带材精整机组中开卷机的设计与计算
- 格式:doc
- 大小:64.00 KB
- 文档页数:6

本科生毕业设计题目钢带开卷机系别机械系专业机械设计制造及其自动化学生姓名二Ο一四年四月三十日钢带开卷机设计摘要开卷机是板带生产的要紧设备,将卷钢放开进行剪切、校平等,便于生产、运输和贮存。
本设计为四棱锥胀缩式开卷机,该机由电动机经减速器带动空心轴及套与其中的四棱锥,四棱锥由油缸驱动,前后移动,从而胀缩套与其上的扇形板,使卷取的带钢胀紧或松开。
正常润滑条件下利用胀缩缸的工作压力来实现卷筒的自动缩径。
卷筒的薄弱环节是扇形块的尾钩,尾钩在棱锥轴轴向分力的作用下会产生很高的弯曲和剪切应力,易于疲劳所怀。
而且,正锥结构使主轴和胀缩缸的连接螺栓处于不利的受力状态。
本次设计的四棱锥开卷机采纳倒锥式,显著改善了上述零件的受力状况,扇形块结构也取得简化。
本设计中对油箱、液压缸等进行了详细计算,而且对其中的油箱和液压缸进行了设计。
关键词:开卷机四棱锥液压系统倒锥式Strip uncoilerAbstractUncoiler strip production is the main equipment, the coil open to shear, equality in the school, is advantageous for the production, transportation and storage.After the design used in single stand cold rolling mill, for rectangular pyramid swell-shrink uncoiler, the machine by motor through a gearbox drives hollow shaft and sleeve with four of the pyramid, rectangular pyramid driven by hydraulic cylinder, before and after the move, and swell-shrink set with fan-shaped plate, make coiling strip wrapped tight or loose. Under the condition of normal lubrication swell-shrink cylinder pressure is used to implement automatic reducing roll.Drum of the weak link is fan-shaped dollop of tail hook, tail hook in pyramidal shaft under the action of axial force component can produce high bending and shear stress, fatigue was easily. And, positive cone structure makes the connection of main shaft and swell-shrink cylinder bolt in the adverse stress state. The design of rectangular pyramid using inverted