第3章 车圆锥面
- 格式:ppt
- 大小:470.50 KB
- 文档页数:23
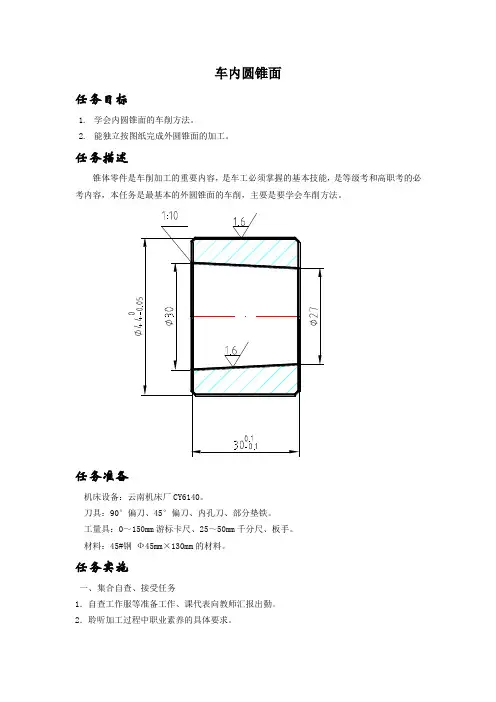
车内圆锥面任务目标1.学会内圆锥面的车削方法。
2.能独立按图纸完成外圆锥面的加工。
任务描述锥体零件是车削加工的重要内容,是车工必须掌握的基本技能,是等级考和高职考的必考内容,本任务是最基本的外圆锥面的车削,主要是要学会车削方法。
任务准备机床设备:云南机床厂CY6140。
刀具:90°偏刀、45°偏刀、内孔刀、部分垫铁。
工量具:0~150mm游标卡尺、25~50mm千分尺、板手。
材料:45#钢Ф45mm×130mm的材料。
任务实施一、集合自查、接受任务1.自查工作服等准备工作、课代表向教师汇报出勤。
2.聆听加工过程中职业素养的具体要求。
3.明确学习流程(任务分析→观看示范、任务准备→操作练习→任务自评、师评→巩固练习)二、车内圆锥面的方法(仔细观察教师的示范,并完成下面的填空)1、转动小滑板法车内圆锥1 )钻孔:用小于锥孔小端直径1~2mm的麻花钻钻底孔。
2 )内圆锥车刀的选择及装夹:选用圆锥形刀柄,且使刀尖与刀柄中心对称平面等高。
装刀时,使刀尖严格对准工件中心,刀柄与工件锥孔周围应留有一定空隙。
3 )转动小滑板:根据公式计算出圆锥半角α/2,小滑板逆时针方向转动一个圆锥半角α/2 。
第一步:用呆扳手将小滑板下面转盘螺母松开。
如图1第二步:小滑板逆时针转动,使小滑板基准线与圆锥半角刻度线对齐,再锁紧转动盘上的两颗对角螺母。
如图2图1 第一步图2第二步第三步:转动刀架使车刀刀刃与工件旋转轴心线成90°。
如图3第四步:转动小滑板使小滑板与小滑板导轨平齐。
如图4图3 第三步图4 第四步如果要加工配合的圆锥表面,可以先转动小滑板车好外圆锥面,然后不要变动小滑板角度,将内圆锥车刀反装,使切削刃向下,主轴仍正转,便可以加工出与圆锥体相配合的圆锥孔。
这种方法适于车削数量较少的配套圆锥,可以获得比较理想的配合精度。
4 )粗车内圆锥面:加工时,车刀从外边开始切削(主轴仍正转),当塞规能塞进工件约1/2 时检查校准圆锥角。
车削圆锥面的方法
车削圆锥面的方法可以分为以下几种:
1. 斜面车削法:将工件放置在车床上,使用车刀沿着圆锥面的轴线方向向下斜切,通过调整车刀角度和车床进给速度来控制圆锥面的形状和尺寸。
2. 摆动削法:在车床上安装一个可摆动的工作台,将工件夹持在工作台上,通过摆动工作台的角度来实现圆锥面的车削。
这种方法适用于小型工件的车削。
3. 长度调整法:在工件上先加工出一个粗略的圆锥面,然后使用测量工具(如量具或卡规)来测量圆锥面的误差,并根据测量结果进行调整,直到圆锥面达到要求。
4. 反复试削法:通过不断调整车床进给速度和车刀位置,反复试削工件,然后使用测量工具来检查圆锥面的形状和尺寸,并根据测量结果进行调整,直到圆锥面达到要求。
以上是常用的几种车削圆锥面的方法,具体使用哪种方法取决于工件的尺寸、形状和要求。
对于复杂的圆锥面,可能需要使用多种方法的组合或者采用专用的车削工具来进行加工。
