开卷机、收卷机计算公式
- 格式:xls
- 大小:24.27 MB
- 文档页数:6

运行中卷径的计算运行中卷径作为机械行业中非常重要的参数之一,其计算方法也备受关注。
本文将介绍运行中卷径的概念、计算方法以及对机械行业的重要性。
一、运行中卷径的概念运行中卷径指的是在卷曲物体的运动过程中,其卷曲表面上任意一点到卷心的距离。
其计算方法与卷曲物体的卷曲半径有关。
通常情况下,运行中卷径会比卷曲半径要小,因为在卷曲物体运动时,其表面会因为摩擦力而稍微变形,从而导致卷曲表面的半径变小。
二、运行中卷径的计算方法1. 直径法直径法是一种常用的计算运行中卷径的方法。
其原理是通过测量卷曲物体表面上两个相对的点之间的距离来计算运行中卷径。
具体计算方法如下:(1) 在卷曲物体的表面上选择两个相对的点,分别标记为A和B;(2) 测量点A和点B之间的距离,得到AB的长度;(3) 计算卷曲物体卷曲半径r,r=AB/2sinα,其中α为卷曲物体卷曲角度。
卷曲角度α的计算方法为α=360n/N,其中n为卷曲物体的圈数,N为卷曲物体的缠绕数。
(4) 计算运行中卷径d,d=r-0.5t,其中t为卷曲物体的厚度。
2. 弦长法弦长法也是一种常用的计算运行中卷径的方法。
其原理是通过测量卷曲物体表面上任意两个点之间的距离来计算运行中卷径。
具体计算方法如下:(1) 在卷曲物体的表面上选择任意两个点,分别标记为A和B;(2) 测量点A和点B之间的距离,得到AB的长度;(3) 计算卷曲物体卷曲半径r,r=AB/2sinα,其中α为卷曲物体卷曲角度;(4) 计算运行中卷径d,d=r-0.5t,其中t为卷曲物体的厚度。
三、运行中卷径在机械行业中的重要性运行中卷径在机械行业中具有非常重要的作用。
它是机械传动中的基本参数之一,对于机械传动的稳定性、精度和寿命都有着重要的影响。
具体来说,运行中卷径的大小会影响到机械传动的转速、转矩、功率和效率等参数。
因此,在机械传动设计和制造中,必须对运行中卷径进行精确的计算和控制,以确保机械传动的正常运行。

关于卷取机卷径计算
在卷取机卷带材的过程中,随着带材厚度的增加,卷径是不断变化的,如何正确快速的计算这一变化,显得尤为重要和必要,下面将为大家揭开其中的奥秘。
一切以逻辑为依据:
在上一篇发表的《关于角速度和线速度之间的转换》的文档中提到一个公式,如果齿轮传动,那么前齿轮的齿数*前齿轮转的圈数=后齿轮的齿数*后轮转的圈数
即:g1*n1=g2*n2
如果换成辊子皮带传动,上面的公式就变成了:
前辊子的角速度*前辊子的直径=后辊子的角速度*后辊子的直径
即:G1*D1=G2*D2
卷取机的卷径就是基于这一基本公式计算出的,原理如下:
正常运行时,带材要经过偏导辊到卷取机,且由卷取机计算得到,所以偏导辊转速与卷取机的转速是一致的,注意是一致,不是一样。
但其线速度基本是一样的,所以就得到以下公式:
Vc* D =DR_DIA*Vd
得到:
D=(DR_DIA*Vd)/Vc
D-卷取机的卷径
