工艺卡片模板
- 格式:doc
- 大小:367.00 KB
- 文档页数:8
机械加工工艺过程卡片班级:1404032姓名:机械加工工艺过程卡片产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15毛坯种类铸件毛坯外型尺寸每毛坯可制件数 1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工步工时备料Θ50×45的棒料1 车粗车端面及外圆金工CA6140三爪卡盘,YG6硬质合金车刀,表面粗糙度仪2 钻钻θ6,θ10,,θ14,,θ18通孔金工Z3025麻花钻,钻床专用夹具,内径千分尺3 镗粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔金工CA6140C620-1车床专用夹具内径百分尺,表面粗糙度仪表4 车粗车精车θ49至标准尺寸θ48金工CA614090度外圆车刀,游标卡尺,三爪卡盘5 车换端面保护夹θ48面粗,精车θ50至标准尺寸θ40金工CA614090度外圆车刀,游标卡尺,三爪卡盘6 车端面至标准尺寸保证长度30mm,40mm 金工CA614090度外圆车刀,游标卡尺,三爪卡盘设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期指导(厂名)机械加工工序卡片产品型号零件图号01—01—01产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件39.46s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助1 粗车端面及外圆三爪卡盘,YG6硬质合金车刀,表面粗糙度仪90 45 0.5 1.25 1 22s 17.46s(厂名)机械加工工序卡片产品型号零件图号01—01—02产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号机加工车间钻孔GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数Z3025 1夹具编号夹具名称切削液ZY—02 钻床专用夹具工序工时标准单件260s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助2 钻θ6,θ10,,θ14,,θ18通孔Z3025摇臂钻床,钻床专用夹具100 2 0.5 45 30 200s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—03产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—04 三爪卡盘工序工时标准单件61.5s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助3 粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔C620-1车床专用夹具内径百分尺,表面粗糙度仪表330 49 0.20 2 5 21s 40.5s(厂名)机械加工工序卡片产品型号零件图号01—01—04产品名称轴套零件名称轴套共(7)页第(5)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件110s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助4 粗车精车θ49至标准尺寸θ4890度外圆车刀,游标卡尺,三爪卡盘120 35 0.65 1.25 3 50s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—05产品名称轴套零件名称轴套共(7)页第(6)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助5 换端面保护夹θ48粗精车θ50至标准尺寸θ4090度外圆车刀,游标卡尺,三爪卡盘120 46 0.65 2 3 70s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—06产品名称轴套零件名称轴套共(7)页第(7)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助6 车端面至标准尺寸保证长度17mm,40mm90度外圆车刀,游标卡尺,三爪卡盘120 46 0.65 1.1 2 70s 60s。
机械加工工艺过程卡片
九江学院
机械加工工艺过程卡片
部件图号共页机械与资料工程学院部件名称第页
资料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数
工序号工序内容车间工段设施工艺装备
工时
准终单件
机械加工工序卡片
九江学院
机械加工工序卡片
机械与资料工程学院
(工序简图)
工步
工步内容工艺装备号
部件图号共页部件名称第页车间工序号工序名称资料牌号
毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设施名称设施型号设施编号同时加工件数夹具编号夹具名称切削液
工位用具编号工位用具名称工序工时
准终单件
主轴转速切削速度进给量(/ mm背吃刀量走刀
/( r/ min )/( m/ min )/ r)/mm
工时定额
次数
基本协助。
机械加工工艺过程卡片之邯郸勺丸创作
班级:1404032
姓名:
创作时间:二零二一年六月三十日
机械加工工艺过程卡片
创作时间:二零二一年六月三十日
创作时间:二零二一年六月三十日
(厂名)
机械加工工序卡片
产物型号 零件图号 01—01—01 产物名称
轴套 零件名称 轴套 共 (7)页 第(2) 页
创作时间:二零二一年六月三十日
(厂名)
机械加工工序卡片
产物型号 零件图号 01—01—02 产物名称
轴套 零件名称 轴套 共 (7)页 第(3) 页
创作时间:二零二一年六月三十日
(厂名)
机械加工工序卡片
产物型号 零件图号 01—01—03 产物名称
轴套 零件名称 轴套 共(7) 页 第 (4)页
创作时间:二零二一年六月三十日
(厂名)
机械加工工序卡片
产物型号 零件图号 01—01—04 产物名称
轴套 零件名称 轴套 共 (7)页 第(5) 页
创作时间:二零二一年六月三十日
(厂名)
机械加工工序卡片
产物型号 零件图号 01—01—05 产物名称
轴套 零件名称 轴套 共(7) 页 第(6) 页
创作时间:二零二一年六月三十日
(厂名)
机械加工工序卡片
产物型号 零件图号 01—01—06 产物名称
轴套 零件名称 轴套 共(7) 页 第(7) 页创作时间:二零二一年六月三十日。