将工件车削成圆锥表面的方法称为车圆锥。
常用车削锥面的方法有宽刀法、转动小刀架法、靠模法、尾座偏移法等几种。
这里介绍宽刀法、转动小刀架法、尾座偏移法、靠模法。
1.宽刀法车削较短的圆锥时,可以用宽刃刀直接车出,如图1所示。
其工作原理实质上是属于成型法,所以要求切削刃必须平直,切削刃与主轴轴线的夹角应等于工件圆锥半角α/2。
同时要求车床有较好的刚性,否则易引起振动。
当工件的圆锥斜面长度大于切削刃长度时,可以用多次接刀方法加工,担接刀处必须平整。
图1 用宽刃刀车削圆锥2.转动小刀架法当加工锥面不长的工件时,可用转动小刀架法车削。
车削时,将小滑板下面的转盘上螺母松开,把转盘转至所需要的圆锥半角α/2的刻线上,与基准零线对齐,然后固定转盘上的螺母,如果锥角不是整数,可在锥附近估计一个值,试车后逐步找正,如图2所示。
图2 转动小滑板车圆锥3.尾座偏移法图3 偏移位座法车削圆锥当车削锥度小,锥形部分较长的圆锥面时,可以用偏移尾座的方法,此方法可以自动走刀,缺点是不能车削整圆锥和内锥体,以及锥度较大的工件。
将尾座上滑板横向偏移一个距离S,使偏位后两顶尖连线与原来两顶尖中心线相交一个α/2角度,尾座的偏向取决于工件大小头在两顶尖间的加工位置。
尾座的偏移量与工件的总长有关,如图3所示,尾座偏移量可用下列公式计算:式中S——尾座偏移量;L—件锥体部分长度;L0——工件总长度;D、d——锥体大头直径和锥体小头直径。
床尾的偏移方向,由工件的锥体方向决定。
当工件的小端靠近床尾处,床尾应向里移动,反之,床尾应向外移动。
4.靠模法如图4所示,靠模板装置是车床加工圆锥面的附件。
对于较长的外圆锥和圆锥孔,当其精度要求较高而批量又较大时常采用这种方法。
图4 用靠模板车削圆锥面车圆锥体的质量分析:1)锥度不准确原因时计算上的误差;小拖板转动角度和床尾偏移量偏移不精确;或者是车刀、拖板、床尾没有固定好,在车削中移动而造成。
甚至因为工件的表面粗糙度太差,量规或工件上有毛刺或没有擦干净,而造成检验和测量的误差。

圆锥面车床加工工艺知识在机械制造中,除采用圆柱体和内圆内作为配合表面外,还常用圆锥体和内锥面作为配合面。
例如,车床主轴孔与顶尖的配合;尾架套筒的锥孔和顶尖、钻头锥柄的配合等。
圆锥体与内锥面相配具有配合紧密,拆装方便,多次拆装仍能保持精确的定心作用等优点。
车圆锥面的方法有四种:转动小拖板法、偏移尾架法、靠尺法和宽刀法。
一、转动小拖板法(小刀架转位法)方法:根据零件的圆锥角(2α),把小刀架下的转盘顺时针或逆时针扳转一个圆锥角(α),再把螺母固紧,用手缓慢而均匀转动小刀架手柄,车刀则沿着锥面的母线移动,从而加工出所需要的锥面。
特点:此法车锥面操作简单,可以加工任意锥角的内、外锥面。
因受小刀架行程的限制(C6132车床小刀架行程为了100mm ),不能加工较长的锥面。
需手动进给,劳动强度较大,表面粗糙度值Ra 为6.3~1.6μm 。
应用:用于单件小批生产中,车削精度较低和长度较短的圆锥面。
二、偏移尾架法尾架主要由尾架体和底座两大部分组成。
