全钢子午胎成型工序日常操作1
- 格式:ppt
- 大小:15.14 MB
- 文档页数:26
全钢丝载重子午线轮胎生产工艺及配方一、全钢子午胎配方设计原则轮胎配方设计,就是按照轮胎产品使用特点、有关国际和国家规定的各项性能指标,根据橡胶原材料的性质和积累的经验,考虑橡胶原材料以及各组分之间如何配比的方案,然后通过试验验证设计目的,如能获得产品所需要的性能及各项要求,这种橡胶和各种助剂的配比方案,就是我们所设计的配方。
我们大家都清楚,无论那一种橡胶,不可能各方面性能都能达到理想的水平,这种不足就可以通过配方设计来得到补偿,以期达到改善橡胶某些方面性能的目的(包括胶料的加工性能和制品的物理机械性能)。
1.1配方的设计原则 1、对轮胎产品的性能要求、使用条件要求均要有充分正确的认识,进行有针对性的设计。
2、对轮胎各部件的特殊性能要求和胶料的加工性能(加工过程中的温度、胶料流动性等)要求要有充分正确的认识,要与轮胎结构设计工程师进行交流,既要考虑各不同部件在使用、加工过程的差异性,又要考虑它们的共性和相关性,确保各部位的胶料性能达到要求。
3、对轮胎的硫化条件包括硫化介质、硫化温度、硫化压力等要了解,对轮胎整体配方设计时,要充分考虑各个配方的硫化速度的匹配。
4、对轮胎各部位的胶料物理性能的匹配,要在充分了解硫化速度的前提下,对胶料的强度、定伸等性能进行评价。
5、配方设计时,除考虑同一配方中各配合剂之间的内在联系,同时要考虑相接触的胶料中的配合剂的联系。
如,相邻胶料配方的硫黄、促进剂等。
6、配方设计人员在考虑选取配合剂时,要避免使用有毒原材料,尽力不使用能导致职业病的配合剂和溶剂,减少污染和公害,加强劳动保护,确保操作人员的健康和环境的清洁。
7、配方设计在保证性能的前提下,一定要体现低成本和材料简单化。
1.2配方设计程序根据配方的设计原则进行配方的设计,指定配方的程序如下: 1、先要调查研究,确切了解产品的具体使用条件,诸如使用温度、压力、接触的介质、受力情况等。
根据这些调节,收集有关资料,总结以前的经验教训,拟出一系列的性能指标。
1.适用范围:全钢载重子午胎胎冠、三角胶芯的挤出制造工艺。
2.引用文件:《全钢载重子午线轮胎生产制造技术(秘密)》《双复合挤出机使用说明书》《双复合挤出机联动线使用说明书》3.术语无4.工艺流程图见附页5.工艺条件5.1 冷却水温度:《25℃压力:》0.4Mpa5.2 压缩空气:生产用》0.7Mpa仪表用》0.4Mpa要求:清洁、无水、无油5.3 生产环境:室温:18~35℃湿度:《60%5.4 电源:380V±10%;50±2Hz6.使用设备及主要性能6.1 热炼机6.1.1 XK-660破胶机两台(双星制造)●辊筒尺寸:直径*长度660*2130mm●辊筒形式:前光辊钻孔冷却后沟槽辊中空冷却●前辊线速度:28.6m/min●前后辊速比:1:1.246.1.2 XK-660细炼机、供胶机(双星制造)●辊筒尺寸:直径*长度660*2130mm●辊筒形式:全部光辊钻孔冷却●前辊线速度:24.8m/min●前后辊速比:1:1.096.2 Φ250H/Φ150P双复合挤出机(中田制造)6.2.1 技术参数●挤出部件最大宽度/厚度:500mm/50mm●最大工作产量:Φ250H挤出机:3600kg/hΦ150P 挤出机: 1300kg/h●挤出胶料温度:≤120℃●机头内胶料压力:≤250kg/cm26.2.2 特征参数●Φ250H挤出机螺杆长径比:(长度L/直径D)6:1螺杆转速:5.5~55rpm喂料辊:独立水冷却喂料胶片最大宽度/厚度:300mm/15mm温控单元段数: 