cone decoiler, significantly improve the stress state of the above parts, fan block structure has been simplified.In this design to the fuel tank, hydraulic cylinder, such as a detailed calculation, and has carried on the design to the fuel tank and hydraulic cylinder.Key words: coiler the four pyramid Hydraulic System inverted cone.目录摘要 (I)目录 (III)1 绪论 (1)开卷机简介 (1)开卷机工作原理 (1)开卷机分类 (2)单卷筒可胀缩开卷机 (3)双锥头无胀缩开卷机 (4)双圆柱头可胀缩开卷机 (4)2 整体设计方案的确信 (7)工艺参数 (7)工况分析 (7)开卷机运动速度的确信 (7)开卷机各个部份的方案选择 (8)开卷机卷筒旋转机构传动方式的选择 (8)开卷机胀缩机构传动方式的选择 (8)开卷机机架 (8)开卷机平安方案的确信 (8)3 开卷机设计计算 (9)开卷机卷筒设计 (9)开卷机的张力确信 (9)开卷机的对中调剂 (11)压锟压紧力的计算 (11)卷筒上径向压力的计算 (12)开卷机的传动功率计算 (12)开卷机技术参数 (13)4 开卷机主轴设计与计算 (13)主轴部件的设计要求 (13)主轴的设计要求 (14)主轴要紧的尺寸参数 (14)主轴的材料和热处置 (15)主轴要紧精度指标 (15)主轴转动轴承 (15)估算轴的直径 (16)轴受力分析 (17)轴的强度校核 (18)5开卷机液压系统设计 (18)胀紧油缸承载力的计算 (18)确信油缸额定压力 (19)油缸各组成部份的设计 (19)确信液压执行元件的要紧参数 (22)钢带开卷机液压元器件的选择 (23)油泵的的选择 (23)油泵的的驱动功率计算与电动机的选择 (23)油箱的选择 (24)6 总结 (26)致谢 (27)参考文献 (28)1 绪论开卷机简介随着工业的不断进展, 国际和国内对钢铁产品的需求也日趋增大,板带材作为钢铁初产品中的一个极重要的品种,也是国民经济增加必不可少的重要工业制口,在咱们日常生活中也起着超级重要的作用。
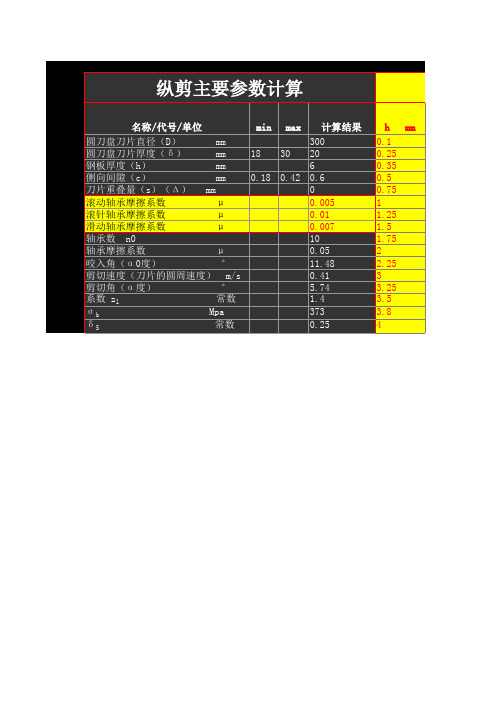
c mmΔ mm材料名称牌号δs/Mpaδ b /Mpaδ5/%0.010.1普通碳素钢Q235216-235373-46125-270.010.18普通碳素钢Q255255-275490-60819-210.020.2低质碳素结构钢40333569190.040.25低质碳素结构钢45353598160.060.4普通低合金结构钢Q345274-343471-51019-210.070.5普通低合金结构钢Q390333-412490-54917-190.10.65合金结构钢20Cr540835100.130.56合金结构钢40Cr78598090.140.5碳素铸钢ZG270-500270500180.160.45可锻铸钢KTZ450-064506(δ3)0.20.32球墨铸铁QT450-1045010(δ5)0.240.2灰铸铁HT150120-1750.270.130.280.10.300.33-0.050.35-0.080.37-0.130.38-0.180.4-0.2D