉固定外,还要设键。
翻边(压弯)凹模除螺钉销钉固定外,采用挡墙结构。
翻边(压弯)凹模除螺钉销钉固定外,采用直接反侧块。
2.5.凹模的分块2.5.1.凹模的分块分别取决于凹模形状、重量、长度及钳工配间隙工艺,具体如下述:为了制造容易,在平面上的直线部分块,在θº及R小时在R之切点以外的附近分块。
(以使钳工修角容易)翻边棱线为曲线时,原则上要在法线方向分块,但亦允许与切线成min70º,max110º的夹角分块。
凹模端头为尖角时,沿产品终止点加出a尺寸,改成图式形状。
A值(钢min15mm;铸铁min25mm)在断面形状上的镶块分块应避免出现特别的大的锐角。
A)翻边线倾斜30º以下时:B)翻边线倾斜30º以上时:凹模镶块必须有挡墙或止退键。
卸压件器需先卸凹模时,应在凹模上涂红漆,并在图上加以指示。
整形模设计方法一、工法画图之前我们先接触的是工法,在看工法的时候我们要先看清楚这一工序要做的具体的内容,还有整形的目的(如:反弹整形、搭接面整形、OP10拉延整行)跟整形的范围。
二、整形翻边预压力的计算所谓预压力就是当刀块刚接触钣件时,压料板对整个钣件所产生的压力。
F=35*0.1*L*T (L→整形/翻边线长,T→料厚)三、行程的判定①反弹整形、搭接面整形的行程ST=30~40即可。
②翻边形成的判定。
如翻边的底部形状如图所示时,我们可以把翻边刀沿Z轴方向向成品方向移动,当移动至刚脱离成品时的那段距离为S1,则行程S≥S1+10MM,若翻边为支架类钣件时则S≥S1+30MM(30MM为刀块过整30MM,普通的只要过整10MM)。
当S取等于S1时则使用氮气弹簧或气垫顶杆。
③为了便于抽引或后工序的修边,引伸模会将成品抽出一部分,另一部分做一定的工艺处理,后工序会通过整形或翻边至成品,此类行程判断如下:A类当为以上图中三种情况之一时,行程S≥S1+10,若使用氮气弹簧或顶杆S 大于S1即可,通常大于的数值取5MM,行程S为整形过程中所需要的最大行程,一般为钣件料边最长造型最深处。
B类①S≥S1+10,若为氮气弹簧或顶杆时S大于S1即可,通常为5MM.②当S1≥S2时,则S≥S1+10;当S1<S2时,则S>S2+10;当为氮气弹簧或顶杆时,只需比相应的S1或S2大即可,通常去5MM。
综上所述无论钣件形状工艺如何变化,判断行程的最基本的原则是:整形刀块或翻边刀块在未接触到钣件前压料板必须压紧钣件.四、弹簧的选用与布置①弹簧的选用弹簧的选用是根据预压力和压料板行程来判定的.A︰当预压力不是太大,压板行程S<70MM时,通常可选用TL、TM、TH 弹簧.B︰当预压力很大,压板行程S<70MM时,通常可选用TM、TH、TB、MCH、MCB、 MCV或氮气弹簧.C︰当预压力不大,行程S>70MM时,可选用TL或MCH弹簧,但S≥100MM 时一般用氮气弹簧.D︰当预压力较大,行程S>70MM时,则用氮气弹簧或MCH、MCB、MCV弹簧,若S≥100MM时一般用氮气弹簧.E︰当为上整或上翻,所需的整形离力或翻边力又较大,机台有顶杆时,通常用顶杆替代弹簧压料.②弹簧个数的计算 N=F/(弹簧系数*预压行程) 〈当计算结果为小数时N加1〉氮气弹簧 N=F/预压力③弹簧的分布 a 折边整形时为避免整形折边时有带料的情况,弹簧尽可能的分布在靠近折边线或整形线的附近.五、折边整形刀的画法如图所示: 铸件类刀块的宽高比通常取1≤b:a≤2.但比值大于2时也是合理的,宽高比主要是强调刀块受力后的稳定性,当b:a越小时L会越短,刀块越不稳定,反之当b:a 越大时刀块越稳定,但过大会增加刀快的成本,没有必要,在绘图时折边线以粗实线表示,同时2D处要逃料10MM.整形刀块和整形模仁的画法如图所示:刀块的宽高与折边整形的宽高比相同在画平面图时整形的模仁只需沿成品的边界向外Offest 10MM,如图所示:当折边整形刀为钢块时整形刀的画法如下所示:六、折边顶料器的放置和画法折边顶料器的顶料部分尽可能采用标准件,其平面图上的顶料边界与折边线处平齐,其加工面的高度和折边行程依钣件的实际料边长度来确定,切勿随意,以避免增加钳工后序的工作量。
2)镶块
2.镶块部分台阶的分法
镶块凸模的分块与凹模
的分块线必须错开。
主要包括整形(凸点等)的加工,给冲压件施以很大的力时。
3)顶出器也不能让开时。
内侧紧固面积不够时
在凸模外缘固定。
凸模外缘处的紧固面积不够时
但是
应尽避免。
1)一体时2) 分块时
2.压弯时
2.实心式
镶块式(安装座、固定座)
10
凹模的端点为尖角时,
由要加一富裕量。
1.成形
2.铸件尺寸误差的吸收
3.防止危险
·翻边线的变化大,
形时,从2个方向成形。
时,在零件有刚性的部分分块,
剧变化的部分易于变凸,应避免。
11
即使翻边长度不同,刃口量原则上也一样。
2.
12
4.对凹模的强度有影响时。
13
14
S=A+α+β
S=顶出器行程
A=刃口量
α=10(富裕量)
β=加工前与冲压件的凹模镶块的干涉量
δ=A的刃口上加
2.注意事项
15
16
2.注意事项
17
简图
18
特别是在中央部,顶出器的
断面积明显变小时,应注意
SS材镶块用SC或FCD一体
压弯翻边时,(断面积小的部位的底面必须接触到底板)
顶出器底面少部分必须与底板接触
19
20
21
◆发动机罩外◆后盖门外板
◆前门外板◆后门外板
◆行李箱盖外板
22
2.汽缸式
翻边不垂直时,
使用这种形式。
23
24
因为冲压件会偏离,
托料块与形状吻合。
2.定位块
A式 B
一般使用A式,为使发动机外罩、门外板等送料方便,侧面的翻边退料板使用式。
另外,由形状决定位置的,不使用定位块。
25
26
后挡泥板的
顶出器的顶出力在翻边开始时为16ton以上,在结构允许的范围内使之变强。
顶出力工作表面比翻边线高100mm以上。
与全周整形同一工序时。