2段(螺杆、机筒各一段)温度调节范围:40~120℃温度调节精度:±2℃●Φ150P挤出机螺杆长径比:(长度L/直径D)16:1螺杆转速:4.5~45rpm喂料辊:独立水冷却喂料胶片最大宽度/厚度:600mm/10mm温控单元段数: 3段(螺杆、机筒前端、机筒喂料段各一段)温度调节范围:40~120℃温度调节精度:±2℃●背叠式挤出机头开口尺寸:上机头500mm(宽)/25mm(高)下机头500mm(宽)/25mm(高)测量机头胶料压力传感器测量范围:0~350kg/cm2测量温度段温度表范围:≤200℃温控段数:3段(机头上、中、下各一段)温度调节范围:40~120℃温度调节精度:±2℃●胶料供胶系统-Φ150P挤出机供料传输带传输带段宽度/长度:1000mm/3000mm金属控测器灵敏度:直径5mm钢球带有自动报警装置LMF-800A全钢载重子午胎挤出联动装置(桂林银河制造)6.3.1 技术参数:●联动线速度:3~30m/min●输送带宽度:800mm●辊道面距地面高度:850mm●收缩辊道收缩比:6~13.6%●米秤称量精度:±0.2%(动态)●终端秤称量精度:±0.2%(动态)●自动测宽范围及精度:宽度最大600mm;精度±0.1mm●定中装置定中精度:±1mm●冷却长度:120m(ⅠⅡ段喷淋、ⅢⅣ段浸泡)●切割装置:切割精度:±3mm切割坡度:18~30度切割速度:Max 15刀/min切割厚度:Max 300mm6.3.2 特征参数:●接取装置:线速度:Max 30m/min上方配有一套红外测温装置,测温精度±1度●收缩辊道:辊道长度:3100mm;上方配有6个色标缸●连续称量装置(米秤)最大称量范围:10kg/m最小分度值:10g辊道称量重长*宽:1000*800mm带有打印、报警功能●定中心装置:对中精度:±1mm●胎面贴胶片系统1.XYD-800两辊压延机辊道直径/长度:360/800mm上辊线速度:2.5~25m/min速比:1:1;1:1.04压延胶片最大宽度/最小厚度:630mm/0.2mm压延胶片厚度精度:±0.1mm温控段数:2段温控精度:±2℃2.XJ-90销钉冷喂料挤出机-供料机螺杆长径比:12:1最大挤出能力:300kg/h机头内胶料工作压力:15~22Mpa温控段数:3段温度调节范围:40~95℃温度调节精度:±2℃3.贴胶上辊床-在压延机上方托辊温控精度:±2℃(水冷却)●两工位聚乙烯塑料薄膜导开装置塑料卷最大直径:300mm塑料厚度:0.07mm塑料薄膜宽度:290~500mm●双工位四导开胶片贴合装置-供三角胶芯贴胶片之用胶片卷最大直径:500mm胶片宽度范围:40~110mm●双工位四导开胶片贴合装置-供胎侧胶贴胶片之用胶片卷最大直径:500mm胶片宽度范围:40~110mm●冷却水槽ⅠⅡ水槽喷淋冷却,ⅢⅣ水槽浸泡冷却,冷却水由Ⅳ槽经Ⅲ槽,至Ⅱ水槽喷淋后进回水管,冷却水槽全长120m●吹干系统●裁断装置:裁断长度:1200~3800mm单向切割,喷射蒸汽润滑刀片●终端秤:最大称量范围:50kg静态称量精度:±0.1%称量输送带长度/宽度:4500mm/80mm具有不合格半成品分选功能7.开炼机操作:11.1压出型胶无老化籽、无杂物、无气泡、无坑凹,表面光滑、压出断面致密性良好。
第一章全钢子午胎简介第一节什么是全钢丝子午线轮胎1、什么是子午线?为了确定人们各自在地球上的位置,科学家们以地球的南极和北极为中心,把地球分成360等分,地球表面从面北极到南极通过英国伦敦格林威治天文台的那条经线叫做0º经线。
同时,以赤道线为基准,把地球分成南北各90条与赤道相平行的等分线圈叫纬线。
通过格林威治天文台的这条0º经线叫本初子午线,其它经线通称子午线。