DR_DIA –偏导辊直径(一定)
Vd –偏导辊角速度
Vc –卷取机角速度
通过以上计算公式,我们就可以实时计算并监视卷径。
另,还有一种计算方法,如下:
我们知道带材的目标厚度由二级发出且是一定的,当它乘上卷取机的转速(角速度)后,会得到厚度的累加R1,R1*2再加上芯轴二级涨径后的直径,就得出卷径。
是不是很简单!。

开卷校平剪切生产线方法
“开卷校平剪切生产线“是一种用于金属加工的生产线方法,主要用于将卷材(卷状金属材料)经过开卷、校平和剪切等工序,得到所需的板材。
下面是该生产线方法的一般步骤:
1.开卷(Uncoiling):将卷材放置在开卷机上,通过卷取
装置逐渐展开,使卷材呈平铺状态。
2.校平(Leveling):将展开的卷材通过校平机,经过多
组辊轮的压制和调整,使卷材的表面达到平整的状态。
3.剪切(Shearing):校平后的卷材经过剪切机进行剪切
,按照所需的尺寸和长度进行切割,得到所需的板材。
4.收卷(Recoiling):将剪切后的板材收卷,可以通过收
卷机将板材重新卷取成卷材,以便后续的加工或储存。
在实际的生产中,开卷校平剪切生产线通常还会包括辅助设备,如输送系统、控制系统、自动堆垛系统等,以提高生产效率和自动化程度。
需要注意的是,具体的开卷校平剪切生产线方法可能因不同的生产要求和设备配置而有所差异。
对于具体的生产线方法,建议参考相关的生产线设备制造商提供的技术说明和操作手册,或咨询专业的设备供应商,以获取更详细和准确的信息。

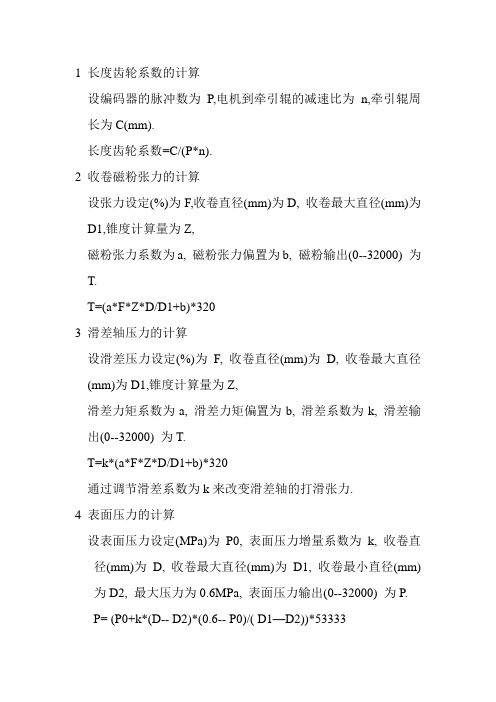
1 长度齿轮系数的计算
设编码器的脉冲数为P,电机到牵引辊的减速比为n,牵引辊周长为C(mm).
长度齿轮系数=C/(P*n).
2 收卷磁粉张力的计算
设张力设定(%)为F,收卷直径(mm)为D, 收卷最大直径(mm)为D1,锥度计算量为Z,
磁粉张力系数为a, 磁粉张力偏置为b, 磁粉输出(0--32000) 为T.
T=(a*F*Z*D/D1+b)*320
3 滑差轴压力的计算
设滑差压力设定(%)为F, 收卷直径(mm)为D, 收卷最大直径(mm)为D1,锥度计算量为Z,
滑差力矩系数为a, 滑差力矩偏置为b, 滑差系数为k, 滑差输出(0--32000) 为T.
T=k*(a*F*Z*D/D1+b)*320
通过调节滑差系数为k来改变滑差轴的打滑张力.
4 表面压力的计算
设表面压力设定(MPa)为P0, 表面压力增量系数为k, 收卷直径(mm)为D, 收卷最大直径(mm)为D1, 收卷最小直径(mm)为D2, 最大压力为0.6MPa, 表面压力输出(0--32000) 为P.
P= (P0+k*(D-- D2)*(0.6-- P0)/( D1—D2))*53333
5 通过角度传感器计算收卷直径
设角度传感直径1(mm)为D1, 角度传感电压1(V) 为V1, 角度传感直径2(mm)为D2,
角度传感电压2(V) 为V2, 角度传感电压显示(V)为V, 收卷直径(mm)为D.
