卷取机参数整定计算
- 格式:pdf
- 大小:131.13 KB
- 文档页数:2

关于卷取机卷径计算
在卷取机卷带材的过程中,随着带材厚度的增加,卷径是不断变化的,如何正确快速的计算这一变化,显得尤为重要和必要,下面将为大家揭开其中的奥秘。
一切以逻辑为依据:
在上一篇发表的《关于角速度和线速度之间的转换》的文档中提到一个公式,如果齿轮传动,那么前齿轮的齿数*前齿轮转的圈数=后齿轮的齿数*后轮转的圈数
即:g1*n1=g2*n2
如果换成辊子皮带传动,上面的公式就变成了:
前辊子的角速度*前辊子的直径=后辊子的角速度*后辊子的直径
即:G1*D1=G2*D2
卷取机的卷径就是基于这一基本公式计算出的,原理如下:
正常运行时,带材要经过偏导辊到卷取机,且由卷取机计算得到,所以偏导辊转速与卷取机的转速是一致的,注意是一致,不是一样。
但其线速度基本是一样的,所以就得到以下公式:
Vc* D =DR_DIA*Vd
得到:
D=(DR_DIA*Vd)/Vc
D-卷取机的卷径
DR_DIA –偏导辊直径(一定)
Vd –偏导辊角速度
Vc –卷取机角速度
通过以上计算公式,我们就可以实时计算并监视卷径。
另,还有一种计算方法,如下:
我们知道带材的目标厚度由二级发出且是一定的,当它乘上卷取机的转速(角速度)后,会得到厚度的累加R1,R1*2再加上芯轴二级涨径后的直径,就得出卷径。
是不是很简单!。
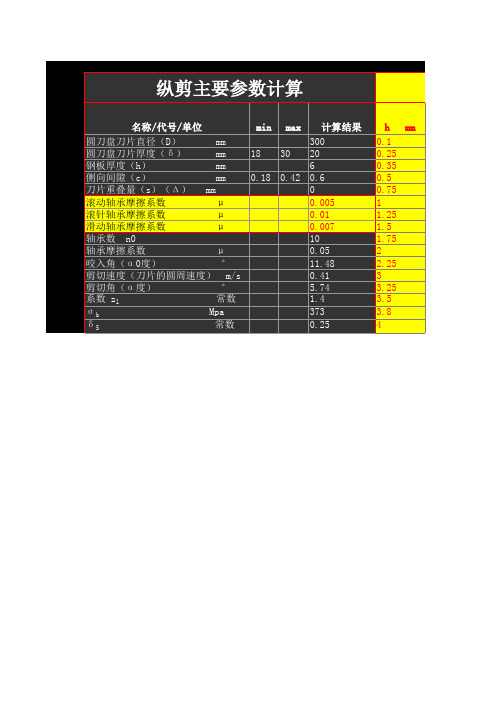
c mmΔ mm材料名称牌号δs/Mpaδ b /Mpaδ5/%0.010.1普通碳素钢Q235216-235373-46125-270.010.18普通碳素钢Q255255-275490-60819-210.020.2低质碳素结构钢40333569190.040.25低质碳素结构钢45353598160.060.4普通低合金结构钢Q345274-343471-51019-210.070.5普通低合金结构钢Q390333-412490-54917-190.10.65合金结构钢20Cr540835100.130.56合金结构钢40Cr78598090.140.5碳素铸钢ZG270-500270500180.160.45可锻铸钢KTZ450-064506(δ3)0.20.32球墨铸铁QT450-1045010(δ5)0.240.2灰铸铁HT150120-1750.270.130.280.10.300.33-0.050.35-0.080.37-0.130.38-0.180.4-0.2D mmδ mm170-15015270-25020460-44040700-68060参数选择Cr12MuVH13刀盘材料应具备强度大、韧性好和硬度高的特点、剪刃性能与制造工艺密切相关,制造性能好、W18Cr4V制造性能好、寿命长的剪刃,必须选用优质材料,精心锻造,合理的热处理、材料选用6CrW2Si ,硬度为56~58 (HRC),硬度为56~58 (HRC) 。
由于取向硅钢表面烧结有无机材料,俗称为玻璃膜,其硬度很高,在硅钢纵剪机组中,选用硬钢纵剪机组中,选用硬质合金,其硬度达到67~70 (HRC) 。

卷取计算公式怎么算的出来在日常生活和工作中,我们经常会遇到需要计算卷取长度的情况,比如在制造业中需要计算材料的卷取长度,或者在物流行业中需要计算货物的卷取长度等等。
而要计算卷取长度,我们就需要使用卷取计算公式来进行计算。
本文将介绍卷取计算公式的原理和如何进行计算。
卷取计算公式的原理。
