翻边整形模分模线标准[1]
- 格式:doc
- 大小:14.50 KB
- 文档页数:1

翻边成型模具装配与调试成型模具是用于拉深,修边之后,采用各种局部变化变形的方法,使其达到所要形状和尺寸要求的模具。
翻边模具是将制件上的孔边缘或外缘边缘翻成竖直边缘的模具,可分为空翻边模和边缘翻边模两种。
翻边主要用于制出与其他零件的装配和搭接部位,或者为了提高零件的强度而用来加工出特定的形状。
也可以作为控制破裂或折皱的手段。
翻边成型模具的导向一般采用导板导向,在装配中翻边整形镶块一般不制作销钉,在调试完成;翻边间隙合适后在制作销钉和淬火。
翻遍间隙一般应取材料的2/3或3/4比较合适.翻边镶块整形镶块的硬度应在50度以上,表面要求抛光处理。
翻孔翻边模具问题点和解决办法;1.翻边高低不齐的调整,翻边后若竖边高低不齐,主要有以下几点;○1检查上、下模的间隙是否均匀,若间隙不均匀,间隙小的部位在翻孔时易被挤压拉长。
而间隙大的部位则竖边比较短,这时必须研合模具调整间隙,使其间隙均匀。
○2检查下模圆角,若圆角半径大小不一致,则翻边高度参差不齐,必须重新调整下模圆角,使其下模圆角保持一致、均匀、合理。
2;边壁与平面不垂直的调整,制件在翻边时,若发现边壁翻边后与原平面不垂直产生歪斜,主要是由于上下模间隙过大,致使在翻边时,使材料失去自控而引起的。
这时要检查和检测上下模之间的间隙,调整使其均匀、合理。
同时还应检查制件材料是否太硬或回弹严重造成的。
3 ;翻边破裂产生裂纹的调整,若制件在翻边后,其翻成的竖边产生裂纹或破裂,则主要是由于上下模间隙太小或上下模翻边圆角半径太小和不均匀造成的。
为消除破裂和裂纹,除了要把上下模间隙和圆角放大调整均匀一致外,还要检查制件边缘是否毛刺太大,毛刺是产生破裂的一个重要因素。
4;翻边产生皱纹的调整,制件在翻边后,若在竖边发现有皱纹产生。
这主要是由于上下模间隙太大,在翻边时失稳而引起的。
这时必须要调整上下模具的间隙,使其变小。
同时也可以改进上下模翻边镶块的形状,将容易起皱的部位先翻边,让多余的材料向两边分散,以避开皱纹的产生。

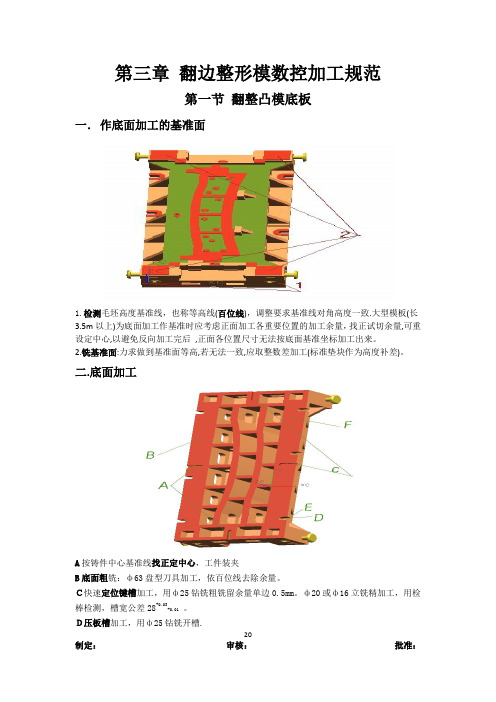
20 第三章 翻边整形模数控加工规范第一节 翻整凸模底板一. 作底面加工的基准面1.检测毛坯高度基准线,也称等高线(百位线),调整要求基准线对角高度一致.大型模板(长3.5m 以上)为底面加工作基准时应考虑正面加工各重要位置的加工余量,找正试切余量,可重设定中心,以避免反向加工完后 ,正面各位置尺寸无法按底面基准坐标加工出来。
2.铣基准面:力求做到基准面等高,若无法一致,应取整数差加工(标准垫块作为高度补差)。
二.底面加工A 按铸件中心基准线找正定中心,工件装夹B 底面粗铣:ф63盘型刀具加工,依百位线去除余量。
C快速定位键槽加工,用ф25钻铣粗铣留余量单边0.5mm 。
ф20或ф16立铣精加工,用检棒检测,槽宽公差28+0.03+0.01 。
D压板槽加工,用ф25钻铣开槽.E压板面加工:正面直头加工无干涉的待正面加工时用D63R8刀具加工,有干涉而直头无法加工的转侧铣头加工。
F松开工件压力点螺母,检查支撑点受力情况,作调整,用ф200精盘刀精加工底面,切深在0.2mm以内,要求平面精度在0.02mm以内。
小工件可适当施加压板压力和应用侧顶装置,避免工件移动。
注意事项:1.工件底面加沙,硬度不均等异常切削条件对刀具的影响。
局部问题可采用小刀具,如ф30钻铣消除异常面,可略低于实际加工面0.1mm。
2.底面精加工时支撑物必须均衡受力。
3.一次底面精加工若不能达到其精度,应考虑采用:①. 量表测出表面高度差数值,反向切深为前次高度差值加0.05mm加工。
②. 若出现局部偏差,可针对局部去除高度差值部分。
二.正面结构面加工工件装夹: 按底面定位键槽定中心,用快速定位键定位装夹工件.检查:检验XY平面上的重要加工部位的加工余量,可允许最大偏差5mm以内,如出现严重超差应考虑局部加垫,底面加工位置(快速定位键.压板槽等)重做等异常现象。
ABCDE.结构平面粗加工:选用φ63盘刀开粗。
留0.1-0.5mm余量待精加工。
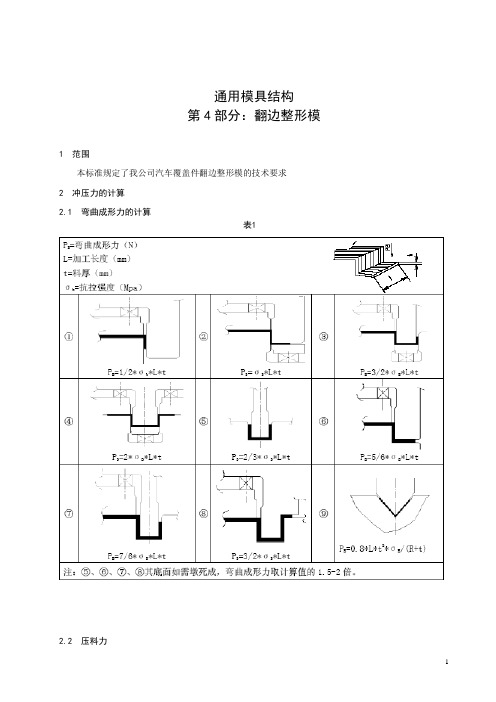