底座靠压板和固定螺钉紧固在床身上,尾架体可在底座上工作横向调节。
当松开固定螺钉而拧动两个调节螺钉时,即可使尾架体在横向移动一定距离。
方法:工件安装在前后顶尖之间,将尾架体相对底座在横向向前或向后偏移一定距离S ,使工件回转轴线与车床主轴轴线夹角等于工件圆锥斜角(α),当刀架自动或手动纵向进给时,即可车出所需的锥面。
尾架偏移距离S 的计算(见金工实习教材第162~163页): )(2)(mm ld D L s -=式中:D,d——锥体大端和小端直径;L——工件总长度;l——锥度部分轴向长度。
特点:此法可以加工较长的锥面,并能采用自动进给,表面加工质量较高,表面粗糙度值小(Ra=6.3~1.6μm)。
因受尾架偏移量的限制,只能车削工件圆锥斜角α<8°的外锥面。
又因顶尖在中心孔内是歪斜的,接触不良,磨损不均匀,变得不圆,导致在加工锥度较大的斜面时,影响加工精度。
锥塞规检验内圆锥的方法”不用分析,直接得出相反的结论即可(2)对比得出用圆锥量规检验圆锥角度的规律,归纳成下表:圆锥量规检验圆锥的判断检验方法用圆锥套规检验外圆锥圆锥塞规检验内圆锥显示剂的涂抹位置外圆锥工件圆锥塞规(教材图9-9)显示剂擦去的情况小端擦去,大端未擦去大端擦去,小端未擦去小端擦着,大端未擦去大端擦去,小端未擦去工件圆锥角小大大小检测圆锥线性尺寸外圆锥的最小圆锥直径内圆锥的最大圆锥直径课后评价(或后面的课后总结)通过小滑板转动角度的计算、车内、外圆锥、车削配套圆锥和内、外圆锥的检测来进行评价准备:1.地点:实习车间2.教具:1)CA6140型卧式车床及附件和砂轮机2)游标卡尺、圆锥量规、千分尺和万能角度尺等量具3)工件材料45钢,毛坯规格φ45mm×90mm4)外圆车刀、镗刀5)常用工具3.评价表:学生每人或每小组一份要求:让学生车内、外圆锥,并进行简单介绍。
包括车内、外圆锥体的方法、小滑板转动角度的计算、转动小滑板车内、外圆锥的步骤、车削配套圆锥和内、外圆锥的检测评价:根据完成情况,对每个学生或小组作出客观评,价并填入表格留存【组织教学】检查学生出勤,作好学生考勤记录。
强调课堂纪律,活跃课堂气氛。
强调实习纪律,做好安全文明生产。
【复习巩固】1.复习上次课主要学习内孔车刀的种类、内孔车刀刃磨步骤、内孔车刀的装夹、内孔的车削步骤和测量孔径的方法。
播放了锪孔、车孔和铰孔的视频。
同学们也进行了相应的练习。
通过讲解和演示及练习,使学生进一步增强对重点内容的认识和理解。
更加深了对刃磨内孔车刀和车内孔的感性认识。
2.提问1)通孔镗刀切削部分的几何形状与什么车刀相似?2)为防止镗刀振动,刀杆伸出的长度意见如何选取?3)内孔常用的测量方法有哪些?3.作业讲评作业完成情况统计表班级应交(本)实交(本)缺少(学生姓名)批阅情况1.作业是否交齐2.交作业是否及时3.作业的答案是否正确,若不正确应给出正确答案4.书写格式是否符合要求,字体是否认真、工整规范等5.给作业评出成绩【课题导入】首先出示常见的带有圆锥面的工件,如圆锥齿轮、锥形主轴、带锥孔的齿轮和锥形手柄等,见图。