卷取计算公式是根据卷取的直径、材料的宽度和材料的密度来进行计算的。
在计算卷取长度时,我们需要知道卷取的直径、材料的宽度和材料的密度这三个参数。
卷取长度的计算公式如下:卷取长度 = 卷取直径×π×材料宽度×材料密度。
其中,卷取直径是指卷取材料的直径,材料宽度是指卷取材料的宽度,材料密度是指卷取材料的密度,π是一个数学常数,约为3.14159。
通过这个公式,我们可以很容易地计算出卷取长度。
接下来,我们将通过一个实际的例子来演示如何使用这个公式进行计算。
实例演示。
假设我们需要计算一种材料的卷取长度,该材料的卷取直径为1米,材料宽度为0.5米,材料密度为800千克/立方米。
我们可以通过卷取计算公式来进行计算:卷取长度 = 1米× 3.14159 × 0.5米× 800千克/立方米 = 1256.64米。
通过这个计算,我们可以得出该材料的卷取长度为1256.64米。
这样,我们就可以根据卷取计算公式来快速准确地计算出卷取长度。
需要注意的是,卷取计算公式只适用于理想情况下的计算,实际情况中可能会受到一些外部因素的影响,比如材料的弹性、张力、摩擦力等等,这些因素都可能会对卷取长度产生影响。
因此,在实际应用中,我们需要根据具体情况来进行调整和修正,以确保计算结果的准确性。
总结。
通过本文的介绍,我们了解了卷取计算公式的原理和如何进行计算。
卷取计算公式是根据卷取的直径、材料的宽度和材料的密度来进行计算的,通过这个公式,我们可以快速准确地计算出卷取长度。
然而,在实际应用中,我们需要注意一些外部因素对计算结果的影响,以确保计算结果的准确性。

飞达卷料机算法
飞达卷料机(或称为飞达机)主要用于卷取材料,如金属、塑料等,形成圆筒形卷材。
在飞达卷料机的工作过程中,需要精确控制材料的卷取速度和张力,以确保卷材的质量和一致性。
为了实现这一目标,通常需要使用算法来控制机器的运作。
下面是一个简单的飞达卷料机控制算法的步骤:
1. 输入参数: 输入需要卷取的材料特性(如厚度、硬度、弹性模量等)、机器的参数(如最大和最小卷径、最大和最小张力等)以及目标卷径。
2. 计算:
恒张力控制: 首先,根据材料的特性和所需的张力,计算出机器的电机转速或转矩。
这一部分通常涉及复杂的力学模型和动态控制算法。
恒线速度控制: 其次,为了确保材料在卷取过程中不被拉长或压缩,需要保持恒定的线速度。
这需要调整电机的转速,使其与卷径的变化保持线性关系。
3. 输出控制信号: 根据计算结果,输出控制信号给电机控制器或液压系统,以调整电机的转速或转矩,或改变液压系统的压力。
4. 实时监控与调整: 在卷取过程中,实时监测材料的张力、速度和卷径等参数,并根据这些参数反馈调整控制信号,以确保卷材的质量和一致性。
5. 异常处理: 如果检测到任何异常(如张力过大、速度过快、卷径过小等),立即停止卷取并报警,等待人工干预。
6. 结束: 当达到目标卷径或完成卷取任务时,结束算法并关闭机器。
这个算法是一个简化的描述,实际应用中可能涉及更多的复杂因素和优化策略。
此外,随着技术的发展,现代的飞达卷料机还可能采用机器学习、人工智能等先进技术来进一步提高控制精度和生产效率。