通用模具结构第4部分:翻边整形模1 范围本标准规定了我公司汽车覆盖件翻边整形模的技术要求2 冲压力的计算2.1 弯曲成形力的计算表12.2 压料力1压料力一般为压弯力的15%-30%2.2.1 P为冲压开始点的压料力外板:P=0.3P Z(N)内板:P=(0.15-0.2)P Z(N)2.2.2 弹簧等压力源尽量设在成形部位附近图12.2.3 视压料板形状确定是否兼负平衡作用,如存在平衡力的因素,压料力应大于计算压力。
2.2.4 上弹簧压料和下气垫压料同时使用时,主要考虑向下翻边时的上压料力。
2.2.5 内板件在成形时,如有向外拉料的可能时(如图2),应加大压料力,计算方法与外板相同。
图22.3 弯曲整形力的计算弯曲整形力P=F*qF:为整形部分的投影面积(mm )q:为整形所需的单位压力(MPa),见数据表2:表2材料材料厚度材料材料厚度<3 3-10 <3 3-1008-20号钢80-100 100-120 8TiL 120-150 150-180 20-35号钢100-120 120-150 10TiL 150-180 180-2103 工作行程23.1 ※※※※※※※※※※※※※※※※翻边行程※※※※※※※※※※※※※※※※※※※※※3.1.1 平面及断面形状为直线时,制件末端距凹模圆角R 切点3mm,如图33.1.2 翻边线为折曲线时,在冲压方向上保证翻边行程L不变。
图43.1.3 翻边凸缘宽度不等时,按照翻边宽度最宽处考虑,压入深度沿冲压方向同时开始翻边。
图53.1.4 折弯线和翻边在同一条线上时——折弯部比翻边高度深时,L>l1 压入深度取L值。
34图6 ——翻边高度超出折弯线时,压入深度渐渐变化。
图7——凹模端部弧度大的情况下,如图所示加出余量:图8——翻边线变化大,一个冲压方向不能成形,要分成两序完成,两序相接处最少要重合40mm。
图93.2 压件器工作行程计算图105翻边顶出器工作行程的设定原则上为确保压件器脱开冲压件后才允许翻边顶出器工作。

目录1 翻边的分类.......................................................22 垂直翻边.........................................................23 水平斜楔翻边和倾斜斜楔翻边.......................................284 下平面图.........................................................385 上平面图.........................................................426 剖面图...........................................................487 向视图...........................................................498 零件图...........................................................499 模具的常用材料及与热处理要求.....................................5010 标准件的选用规则.................................................5211 图面尺寸标准规则.................................................531 翻边的分类翻边按冲压方向分可分为垂直翻边、水平斜楔、翻边和倾斜翻边。
2 垂直翻边垂直翻边分为平板类翻边和拉延成形类翻边。
2.1 平板类翻边(压弯)平板类翻边(压弯)分为平板直线压弯,曲线翻边和翻孔。
2.1.1平板直线压弯平板直线压弯的展开计算: L=e1+e2+e3+en+R1e+R2e+Rne 式中:L :展开长度;e1、en :各段走线段长度;R1e :压弯圆角的中性层展开长度。
外观翻边、整形模检验标准1.模体外观是否有铸造缺陷。
模体无明显粗糙沙眼、积沙凹凸不平(如有此缺陷,要先处理后再涂装。
目视2.模具排水孔。
看是否有效是否正确排水。
目视3.上下模无关工作部分的锋利菱角倒角模具底部周边倒角C10,其它倒角C3—C5(特注除外)目视4.模具各个部分涂装颜色是否正确。
吊耳、模具安全连接板K、V槽、限位块、存放块、废料槽底面、托料架、提升器、铸造文字、安全防护板按协议规定(注:油漆颜色标准号)目视5.未涂装部分是否有防锈处理。
模具上下型面、U槽安全区导引面、钢料镶块、模具上下底平面、废料滑槽等未涂装加工部位需涂黄油防锈目视6.油漆涂装质量确认。