机械加工工艺卡片模板1机械加工工艺过程卡片共产品型号零件图号 1页机械加工工艺过程卡片第产品名称零件名称 1页材料牌毛坯外形尺寸每件毛坯可制件数每台件数备注号工序号工序名工序内容设备工艺装备称设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(一)产品型号零件图号共页机械加工工序卡片产品名称零件名称第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(二)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 2 页车间工序号工序名称材料牌号车 45钢 10 Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数151513热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 18夹具编号夹具名称切削液 53四爪卡盘 1 90工位器具编号工位器具名称工序工时/min 107 准终单件1220.3工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 车床 450 50 0.3 1 1 0.2 粗车端面φ18外圆长度至尺寸122;2 车床 450 50 0.3 2.5 1 0.1 车刀至107处粗车Φ15至1223 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(三)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 3 页车间工序号工序名称材料牌号车 45钢 15Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1 14.5设备名称设备型号设备编号同时加工件数卧式车床 CA6140 16夹具编号夹具名称切削液四爪卡盘 1 5390工位器具编号工位器具名称工序工时/min107 准终单件 14.51220.6公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步号工艺装备工步内容 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助 1 车床 450 50 0.4 1 1 0.04 半精车φ16外圆长度至尺寸107 112 车床 450 50 0.4 0.25 1 0.3 半精车φ14.5外圆长度尺寸903 车床 450 50 0.4 1 1 0.1 半精车φ11外圆长度至尺寸534 车床 450 50 0.4 0.25 1 0.1 车刀至107处半精车φ14.5至122567设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改号签字日期标记处数更改号签字日期机械加工工序卡片(四)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 4 页车间工序号工序名称材料牌号Ra 3.2车 45钢 20毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 14.5热轧圆钢Φ20×260 2 1同时加工件16设备名称设备型号设备编号数卧式车床 CA6140532×0.5夹具编号夹具名称切削液 90四爪卡盘 1 107工位器具编号工位器具名称工序工时/min 14.5120 准终单件122 1.1工公步工时/min 主轴转速切削速度进给量/(mm背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) ,r) /mm 次数机动辅助号11切槽,车刀至120处切3?凹坑;1 车床 450 50 0.1 0.5 1 1 倒角;2 车床 450 50 0.1 0.5 1 0.1 车刀至120处切断3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(五)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 5 页车间工序号工序名称材料牌号铣 45钢 35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣床 450 50 0.3 1.5 1 0.1 粗、精铣键槽至尺寸2 4 5 6 7设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(六)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号铣 45钢 400毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.0182611热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液C1工位器具编号工位器具名称工序工时/min准终单件0.2工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣平面铣床 450 50 0.5 0.52 0.2 2345 6设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(七)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号磨 45钢 45-0.016毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.03413热轧圆钢Φ20×260 2 1 Ra 0.8设备名称设备型号设备编号同时加工件数外圆磨床 M135夹具编号夹具名称切削液12×0.5工位器具编号工位器具名称工序工时/min准终单件 370.4工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨右段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.4 证粗糙度2 3 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(八)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 8 页车间工序号工序名称材料牌号Ra 0.8磨 45钢 50毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 C1热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数 -0.016外圆磨床 M135 -0.03413夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 13 准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨左段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.1 证粗糙度2 3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号。