2、什么是子午线轮胎?子午胎轮胎的胎体帘线排列方向象子午线一样,以轮轴为中心,从一个胎圈到另一个胎圈,径向排列。
带束层帘线虽然是斜向交叉排列,但与胎冠中心线呈很小的角度。
胎体帘线按子午线方向排列(与胎冠中心线呈90º),并有帘线排列几乎接近圆周方向的带束层箍紧胎体的这类轮胎叫做子午线轮胎,这是子午胎与斜交胎的根本区别。
3、什么是全钢丝子午线轮胎?胎体和带束层全部采用钢丝帘线的子午线轮胎叫做全钢丝子午线轮胎。
第二节全钢子午胎识别—胎侧标志介绍子午线轮胎与斜交轮胎的区别是结构上的不同。
但是这些内部结构的变化对成品胎来说外表是看不见的。
那么怎样来识别呢?只要细看轮胎胎侧上的标志即可。
1、全钢子午胎的种类标志:轮胎生产厂家在胎侧上标有“全钢丝子午线轮胎”,对应英文标识为“ALL STEEL RADIAL TYRE”。
2、子午线轮胎标志:在轮胎的规格标志中加有“R”字样,表示子午线轮胎。
“R”是英文“RADIAL TYRE”第一个大写字母。
3、不同品种、规格全钢子午线轮胎:例如:9.00 R 20轮辋名义直径(英寸)子午结构标志轮胎名义断面宽(英寸)285/ 70 R 24.5轮辋名义直径(英寸)子午线结构标志轮胎扁平率轮胎名义断面宽(毫米)4、速度级符号:代表轮胎的最高行驶速度,以英文字母表示。
如:标有“M”字样,表示该种轮胎最高行驶速度为每小时130公里。
5、层级(PR):表示轮胎在规定使用条件下所能承受的最大允许负荷的特定强度指标。
全钢子午线轮胎制造工艺全钢子午线轮胎制造工艺特点及工艺流程第一节全钢子午线轮胎制造工艺特点全钢子午线轮胎的制造工艺特点1、各种胶料按照塑炼和混炼的质量要求做到均匀的充分的符合技术要求的物理机械性能的工艺技术操作性能。
2、各种部件的尺寸符合技术规定的尺寸标准。
3、骨架材料与胶料覆合要达到帘线密度均匀且帘线的两面胶料厚度均一。
4、各种复合材料半成品的成型覆贴组合定位准且要均匀对称。
5、各种半成品要做到在技术规定的时间内使用。
6、各种半成品要做到无污染、无变形。
7、胎胚在硫化过程中装胎胚要定位准严格执行硫化三要素。
8、成品的搬运、包装、仓储要满足全钢子午胎的要求。
第二节全钢子午线轮胎制造工艺流程一、全钢子午线轮胎主要制造工艺1、密炼一一混炼胶2、压出一一胎面、胎侧、垫胶、胎圈胶芯3、型胶压延一一薄胶片、内衬层气密层4、钢丝压延胎体、带束层帘布、子口包布帘布5、0?压出一一0?带束层6、纵裁一一窄纤维胶帘布条和窄薄胶片条。
7、胎圈缠绕成型一一胎圈和缠绕胎圈包布8、胶芯敷贴一一将胶芯敷贴在胎圈上9、半硫化一一将胎圈进行半硫化10、15?裁断一一带束层、子口、90?裁断一一胎体帘布12、成型一一胎胚13、硫化一一轮胎外胎成品14、包布11质量检查一一100地进行外观和X光透视检查二、制造工艺流程二、生产工艺条件1、对温度、湿度要求1成型、裁断区温度20?2?湿度50?5所有半成品要及时进入该区。
2锭子房的温度高于环境温度2-3?相对湿度?60。
30?带束层锭子房条件同上。
2、对紫外线和臭氧的要求。
避免阳光的照射3、无污染、无灰尘。
第五章全、内衬层气密钢子午线轮胎制造工艺整个全钢子午线轮胎的半成品组合从内向外1层1件2、胎体帘布1件3、胎圈钢丝圈、窄的包布、填充胶或称芯胶2 件4、钢丝子口包布2件5、带束层1、2、3带束层、2根缠绕两圈的0?带束层组合件1件6、垫胶胶肩垫胶或称带束层垫胶2件7、胎侧2件8、胎面1件第一节配料和混炼胶制造工艺混炼胶的主要工艺流程配合剂的加工?橡胶和配合剂的称量?混炼?下片冷却存放?胶料快检。
全钢丝子午线轮胎胎圈成型作业要点1工艺要求1.1钢丝使用前必须在生产区内停放24小时以上,并保证原包装完整。