D=(D2—D1)*(V2—V1)*V
调试时把收卷臂摆到最小直径处,设定这时的D1和V1,再把收卷臂摆到最大直径处, 设定这时的D2和V2.程序就可根据角度传感电压显示V计算收卷直径.。
冷连轧卷取机控制模式与带尾定位计算方法冷轧带钢在正常轧制后,通过冷连轧机、剪前夹送辊、飞剪、剪后转向辊后,经卷取机卷取成一定卷径的钢卷。
在轧钢工艺上,冷连轧机的末机架到卷取机的整个区域称为轧制线的出口(或称出口部分) 。
出口是冷连轧线上的最后环节,在卷取机上卷取的钢卷即为冷连轧的最终成品。
最终成品的质量当然与轧机各机架的控制有关,如厚度控制(AGC) 、位置控制(APC) 、张力控制(ATC) 等。
出口部分并不能改变带钢的质量指标,但是高质量的成品若在出口部分处理不当,将会使其成为废品或次品,这是我们所不期望的。
为此在卷取机卷取过程中,我们关心的是: (1) 卷取机如何咬钢,才能使卷取机开始正常卷取,更好地配合连轧机的正常轧制;(2) 卷取机在卷取过程中带钢承受的张力不同,其张力应如何设定;(3)“剪切完”信号发出后,带钢带尾的速度如何设定以及带尾如何定位。
1 卷取机咬钢速度给定曲线的确定飞剪在每次剪切完成后,下一卷带钢的带头即出现在飞剪处,在剪前夹送辊的牵引下,带头进入剪后夹送辊,之后被送入卷取机,此时卷取机进入咬钢状态。
倘若卷取机咬钢不利,以轧制速度前进的带钢势必在卷取机旁形成堆积,造成事故停车。
为了顺利咬钢,咬钢时卷取机应采用斜坡函数速度给定,并以正、反向交替工作模式进行,这样才能使带头顺利咬入。
咬钢时的速度给定较低,其斜率与幅值PLC给出,它要根据带钢的材质、厚度等参数以及轧制工艺要求决定。
2 卷取机卷取过程中张力的设定卷取机一旦完成咬钢,带钢即要承受一定的张力,以保证带钢卷取的质量。
该张力是在卷取机与冷连轧机之间形成的。
在卷取机卷取的各个阶段,带钢承受的张力不同。
在咬钢过程中,为使带钢从卷芯开始卷取紧实,卷取机一旦咬住带头,就要以较大的张力值进行卷取,此时的张力通常比正常轧制时的张力要大。
在卷取机卷取过程中,卷径不断增大,当卷径达到一定数值Φ0 时,应当把张力降下来,以正常轧制张力进行卷取。
张力开卷、卷取传动系统设计计算段云辉;陈勃;侯冬芳【摘要】文章在考虑了开、卷取机机组速度、张力变化范围、产品规格性能、传动电机及减速器特性等影响因素的情况下,对开卷、卷取传动系统的选择进行合理设计计算。
%In light of such influencing factors as production line speed, tension variation range, product specifications and performance, characteristics of drive motor and gearbox, the paper presented rational design and calculation for selecting transmission system for uncoiling and recoiling.【期刊名称】《有色金属加工》【年(卷),期】2015(000)004【总页数】2页(P43-44)【关键词】张力;力矩;减速比;功率【作者】段云辉;陈勃;侯冬芳【作者单位】太原晋西春雷铜业有限公司,山西太原 030008;太原晋西春雷铜业有限公司,山西太原 030008;太原晋西春雷铜业有限公司,山西太原 030008【正文语种】中文【中图分类】TG333.2+4张力开卷、卷取机广泛应用于金属板带材加工生产线,在生产过程中依靠传动系统可以建立前后张力,实现稳定生产。
我公司作为铜及铜合金板带材生产企业,轧机、酸洗、连续退火、精整等生产线都运用到张力开卷、卷取机。
近几年新上生产线的产品规格比以前有了很大变化,产品宽度、厚度范围均有所增加,卷重也增加至原来的两倍,卷径也相应增大,这就要求生产设备开卷、卷取机张力的调节范围较老的生产线更宽。