涂装的各个部位,表面涂装附着牢固、平整光滑、坚硬有一定光泽色泽均匀一致、无色差不允许有漏涂流挂,分界线整齐分明目视7.模具的清洁度无切屑、尘沙、油污、杂物。
目视8.模具重量标识件号内容及位置正确。
按协议规定目视9.F标记送料方向标记正确。
注意每道工序钣件流动方向与工序是否冲突目视10.模具铭牌内容位置正确。
按协议规定目视11.加工基准坐标销孔标识是否正确。
检查坐标值是否正确卷尺12.模具长宽高尺寸正确。
按图纸尺寸(满足客户机床的使用)卷尺13.模具上下模底平面平面度、平行度平行度小于0.1/1000,平面度0.5、1000 红丹模具安装14.U形槽数量位置,工作面加工正确。
按图纸尺寸卷尺、目视15.定位键槽(或快速定位)尺寸、位置正确。
按图纸要求(满足客户机床使用)卷尺、目视16.模具中心槽(V形槽)位置正确。
按图纸尺寸卷尺、目视17.铸入吊柄螺栓紧固式吊柄。
安装正确紧固无松动、破损、毛刺,螺栓紧固式吊柄需焊接在模具底板上目视18.插入式吊棒孔是否正确有效。
吊棒孔大小正确能插入吊棒直尺、目视19.模具安装螺栓空间确认。
锁紧安全,安装空间合适拆装扳手方便目视导向装置20.导向是否有效。
有导板导向(如需精准导向需有导柱)并注意是否需防侧推力目视21.导向装置的接触顺序(导板、导套共用时)导板要于导柱接触30—50MM 直尺22.导引面粗糙度。
目录1 翻边的分类.......................................................22 垂直翻边.........................................................23 水平斜楔翻边和倾斜斜楔翻边.......................................284 下平面图.........................................................385 上平面图.........................................................426 剖面图...........................................................487 向视图...........................................................498 零件图...........................................................499 模具的常用材料及与热处理要求.....................................5010 标准件的选用规则.................................................5211 图面尺寸标准规则.................................................53 1 翻边的分类翻边按冲压方向分可分为垂直翻边、水平斜楔、翻边和倾斜翻边。
2 垂直翻边垂直翻边分为平板类翻边和拉延成形类翻边。
2.1 平板类翻边(压弯)平板类翻边(压弯)分为平板直线压弯,曲线翻边和翻孔。
2.1.1平板直线压弯平板直线压弯的展开计算: L=e1+e2+e3+en+R1e+R2e+Rne 式中:L :展开长度;e1、en :各段走线段长度;R1e :压弯圆角的中性层展开长度。
翻边模具检测规范
为了提高模具制造质量,特制定本规范:
1.满足装配技术要求。
2.翻边模凸模
2.1凸模各镶块结合面之间的间隙不大于0.05mm。
2.2表面光顺,表面粗糙度Ra0.8μm 。
2.3热处理淬火并回火硬度58~62HRC。
3.翻边模凹模
凹模各镶块结合面之间的间隙不大于0.05mm。
凹模轮廓的形状和尺寸符合冲件的翻边要求。
热处理淬火并回火硬度58~62HRC。
4.压料
内型面周围应与冲件外表面吻合,中间不受力的位置允许空开。
压料板的最外边为翻边分模线,间隙为0.5mm~2.0mm。
(根据模具大小)5.装配
上模板的上平面对下模座底平面的平行度,300mm内不大于0.2mm。
翻边间隙凹模与凸模保持料厚的间隙。
上、下模具的导向精度,导柱、导套保持间隙配合,导板间隙不大于0.05mm~0.10mm。
天津市宇傲汽车部件有限公司企业标准(试行)
压料机构、斜楔机构动作灵活、可靠。