给你一个参考样本:电流整定计算如下:-107水平馈电开关:I2≥IQe+KxΣie≥300+0.5×9≥304.5A校验Id(2)/I2≥1.5850÷304.5=1.5-188水平馈电开关:I2≥IQe+KxΣie≥300+0.5×9≥304.5A校验Id(2)/I2≥1.5600÷304.5>1.5-300水平总馈电开关:I2≥IQe+KxΣie≥180+0.5×(21+21+21+5+5+8+8+8+5+4+4)≥234.5A校验Id(2)/I2≥1.548÷234.5>1.5-300东支路馈电开关:I2≥IQe+KxΣie≥180+0.5×(21+21+8+8+8+4+4+4+4)≥221A校验Id(2)/I2≥1.5297÷221>1.5-300西支踟馈电开关:I2≥IQe+KxΣie≥126+0.5×(8+4)≥132A校验Id(2)/I2≥1.5330÷132>1.5-320支路馈电开关:I2≥IQe+KxΣie≥126+0.5×(8+5+4)≥134.5A校验Id(2)/I2≥1.5270÷134.5>1.5要想对一个煤矿的馈电、配电开关的保护整定进行理论计算,应该从何入手?推荐答案一、统计出全矿设备的总功率。
也就是把各个设备的功率相加。
二、选用相关方法(注1)计算出“计算负荷”(注2)。
三、根据“计算负荷”和电压等级,计算出“计算电流”。
这个“计算电流”就是你选择配电设备、电线电缆和继电保护的依据了。
注1:确定“计算负荷”的方法,主要有需要系数法、利用系数法。
注2:“计算负荷”是一个计算出来的假想的负荷,其热效应与同一时间内实际变动负荷所产生的最大热效应相等。
这主要看你是选择单台?保护变压器?线路总开关或是分开关?高压或是低压?单台如果是电子保护器一般选择小于或等于电动机的额定值,其他的就多了!最远端两相短路电流及整定值计算如图所示,电缆截面为50㎜2试问最远端两相短路电流及整定值应为多少?(需用系数为0.65,功率因数为0.7)矿用低压电缆阻抗电缆类型阻抗芯线截面50 mm2橡套电缆电阻0.380电抗0.081问题补充:其他回答共1条660V电压过流整定分别为:44千瓦、27.5千瓦、16.5千瓦计算公式为:电机功率*1.1=开关的整定电流。
卷取机工作载荷计算公式一、引言。
卷取机是一种用于卷取、解卷、输送和张紧的设备,广泛应用于各种行业中,如纺织、印刷、包装等。
在卷取机的设计和运行过程中,工作载荷的计算是非常重要的,它直接影响到设备的稳定性、安全性和效率。
本文将介绍卷取机工作载荷的计算公式及其应用。
二、卷取机工作载荷的定义。
卷取机的工作载荷是指在运行过程中受到的外部力的总和,包括张力、惯性力、摩擦力等。
在卷取机的设计和运行中,需要对工作载荷进行准确的计算,以确保设备的稳定性和安全性。
三、卷取机工作载荷的计算公式。
卷取机的工作载荷可以通过以下公式进行计算:F = T + F_in + F_out + F_fr。
其中,F表示卷取机的工作载荷,T表示张力,F_in表示输入力,F_out表示输出力,F_fr表示摩擦力。
1. 张力的计算。
卷取机的张力是指卷取物料所受的拉力,可以通过以下公式进行计算:T = μ W R。
其中,T表示张力,μ表示摩擦系数,W表示卷取物料的重量,R表示卷取物料的半径。
2. 输入力和输出力的计算。
卷取机的输入力和输出力可以通过以下公式进行计算:F_in = m a_in。
F_out = m a_out。
其中,F_in表示输入力,F_out表示输出力,m表示卷取物料的质量,a_in表示输入加速度,a_out表示输出加速度。
3. 摩擦力的计算。
卷取机的摩擦力可以通过以下公式进行计算:F_fr = μ_fr N。
其中,F_fr表示摩擦力,μ_fr表示摩擦系数,N表示受力物体的法向压力。
四、卷取机工作载荷计算公式的应用。
卷取机工作载荷计算公式可以用于以下几个方面:1. 设备设计。
