半钢子午线轮胎的硫化测温
- 格式:pdf
- 大小:227.95 KB
- 文档页数:4
轿车子午线轮胎高温硫化的研究梅周蟒(化工部北京橡胶工业研究设计院 100039)摘要 研究了以国产聚酯帘线作胎体的轿车子午线轮胎直接蒸汽介质高温硫化工艺。
根据高温下的性能变化特点选择合理的硫化体系和粘合体系,确定了胎面胶、带束层胶和内衬层胶的配方,使胶料在较短的时间内同步硫化;采用合理的工艺控制方法和在配方中加入一些加工助剂,可排除胶料半成品内部的气泡,保持半成品部件表面良好的自粘性;确定硫化温度为外模型给定温度180℃,内温给定208℃。
关键词 轮胎,高温硫化,直接蒸汽介质硫化 在轿车子午线轮胎的工业化生产中,采用高温硫化工艺,既能保证产品的质量和性能,还能较大地提高生产效率,是一种比较行之有效的生产工艺技术。
到目前为止,轿车子午线轮胎工业化生产的硫化方式主要有3种:(1)过热水介质硫化工艺过热水介质硫化工艺在国内外生产中一直被使用,过热水温度一般控制在170~180℃,内压保持在212~216MPa,硫化时间控制在20~30min,内压较高,介质性质较稳定,轮胎的质量较好,外观合格率较高,主要问题是硫化时间长,生产效率低。
(2)直接蒸汽介质硫化工艺直接蒸汽介质硫化工艺直接使高压饱和蒸汽进入硫化胶囊,内压一般在116~119MPa,温度达到195~210℃,硫化时间10~15min。
采用这种生产方式的优点主要是生产效率高,但是对整个轮胎生产过程,包括胶料混炼质量、施工设计、工艺装备使用状况以及各工序工艺等,比过热水介质硫化都有更严格的要求,只有这样才能保证在直接作者简介 梅周蟒,男,高级工程师。
1953年6月出生。
1979年毕业于清华大学工程化学系。
曾担任获国家科技进步二等奖的《低断面高速轿车子午线轮胎研制》项目的专题负责人。
蒸汽介质硫化时产品的质量和性能符合使用要求。
(3)氮气2蒸汽介质硫化工艺氮气2蒸汽介质硫化工艺近几年发展较快,它兼顾了上述两种硫化方式的优点:内压高、温度高,从而使轮胎硫化后的质量较稳定,同样也能达到直接蒸汽介质硫化工艺的生产效率。

子午线轮胎硫化温度的测定韩 雷 沈世刚 栗 波 林 化 刘淑梅(桦林集团有限责任公司 157032) 摘要 采用Z L W型智能硫化测温仪对现行配方及工艺下9100R2014PR轮胎硫化过程中的温度变化进行了测定,并进一步分析了其硫化程度。
结果表明,轮胎各部位胶料在现行工艺下都存在一定程度的过硫化,而且有的部位过硫化程度还相当严重(按硫化仪数据计分布在189%~523%,按平板硫化机数据计分布在43%~200%)。
分析认为,有必要缩短现行硫化时间并对部分胶料的硫化特性进行调整。
关键词 子午线轮胎,硫化温度,测温仪,过硫化 多年来,我公司生产的各种规格子午线轮胎一直沿用国外引进技术的硫化条件。
由于我们与国外轮胎生产中使用的原材料、设备、能源胎外胎硫化温度与硫化时间重新进行测定,利用测得的数据,制定出最佳的硫化条件。
轮胎在硫化过程中,热总是由模型经外层传递到中心部位去的。
橡胶是热的不良导体,轮胎又是一种典型的厚橡胶制品,因此其内部存在明显的温度梯度,这就会造成轮胎各部位的硫化程度不同。
科学地确定硫化温度与硫化时间这两个条件,应以在硫化结束时轮胎各部位胶料均获得最佳硫化程度为原则。
通常的做法是先对轮胎各部位进行实际硫化温度的测定,再将各部位的受热历程转换为半成品实验室硫化温度,即所谓的基准温度下的等效硫化时间,求得各部位的实际硫化程度,再与半成品在基准温度下的正硫化时间进行比较分析,最终得到最佳的硫化时间和硫化温度。
1 实验111 被测轮胎现生产的9100R2014PR子午线轮胎。