mmδ mm170-15015270-25020460-44040700-68060参数选择Cr12MuVH13刀盘材料应具备强度大、韧性好和硬度高的特点、剪刃性能与制造工艺密切相关,制造性能好、W18Cr4V制造性能好、寿命长的剪刃,必须选用优质材料,精心锻造,合理的热处理、材料选用6CrW2Si ,硬度为56~58 (HRC),硬度为56~58 (HRC) 。
由于取向硅钢表面烧结有无机材料,俗称为玻璃膜,其硬度很高,在硅钢纵剪机组中,选用硬钢纵剪机组中,选用硬质合金,其硬度达到67~70 (HRC) 。
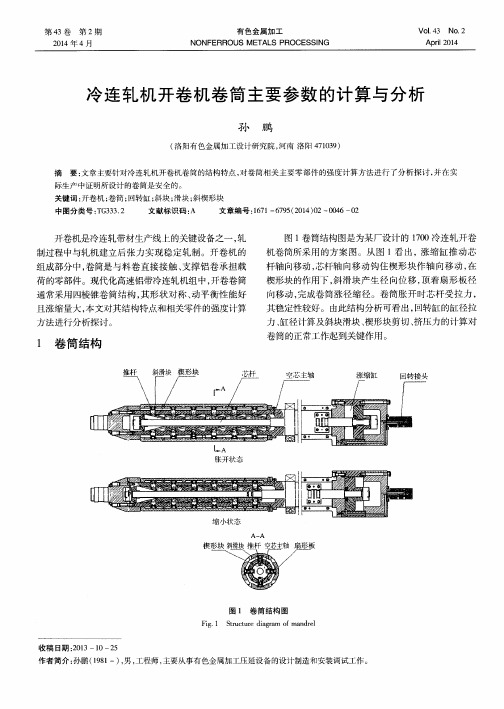
绪论开卷机是轧钢成卷生产不可少的设备。
保证开卷机顺利工作对提高轧机生产率有很重要意义。
冷轧机组中,开卷机用于将钢卷伸展。
采用恒张力轧制,可以提高带钢质量。
例如对于1700冷轧机组开卷机设计,其用于二机架冷轧机组中。
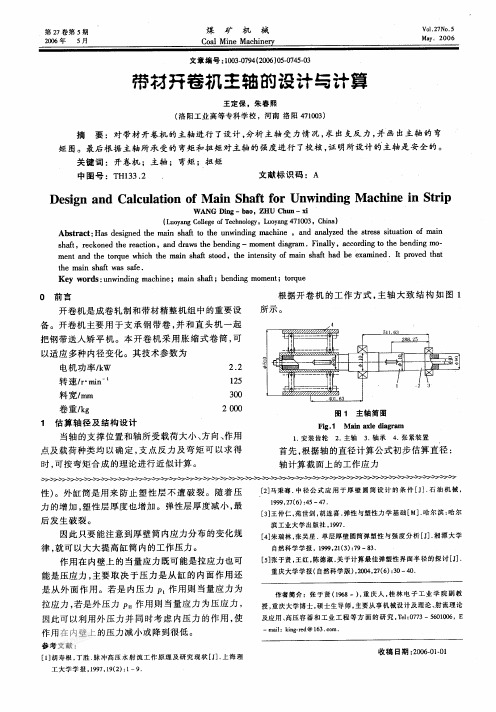
首先,选择开卷机的设计方案,并对设计方案进行评述。
由于冷带钢开卷张力大,采用四棱锥卷筒结构。
用液压缸移动斜楔进行胀缩。
将四棱锥体单独加工装在卷筒轴上,这样改进,加工方便。
当锥体磨损后可以单独更换。
这样,可以降低设备维修费用。
另外,四个扇形块边采用搭接技术,防止卷筒胀开后出现空隙,减少钢卷局部压扁,提高钢卷质量。
去掉钳口,采用助卷器卡紧带钢头部,方便卸卷。
这次设计,计算带钢卷开过程中对卷筒的压力并计算卷取轴弯曲强度,对支承轴承进行选择和校核。
采用合理的润滑方案、润滑方法和控制技术,使开卷机技术先进,经济合理。
强度足够,有广泛的使用价值,可用于酸洗、热处理、镀锌和镀锌机组中。
经过朱老师的指导,我们所设计型号为KJJ-560。
第一章开卷机的概念和发展趋势1.1选题的背景和目的开卷机的设计,除了按一般机械设计程序进行机构和强度设计外,尚有几个与工艺和操作有关特殊问题。
如机构选择、主要参数确定、卷筒压力计算和张力、调速、卷取质量等。
开卷机的结构形式的选择,热带钢卷取机装在热带钢轧机的后面地下式开卷机,一般三辊式成形辊布置多支点棱锥型卷筒。
冷轧带钢卷取机安装冷轧机组、平整机组外,广泛用于各类纵切和横切精整机组、重卷机组和酸洗机组的不同部位以满足不同的工艺要求。
在可逆式冷轧机上轧制时,带钢张力由开卷机产生,因而这种开卷机要承受很大的张力,宽带钢的张力可达400~500千牛,特别多辊轧机轧制合金薄带材时,带钢对卷取机的径向压力极大,长期以来多采用带钳口的实心卷筒。
在设置重卷机组倒卷时,多采用八棱锥无缝隙卷筒,以防止卷筒损坏坯带材表面。
冷带钢开卷机是冷轧生产的重要设备。
1.2开卷机的概述开卷设备大体可分为:悬臂式开卷机、双圆柱头式开卷机和双锥头式开卷机。
开卷机结构设计与主参数计算开卷机是纸张处理领域中一项重要的设备,主要用于纸张的裁切和翻转,从而实现纸张的翻卷和快速打印。
其结构设计和主参数计算是非常关键的任务,下面就简要介绍一下。
一、开卷机结构设计开卷机的结构设计包括以下几个方面:1. 纸芯装置:主要用于放置纸芯,保证纸张在转动过程中不松动。
2. 纸张导辊:用于调整和控制制品的宽度和方向,保证纸张在转动过程中平稳顺畅。