1.2钢圈钢丝外观质量:无油、无锈、无氧化等污染物。
1.3胶料:应性能合格,且无杂物、无自硫胶疙瘩、无生胶疙瘩、无喷霜、无水分、无粘连或未分散的药粒子等杂物,存放时间必须符合《胶料、压延帘布、半成品部件和生胎的环境条件与停放时间标准》。
1.4钢丝圈外观质量:不重叠,不缺线,钢丝表面附胶不少于95%。
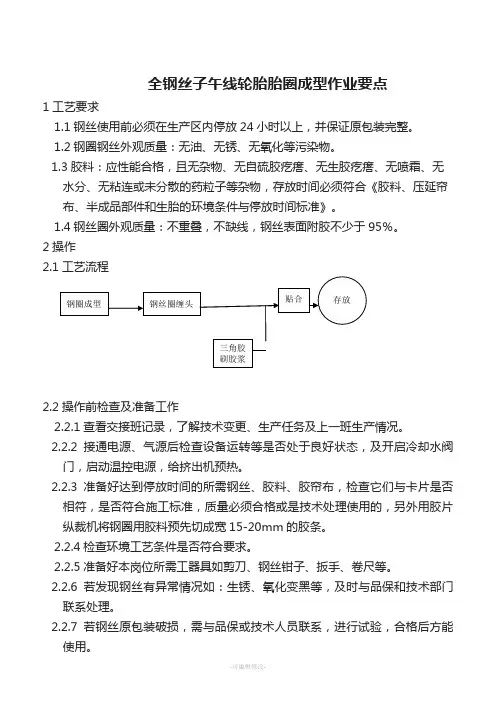
2操作2.1工艺流程2.2操作前检查及准备工作2.2.1查看交接班记录,了解技术变更、生产任务及上一班生产情况。
2.2.2接通电源、气源后检查设备运转等是否处于良好状态,及开启冷却水阀门,启动温控电源,给挤出机预热。
2.2.3准备好达到停放时间的所需钢丝、胶料、胶帘布,检查它们与卡片是否相符,是否符合施工标准,质量必须合格或是技术处理使用的,另外用胶片纵裁机将钢圈用胶料预先切成宽15-20mm的胶条。
2.2.4检查环境工艺条件是否符合要求。
2.2.5准备好本岗位所需工器具如剪刀、钢丝钳子、扳手、卷尺等。
2.2.6若发现钢丝有异常情况如:生锈、氧化变黑等,及时与品保和技术部门联系处理。
2.2.7若钢丝原包装破损,需与品保或技术人员联系,进行试验,合格后方能使用。
2.3生产工艺过程及注意和要求:2.4结束生产2.4.1清除机头胶料,关机。
2.4.2清理操作区域和设备,收拾好工器具。
2.4.3填写交接班记录3安全注意事项3.1开机前检查急停开关是否灵敏。
4.常见故障及排除常见质量缺陷一般处理方法。
全钢子午线轮胎制造工艺全钢子午线轮胎制造工艺特点及工艺流程第一节全钢子午线轮胎制造工艺特点全钢子午线轮胎的制造工艺特点 1、各种胶料按照塑炼和混炼的质量要求做到均匀的充分的符合技术要求的物理机械性能的工艺技术操作性能。
2、各种部件的尺寸符合技术规定的尺寸标准。
3、骨架材料与胶料覆合要达到帘线密度均匀且帘线的两面胶料厚度均一。
4、各种复合材料半成品的成型覆贴组合定位准且要均匀对称。
5、各种半成品要做到在技术规定的时间内使用。
6、各种半成品要做到无污染、无变形。
7、胎胚在硫化过程中装胎胚要定位准严格执行硫化三要素。
8、成品的搬运、包装、仓储要满足全钢子午胎的要求。
第二节全钢子午线轮胎制造工艺流程一、全钢子午线轮胎主要制造工艺 1、密炼——混炼胶 2、压出——胎面、胎侧、垫胶、胎圈胶芯 3、型胶压延——薄胶片、内衬层气密层 4、钢丝压延———胎体、带束层帘布、子口包布帘布 5、0?压出——0?带束层 6、纵裁——窄纤维胶帘布条和窄薄胶片条。
7、胎圈缠绕成型——胎圈和缠绕胎圈包布 8、胶芯敷贴——将胶芯敷贴在胎圈上 9、半硫化——将胎圈进行半硫化 10、15?裁断——带束层、子口、90?裁断——胎体帘布 12、成型——胎胚 13、硫化——轮胎外胎成品 14、包布 11质量检查——100地进行外观和X光透视检查二、制造工艺流程二、生产工艺条件 1、对温度、湿度要求 1成型、裁断区温度20?2?湿度50?5所有半成品要及时进入该区。
2锭子房的温度高于环境温度2-3?相对湿度?60。
30?带束层锭子房条件同上。
2、对紫外线和臭氧的要求。
避免阳光的照射 3、无污染、无灰尘。
第五章全、内衬层气密钢子午线轮胎制造工艺整个全钢子午线轮胎的半成品组合从内向外 1层 1件 2、胎体帘布 1件 3、胎圈钢丝圈、窄的包布、填充胶或称芯胶 2件 4、钢丝子口包布 2件 5、带束层1、2、3带束层、2根缠绕两圈的0?带束层组合件 1件 6、垫胶胶肩垫胶或称带束层垫胶 2件 7、胎侧 2件 8、胎面 1件第一节配料和混炼胶制造工艺混炼胶的主要工艺流程配合剂的加工?橡胶和配合剂的称量?混炼?下片冷却存放?胶料快检。