112 主要试验设备(1)用北京橡胶工业研究设计院研制的ZL W216型智能硫化测温仪进行硫化温度的测定。
它允许配置16对测温热电偶进行多点测作者简介 韩雷,男,40岁。
工程师。
主要从事橡胶理化检测工作。
已在《轮胎工业》等杂志上发表论文3篇。
定,定时自动记录各点温度,并自动给出以阿累尼乌斯方程式和温度因数为2的两种方式计算所得的等效硫化时间。
1硫化测温准备工作1.1测温轮胎规格:测试轮胎为10.00R20规格XXX花纹16PR的全钢子午线轮胎。
1.2主要试验设备:高铁硫化仪、硫化测温仪、笔记本电脑、63.5”双模定型硫化机等。
1.3测温模具准备:根据测温导线总数,将测温用硫化模下侧模板开1个直径20mm的圆孔,留出导线口。
1.4测温导线的准备:此次测温选取WL-Ⅳ型热电偶,将埋入轮胎的一端进行绞接,并将每对热电偶标识。
根据测温点数量,准备24对热电偶线。
1.5埋线位置的确定:根据硫化测温资料和测温经验,我们重点选那些重要而又具有代表性的位置,如:在轮胎使用中易出现质量问题的子口、胎肩、胎冠等位置。
详见附图。
1.6埋线:此次测温选择胎胚成型时埋线,依据预先确定并绘制的埋线图,及半成品设计尺寸与施工标准,对成型好的胎胚依次准确定位埋线,并进行固定。
2测温我们于10月30日对10.00R20的XXX花纹16PR规格进行了测温,选择A2硫化机,按照现硫化工艺条件进行硫化。
硫化工艺附后。
硫化计时开始后,测温间隔时间取10秒。
在轮胎硫化结束出模后,正常条件下自然冷却至130℃左右为止。
3各部位胶料活化能计算取轮胎各部件共12种胶料分别做141℃、151℃、161℃三个温度下的不同硫化程度条件,根据阿累尼乌斯方程求算出各部件胶料活化能。
阿累尼乌斯方程:log(τ1/τ2)=E/(2.303R)*((t2-t1)/t2*t1)τ1、τ2: 正硫化时间t90 (min);t1、t2: 硫化温度(K)E: 活化能(KJ/mol)R: 气体常数(8.3143J/mol*K)4测温数据的处理根据试验室做出的151℃各胶料T90值以及求算出的胶料活化能,运用阿累尼乌斯方程对测温记录数据进行处理,求算出151℃等效硫化时间,并得出当前工艺条件下轮胎硫化程度。
上述过程采用硫化测温仪自动计算。
等效硫化时间计算公式:Tg= exp{E/R(1/T0–1/T)}dttm: 硫化终止时间(min)ts: 硫化起始时间(min)E: 活化能(KJ/mol)R: 气体常数(8.3143 J/mol*K)T0: 硫化基准温度(K)T: 硫化测得温度(K)5结果讨论与建议1在正硫化结束时,各部件的硫化程度除18点(胎肩部位)外均已达到正硫化点。

(上)橡胶行业节能技术和设备介绍来源:中国化工信息网 2007年8月3日0 前言橡胶行业是国民经济中消耗能源较大的行业之一,一个年产100万套轮胎的传统轮胎企业每小时消耗蒸汽约40 t,消耗电量约7000 kW·h。
目前轮胎企业用机械式轮胎硫化机硫化1100R20子午胎时,根据轮胎硫化机采取节能措施情况,每硫化一条轮胎可消耗蒸汽约110-180 kg。
因此,减少能耗,节约能源,降低生产成本,一直是橡胶企业所关心的问题。
研究开发节能型橡胶加工设备及利用节能技术改造设备,提高设备使用性能,是目前降低橡胶行业能耗的主要措施之一。
由于我国国民经济整体生产水平比较落后,属国际上能源消耗大国,也是能源浪费大国。
为此中央提出在“十一五”期间降低能耗20%。
橡胶行业响应中央号召,为实现中央降耗目标而努力,多年来开发了不少行之有效的降耗节能设备和节能新措施,为橡胶行业的节能降耗工作作出了贡献。