在卷取机的设计过程中,需要根据工作载荷计算公式对设备的结构和材料进行合理的选择,以确保设备能够承受预期的工作载荷。
2. 运行参数的确定。
在卷取机的运行过程中,需要根据工作载荷计算公式确定合适的运行参数,如张力、输入力、输出力等,以确保设备能够稳定运行。
煤矿40v整定计算公式
1.定子电流整定计算公式:
I定子= K1 × U铭× cosθ
其中,I定子为定子电流,U铭为电机额定电压,cosθ为功率因数。
K1为修正系数,根据不同的电机类型、额定功率以及变压器类型而
不同。
2.定子电流基础整定计算公式:
I基础=I定子×K2
其中,I基础为定子电流基础,I定子为定子电流。
K2为修正系数,根据不同的电机类型以及额定功率而不同。
3.动子电压整定计算公式:
U动子=K3×U铭
其中,U动子为动子电压,U铭为电机额定电压。
K3为修正系数,根据不同的电机类型以及变压器类型而不同。
4.转速整定计算公式:
N=K4×N铭
其中,N为转速,N铭为电机额定转速。
K4为修正系数,根据不同的电机类型以及负载特性而不同。
5.动子电流整定计算公式:
I动子=K5×I基础+K6×ΔU
其中,I动子为动子电流,I基础为定子电流基础,ΔU为电机电压
变动。
K5和K6为修正系数,根据不同的电机类型以及负载特性而不同。
在进行煤矿1140V整定计算时,需要根据具体的电机类型、额定功率、转速、负载特性以及变压器类型来确定修正系数的数值,并应用以上公式
进行计算。
同时,也需要考虑到煤矿特有的工作环境以及安全要求,确保
煤矿设备的正常运行和工作效率。
冷连轧卷取机控制模式与带尾定位计算方法冷轧带钢在正常轧制后,通过冷连轧机、剪前夹送辊、飞剪、剪后转向辊后,经卷取机卷取成一定卷径的钢卷。
在轧钢工艺上,冷连轧机的末机架到卷取机的整个区域称为轧制线的出口(或称出口部分) 。
出口是冷连轧线上的最后环节,在卷取机上卷取的钢卷即为冷连轧的最终成品。
最终成品的质量当然与轧机各机架的控制有关,如厚度控制(AGC) 、位置控制(APC) 、张力控制(ATC) 等。
出口部分并不能改变带钢的质量指标,但是高质量的成品若在出口部分处理不当,将会使其成为废品或次品,这是我们所不期望的。
为此在卷取机卷取过程中,我们关心的是: (1) 卷取机如何咬钢,才能使卷取机开始正常卷取,更好地配合连轧机的正常轧制;(2) 卷取机在卷取过程中带钢承受的张力不同,其张力应如何设定;(3)“剪切完”信号发出后,带钢带尾的速度如何设定以及带尾如何定位。
1 卷取机咬钢速度给定曲线的确定飞剪在每次剪切完成后,下一卷带钢的带头即出现在飞剪处,在剪前夹送辊的牵引下,带头进入剪后夹送辊,之后被送入卷取机,此时卷取机进入咬钢状态。
倘若卷取机咬钢不利,以轧制速度前进的带钢势必在卷取机旁形成堆积,造成事故停车。
为了顺利咬钢,咬钢时卷取机应采用斜坡函数速度给定,并以正、反向交替工作模式进行,这样才能使带头顺利咬入。
咬钢时的速度给定较低,其斜率与幅值PLC给出,它要根据带钢的材质、厚度等参数以及轧制工艺要求决定。
2 卷取机卷取过程中张力的设定卷取机一旦完成咬钢,带钢即要承受一定的张力,以保证带钢卷取的质量。
该张力是在卷取机与冷连轧机之间形成的。
在卷取机卷取的各个阶段,带钢承受的张力不同。
在咬钢过程中,为使带钢从卷芯开始卷取紧实,卷取机一旦咬住带头,就要以较大的张力值进行卷取,此时的张力通常比正常轧制时的张力要大。
在卷取机卷取过程中,卷径不断增大,当卷径达到一定数值Φ0 时,应当把张力降下来,以正常轧制张力进行卷取。