3. 压力辊:与导辊配合使用,主要起到固定纸张的作用,保证其不会滑动或跑偏。
4. 线速度同步旋转装置:将驱动轴与制品轴之间的线速度同步起来,保证纸张在转动过程中维持稳定的速度。
5. 裁切机构:主要用于对纸张进行裁切或分离,包括剪刀、切刀等部件。
二、主参数计算开卷机的主要参数计算包括以下几个方面:1. 转速:该参数是指制品轴的转速,一般与纸张移动的速度保持同步。
该参数的计算需要考虑到纸张的长度、宽度,承载力等因素。
2. 线速度:该参数是指纸张移动的速度,也就是整个开卷机的处理速度。
该参数的计算需要考虑到纸张的长度、宽度以及转速等因素。
3. 线速度同步比例:该参数是指驱动轴与制品轴之间的线速度同步比例。
该参数的计算需要考虑到纸张的长度、宽度,承载力等因素。
4. 压力辊压力:该参数是指压力辊向纸张施加的压力,主要用于控制纸张的运动和减小对纸张的损伤。
该参数的计算需要考虑到纸张的材质、长度、宽度,运动速度等因素。
总之,开卷机的结构设计和主参数计算是非常重要的任务,需要综合考虑纸张的种类、尺寸以及使用要求等因素,在保证质量的前提下,尽可能提高纸张的处理效率和减少损伤,满足用户的实际需求。
带材精整机组中开卷机的设计与计算
杨文元费玉石
[摘要]这里概述了开卷机的主要结构形式与特点,并推导出开卷机设计计算的公式,并就现代开卷机的设计,进行了初步探讨。
可供开卷机设计参考。
关键词:带材精整机组开卷机设计
1 开卷机概述
开卷设备大体可分为:悬臂式开卷机、双圆柱头式开卷机和双锥头式开卷机。
悬臂式开卷机具有刚性大,开卷张力较大等优点,故适用于较薄带材的开卷。
悬臂式开卷机和双圆柱头开卷机,已成功地应用于带材精整机组及冷连轧机组。
最近几年,西德和美国一些机械制造公司和生产厂,大力推广双圆柱头开卷机。
国外生产实践证明,双圆柱头开卷机上料操作方便,工作平稳可靠,其结构也比悬臂式开卷机简单。
其缺点是,由于采用两套传动装置,双圆柱头开卷机设备重量比悬臂式开卷机要大。
由于双锥头开卷机,锥头部分和带内卷圈接触面积太小,带张力操作时,容易损坏带材的头部。
目前已不大采用。
图1为某机组悬臂式开卷机的结构形式。
图1 悬臂式开卷机
1 卷筒
2 传动装置
3 减速机
4 电机
5 胀缩油缸
6 对中油缸
2 开卷机结构设计
2.1 卷筒
胀缩式卷筒基本上有以下四种结构形式:弓形板式、平行四连杆式、四棱锥式、四斜楔式。
其中平行四连杆式和四棱锥式两种结构比较常见。
平行四连杆式卷筒是用四块结构尺寸基本相同的弧形板组成,每块弧形板和轴上的支撑套筒用四条短连杆相联形成平行四连杆机构,依靠短连杆倾斜角的变化产生筒径的胀缩(图2)。
图2 平行四连杆式卷筒
四棱锥式卷筒的筒体由四块扇形板组成,扇形板的内侧有阶梯形斜面与中心四棱锥的阶梯斜面相配合,利用四棱锥的少量轴向滑动形成外径的胀缩(图3)。
图3 四棱锥式卷筒
2.2开卷机张力的确定与形成
机组张力的选用应十分慎重。
采用大张力,使传动设备加大,增加投资。
过大的张力还可能拉断带材。
小张力可能使带材跑偏。
实用上常按生产经验选用。
一般可按表1选取单位张力值。
表1 单位张力σ0值
除按表1选用以外,单位张力值σ
0还可以按下列经验公式计算求得:σ
=kσ
s
(MPa)
式中:k-张力系数,可按表2选取;
σ
s
-带材屈服极限,MPa。
表2 张力数k值
注:表中h为带材厚度
开卷张力的形成主要有三种方式:机械抱闸式、磁粉制动器式、直流拖动式。