为便于了解行业节能技术情况,根据个人水平将有关资料收集汇总如下,供同行参考。
1 炼胶设备节能措施炼胶是橡胶加工中消耗电能最多的一道工序,一台F270密炼机的装机功率达1000-1500 kW,因此做好炼胶设备的节能工作极为重要,在设计新机型和提高使用效率方面,出现了许多好经验。
提高密炼机转子转速和压砣压力提高密炼机转子转速和压砣压力可以提高生产效率,节约电能。
当采用过去压砣对物料压力≤ MPa,转子转速20 r/min的250 L低压低速密炼机炼胶时,每千克混炼胶能耗高达 kW·h;而当采用压砣对物料压力≥ MPa,转子转速40r/min的270L高压快速密炼机炼胶时,每千克混炼胶耗能 kW·h。
因此,每加工1000 kg混炼胶,至少比老式密炼机要少消耗100 kW·h电能。
国内过去大量生产的低压低速密炼机如果不进行改造,就应该淘汰,推广采用高效节能密炼机,以减少电能消耗。
利用智能密炼机控制系统节能青岛高校软控和浙江大学共同开发的两栖智能密炼机上辅机系列利用统计学理论、人工智能和专家系统,解决混炼质量的波动。
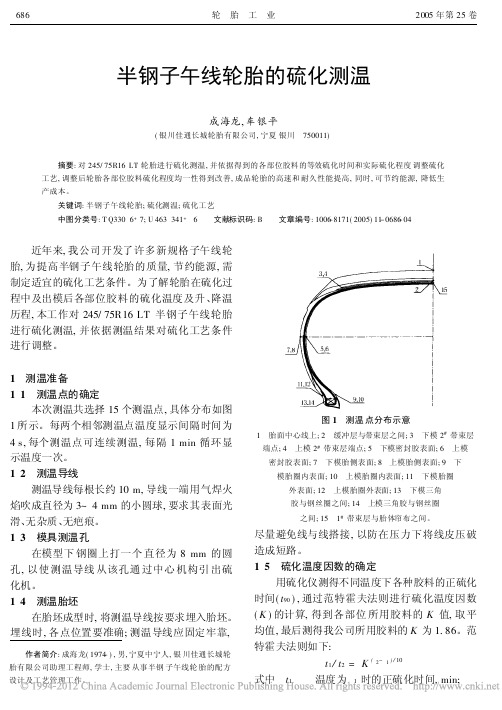
308 轮 胎 工 业2024年第44卷半钢子午线轮胎全氮气硫化工艺研究吕国勤,夏代杰(山东昊华轮胎有限公司,山东寿光262700)摘要:对蒸汽/氮气硫化工艺与全氮气硫化工艺进行对比,并对205/55R16 91V半钢子午线轮胎采用两种硫化工艺进行硫化测温和分析。
结果表明,相对蒸汽/氮气硫化工艺,采用全氮气硫化工艺轮胎的上下模温差较低,硫化时间缩短,各部位硫化程度符合要求,成品轮胎性能提高,单胎硫化能耗成本降低40%。
关键词:半钢子午线轮胎;全氮气硫化工艺;蒸汽/氮气硫化工艺;工艺优化;低碳节能中图分类号:TQ336.1;TQ330.6+7 文章编号:1006-8171(2024)05-0308-04文献标志码:A DOI:10.12135/j.issn.1006-8171.2024.05.0308构建基于低碳经济的轮胎产业可以减少能源消耗、降低轮胎生产成本,低碳技术开发与创新也必将提升轮胎企业的竞争力。
硫化工序使用大量蒸汽能源,使轮胎胶料在硫化介质提供的温度、压力下发生复杂的化学反应,由线型结构变成体型网状结构,进而获得优良的物理性能。
传统硫化工序使用过热水或蒸汽硫化工艺,近几十年来蒸汽/氮气硫化工艺以较低的蒸汽消耗量、优异的能源利用率得到大面积应用。
随着设备的创新升级,电加热硫化机带来一种更加节能的全氮气硫化工艺。
本工作通过对205/55R16 91V半钢子午线轮胎采用蒸汽/氮气硫化工艺与全氮气硫化工艺进行硫化测温和对比分析,探索使用更加高效的全氮气硫化工艺,达到低碳节能的目的[1-4]。
1 蒸汽/氮气与全氮气硫化工艺的主要区别半钢子午线轮胎一般要求硫化结束时介质温度高于150 ℃,硫化介质中含有的热量对轮胎生产可利用价值较低,而同等条件下蒸汽的热焓远大于氮气,造成蒸汽/氮气硫化工艺在硫化程序结束时排放气体的余热较高,这也成为全氮气硫化工艺节能的主要原因。
1.1 工艺步骤蒸汽/氮气硫化工艺首先使用1.4~1.8 MPa高压蒸汽提供热量,若干分钟后切换通入2.2~2.8 MPa高压氮气,利用充氮硫化绝热压缩减小温度下降,最后空排、氮气回收、抽真空至硫化程序结束。
全钢载重子午线轮胎的硫化测温近年来,随着技术开发和创新步伐的加快,我公司全钢载重子午线轮胎的生产不仅应用大量新配方,在结构设计方面也进行了许多改进和创新。
确定适宜硫化条件是保证产品质量的重要因素,为此,进行了11.00R20YS08轮胎的硫化测温,并对测温数据进行分析。