同时新设备的生产速度有了很大提高,在保证速度和张力值均满足要求的前提下,调节范围的增大会加大机械传动系统及电气系统配置的难度,配置过大增加投资及运行成本,配置过小难以同时保证速度和张力的要求,因此合理选择传动系统配置就显得非常重要。
Calculation of diameter、strip thickness、strip length、coil weight卷径、带厚、带长、卷重的计算2006-1-29目录一、卷径计算1、Diameter Mode 1: Basis, length calculation (encoders)2、Diameter Mode 2:Basis, actual speed measurement (encoder) and actual revolutions of the coiler(encoder)3、Diameter Mode 3: Basis, line speed setpoint and actual revolutions of the coiler (encoder)4、Diameter Mode 3: Basis, line speed setpoint and actual revolutions of the coiler (encoder )5、Diameter Mode 5: Basis, external diameter calculation二、带厚计算1、We2、We3、We4、We5、We6、We7、We8、We9、We三、带长计算1、We2、We3、We4、We5、We6、We7、We8、We9、We四、卷重计算1、We2、We3、We4、We5、We6、We7、We8、We9、We五、惯量及补偿计算1、We2、We3、We4、We5、We6、We7、We8、We9、We一、卷径计算1.1原理以长度测量为基础而进行的卷径计算,其长度测量是靠卷取机和测量辊各自的测量循环(卷取机的转数)计算出来的,通过二者的差值即可算出实际卷径。
假如卷取机已经旋转了x 转(=测量循环),同时我们可以测出测量辊此时旋转了多少转,加上已知的测量辊固定辊径,就可以计算出实际卷径。
MeasRoll mode_1D REV_Memo _Coil REV _Memo _MeasRoll D *=——卷径计算的使能:原则上,卷径计算在线速为零时就能使能,当增加卷取机和测量辊的脉冲时,如果一个预先定义的值已经被超过,那么新的卷径计算就开始执行。
c mmΔ mm材料名称牌号δs
/Mpa
δ b /Mpa
δ5
/%
0.010.1普通碳素钢Q235216-235373-46125-27
0.010.18普通碳素钢Q255255-275490-60819-21
0.020.2低质碳素结构钢4033356919
0.040.25低质碳素结构钢4535359816
0.060.4普通低合金结构钢Q345274-343471-51019-21
0.070.5普通低合金结构钢Q390333-412490-54917-19
0.10.65合金结构钢20Cr54083510
0.130.56合金结构钢40Cr7859809
0.140.5碳素铸钢ZG270-50027050018
0.160.45可锻铸钢KTZ450-064506(δ3)0.20.32球墨铸铁QT450-1045010(δ5)0.240.2灰铸铁HT150120-175
0.270.13
0.280.1
0.30
0.33-0.05
0.35-0.08
0.37-0.13
0.38-0.18
0.4-0.2
D mmδ mm
170-15015
270-25020
460-44040
700-68060
参数选择
Cr12MuV
H13
刀盘材料应具备强度大、韧性好和硬度高的特点、剪刃性能与制造工艺密切相关,制造性能好、W18Cr4V
制造性能好、寿命长的剪刃,必须选用优质材料,精心锻造,合理的热处理、材料选用6CrW2Si ,硬度为56~58 (HRC)
,硬度为56~58 (HRC) 。
由于取向硅钢表面烧结有无机材料,俗称为玻璃膜,其硬度很高,在硅钢纵剪机组中,选用硬
钢纵剪机组中,选用硬质合金,其硬度达到67~70 (HRC) 。