机械抱闸式的特点是结构简单,投资少,但张力不易控制。
通过磁粉制动器形成开卷张力,可以通过调整激磁电流调节系统张力大小,易于实现自动控制,但所能解形成的最大张力受磁粉制动器最大力矩限制,因此适用于小开卷张力机组。
大中型带材精整机组一般采用直流拖动方式形成所需的开卷张力。
2.3 开卷机对中调节
对于一般的带材精整机组,都要求开卷机具有对中调整功能,即在上卷时和工作过程中,始终保证带材中心线与机组中心线重合,以保证机组能正常工作。
目前采用的纠偏系统主要有光电液纠偏系统和气电液纠偏系统。
但光电液纠偏系统应用比较成熟。
在光电液纠偏系统中,光电头固定在带材的边缘,使带材位于光源的中心线位置,当带材跑偏时,将引起电信号的变化,系统将此变化反馈给液压对中油缸,推动开卷机,实现自动对中。
3 开卷机设计计算
3.1 压辊压紧力计算
一般在开卷机上均设有压辊,用来压紧带材,增加制动力矩,有利于正常开卷。
有时还可把压辊做成传动,这样对开卷引料也有一定好处。
如图4所示,压紧力P可按下式决定:
图4 压紧力受力分析
式中:R-带卷半径(m);
a-开卷角(o);
M
弹.塑-带材在压辊压紧力作用下,带材所产生弹塑弯曲力矩值(Nm);M
弹.塑
可由下式
决定:
式中:h
1
-带材横截面上弹性区部分高度,
即
-带材屈服限(MPa);
h-带材厚度(m);σ
s
E-带材弹性模量(MPa)。
3.2 卷筒径向压力N计算
为了不使带卷内径与卷筒打滑,必须胀紧卷筒,产生足够的摩擦力。
使此摩擦力产生的力矩值,与开卷张力所引起力矩值相平衡(如图5)所示。
据此可写出平衡方程,从而可决定卷筒径向压紧力N。
图5 带卷力分析
式中:—带卷卷径比,即带卷外径与内径之比;
μ-带卷内径与卷筒的摩擦系数,一般卷筒上刻有刻痕,取μ=0.2~0.3;T—开卷张力(N)。
按上式可计算卷筒径向压紧力,并按此径向压紧力N,设计计算卷筒胀缩机构。
实际计算时,考虑受力不均匀,开卷张力一般取1.3~1.5T计算。
3.3 开卷机传动计算
设计时,开卷机传动功率一般按下式计算:N=Tvη
式中:T-开卷张力(N);
v-机组速度(m/s);
η-效率(开卷机电机工作时处于制动状态,所以应乘以效率)。
为保证机组速度恒定,电机转速应随卷径变化而变化。
一般地,弱磁转速范围小于卷径变化范围,这时应考虑电机功率有所储备。
4前景
随着现代科技进步,尤其是控制技术的进步,带材精整机组技术亦迅速发展。
主要表现在高速、高精度带材精整机组的出现,先进的控制思想的运用。
如以铝箔纵剪机组为例,机组速度一般在300m/min,最高可达600m/min,剪切精度在±0.01mm。
这就要求开卷机的设计在结构上,运用先进的设计手段,提高整机精度,提高机械强度、刚度,减少重量。
控制上,一般都采用进口机芯,如SIEMENS,ABB等。
对中系统要求具有高频响应能力,以适应机组高速、高精度的要求。
作者简介:杨文元(1943)男.辽宁省机械研究院室主任,教授级高级工程师.国务院特殊津贴专家及辽宁省科技进步二等奖获得者.
作者单位:辽宁省机械研究院,沈阳110032
参考文献
1 周国盈编著.带钢精整设备.机械工业出版社,1982.
2 李海.关于四斜楔式卷筒设计的初步研讨.重型机械,1979.
3 丛书和.带材卷取机四棱锥卷筒压力计算.钢铁,1980.3
4 刘兆钦.薛宛琴.卷取机卷筒径向压力和胀缩力的确定.重型机械.1980.。