1 准备工作1.1 测温点的分布选取20个具有代表性的测温点,位置如图1所示。
1.2 测试仪器HudraseriesⅡ型硫化测温仪,美国FLUKE公司产品;1613mm 蒸锅式双模定型硫化机,桂林橡胶机械厂产品。
1.3 测试导线测温模具的下半模侧部开有两个相距约20cm、长和宽均为1cm的导线出口。
测温导线长度要求至少5m,这样可以增加使用次数。
导线表面应光滑,没有挤压、严重扭曲和打折现象,为了保证测温的顺利进行和测定结果的准确性,需对导线进行如下处理。
(1) 线头焊接将导线一端的红黄两股线的线头点焊在一起或紧紧扭结在一起,此端埋入轮胎内,焊接或扭结的目的是保证导线能够准确传递轮胎内部的温度。
导线的红黄两股线裸露的线头不能过长,以免影响测温结果的准确性。
导线另一端的红黄两股线裸露出适当长的线头以连接到测温仪接线盒,线头也不能过长,否则容易引起短路。
(2) 导线测试使用万用表对每根导线进行测试,以保证线路正常。
(3) 导线标识选用耐高温、粘性好的白色胶布,裁剪成长约1cm、宽约0.5cm的胶布条,标上相应的编号后粘贴在导线上,要求每根导线分别贴两条胶布,以防止导线从下半模导出过程中胶布脱落而不能辨别测温位置。
一条胶布靠近导线中间、另一条靠近测温端,线与线之间的胶布应错开,胶布集中在一起不利于导线从模具中引出。
1.4 测温胎坯测温胎坯埋线过程如下。
(1) 将胎侧向两边分开,与胎冠脱离后,从接头处将胎冠扒开,找到0°带束层等胎冠附近的测温点,将各导线埋入后,胎冠重新压合。
按照就近的原则,导线沿胎冠下部引到胎侧边,胎冠中间位置的导线引到上半模胎侧边。
子午线轮胎硫化温度的测定韩 雷 沈世刚 栗 波 林 化 刘淑梅(桦林集团有限责任公司 157032) 摘要 采用Z L W型智能硫化测温仪对现行配方及工艺下9100R2014PR轮胎硫化过程中的温度变化进行了测定,并进一步分析了其硫化程度。
结果表明,轮胎各部位胶料在现行工艺下都存在一定程度的过硫化,而且有的部位过硫化程度还相当严重(按硫化仪数据计分布在189%~523%,按平板硫化机数据计分布在43%~200%)。
分析认为,有必要缩短现行硫化时间并对部分胶料的硫化特性进行调整。
关键词 子午线轮胎,硫化温度,测温仪,过硫化 多年来,我公司生产的各种规格子午线轮胎一直沿用国外引进技术的硫化条件。
由于我们与国外轮胎生产中使用的原材料、设备、能源和人员状况等存在明显的差异,因此完全套用引进技术的条件是欠妥当的,有必要对其进行适当的修正。
修正的方法是对现生产子午线轮胎外胎硫化温度与硫化时间重新进行测定,利用测得的数据,制定出最佳的硫化条件。
轮胎在硫化过程中,热总是由模型经外层传递到中心部位去的。
橡胶是热的不良导体,轮胎又是一种典型的厚橡胶制品,因此其内部存在明显的温度梯度,这就会造成轮胎各部位的硫化程度不同。
科学地确定硫化温度与硫化时间这两个条件,应以在硫化结束时轮胎各部位胶料均获得最佳硫化程度为原则。
通常的做法是先对轮胎各部位进行实际硫化温度的测定,再将各部位的受热历程转换为半成品实验室硫化温度,即所谓的基准温度下的等效硫化时间,求得各部位的实际硫化程度,再与半成品在基准温度下的正硫化时间进行比较分析,最终得到最佳的硫化时间和硫化温度。
1 实验111 被测轮胎现生产的9100R2014PR子午线轮胎。
112 主要试验设备(1)用北京橡胶工业研究设计院研制的ZL W216型智能硫化测温仪进行硫化温度的测定。
它允许配置16对测温热电偶进行多点测作者简介 韩雷,男,40岁。
工程师。
主要从事橡胶理化检测工作。
已在《轮胎工业》等杂志上发表论文3篇。