描图描校底图号装订号机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称工主轴切削速进给切削进给步工步内容工艺装备转速度量深度r/min m/min mm/r次数号mm123第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm底图号1装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名毛坯种类毛胚外形尺寸每毛坯可制作件数设备名称设备型号设备编号夹具编号夹具名称专用夹具工位器具编号工位器具名称描图工主轴切削速进给切削进给步工步内容工艺装备转速度量深度描校次数号r/min m/min mm/r mm1底图号2装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给描校步工步内容工艺装备转速度量深度r/min m/min mm/r 次数号mm底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助机械加工工序卡片产品型号零件图号产品名称零件名称共页第页车间工序号工序名材料牌每毛坯可制作件毛坯种类毛胚外形尺寸每台件数数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液煤油工序工时工位器具编号工位器具名称准终单件描图工主轴切削速进给切削工步工时进给步工步内容工艺装备转速度量深度描校次数号r/min m/min mm/r mm机动辅助1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称共页车间工序号工序名每毛坯可制作件毛坯种类毛胚外形尺寸数设备名称设备型号设备编号夹具编号夹具名称工位器具编号工位器具名称描图工主轴切削速进给切削进给步工步内容工艺装备转速度量深度描校r/min m/min mm/r 次数号mm1底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期第页材料牌每台件数同时加工件数切削液工序工时准终单件工步工时机动辅助--。
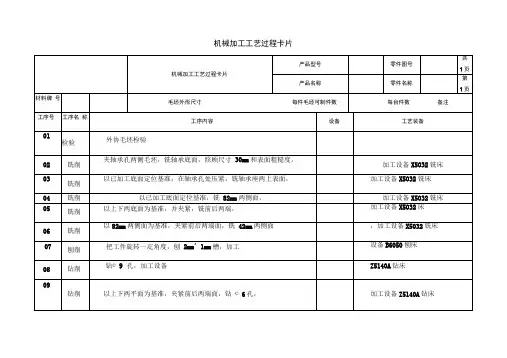
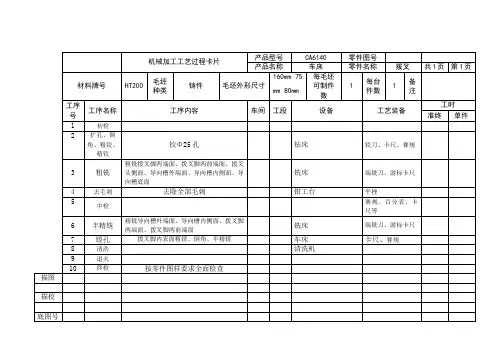
机械加工工艺过程卡片产品型号CA6140 零件图号
产品名称车床零件名称拨叉共1页第1页
材料牌号HT200 毛坯
种类
铸件毛坯外形尺寸
160mm×75
mm×80mm
每毛坯
可制件
数
1
每台
件数
1
备
注
工序号工序名称工序内容车间工段设备工艺装备
工时
准终单件
1 初检
2 扩孔、倒
角、粗铰、
精铰
铰Φ25孔钻床铰刀、卡尺、赛规
3 粗铣粗铣拨叉脚两端面、拨叉脚两前端面、拨叉
头侧面、导向槽外端面、导向槽内侧面、导
向槽底面
铣床端铣刀、游标卡尺
4 去毛刺去除全部毛刺钳工台平挫
5
中检赛规、百分表、卡尺等
6 半精铣精铣导向槽外端面、导向槽内侧面、拨叉脚
两端面、拨叉脚两前端面
铣床端铣刀、游标卡尺
7 镗孔拨叉脚内表面粗镗、倒角、半精镗车床卡尺、赛规
8 清洗清洗机
9 退火
10 终检按零件图样要求全面检查
描图
描校
底图号
装订号设计
日期审核
日期
标准化
日期
会签
日期
标记处数更改文件号签字日期标记处数更改文件号签字日期。

建筑施工工艺卡片模板
1. 工程概述
本工程是为了完成XXX(工程名称),位于XXX(地点)。
该工程的目标是XXX(工程目标),主要包括以下方面的施工工艺。
2. 施工工艺
2.1 地基处理
- 地基清理:清除现场上的杂物、垃圾以及不需要的树木、灌木等。
- 基坑开挖:根据设计要求开挖基坑,并保证基坑的平整度和坡度。
- 地基处理:根据设计要求采取相应的地基处理措施,例如填方、夯实等。
2.2 结构施工
- 基础施工:按照设计要求进行基础施工,包括浇筑混凝土、安装模板等。
- 柱、梁施工:根据设计图纸进行柱、梁的施工,包括浇筑混
凝土、安装钢筋等。
- 楼板施工:根据设计图纸进行楼板的施工,包括浇筑混凝土、安装钢筋等。
2.3 立面装饰
- 外墙装饰:根据设计图纸进行外墙的装饰,包括砖砌、涂料等。
- 窗户安装:按照设计要求进行窗户的安装,包括窗框、玻璃等。
- 幕墙安装:根据设计要求进行幕墙的安装,包括铝合金构件、玻璃等。
2.4 室内装修
- 隔墙施工:按照设计要求进行隔墙的施工,包括砖墙、石膏
板等。
- 地面装修:根据设计要求进行地面的装修,包括瓷砖、地板等。
- 吊顶施工:按照设计要求进行吊顶的施工,包括石膏板吊顶、铝扣板吊顶等。
3. 安全措施
- 施工人员必须佩戴安全帽,遵守现场安全规定。
- 施工现场必须设置防护栏杆,确保工人的安全。
- 施工过程中必须进行定期安全检查,及时发现并处理安全隐患。
以上为建筑施工工艺卡片模板的简要内容,具体施工工艺应根据实际情况进行调整和完善。
南昌大学 工程训练中心 普通车床加工工艺卡产品型号 零件号 零件名称 件数 第1页 实训产品0006螺纹体1件共1页零件加工路线零 件 规 格车间 D —3 工序材料 Q235钢 Φ25圆棒 库房 下料 重量0.154kg车工 去毛刺 毛坯料尺寸: Φ25×40mm 车工 粗车 零件技术要求车工 精车 1。
表面无毛刺车工 去毛刺检验室 检验 序号 工步 名称 设备名称设备 型号工具编号 工具 名称 工序内容 单位工时 备注1找正 夹紧普通车床CA6136三爪卡盘、卡盘、刀架扳手等 夹持毛坯外圆伸出50找正夹紧2min2 车端面 45°弯头刀 车端面 2min3 车外圆 90°外圆偏刀 车M22×1。
5螺纹外圆至长度 2min 4 切槽 切槽刀 切4×Φ20槽 5min 5 车螺纹 60°三角螺纹刀 车M22×1。
5螺纹 15min 6 车端面、切断 切断刀、 45°弯头刀按总长切断,调头车端面倒角10min 7 检验 0~150mm 游标卡尺、0~25mm 千分尺M22×1。
5螺纹环规等5min编制 邹发金审核批准会签编制日期2005。
5南昌大学 工程训练中心 普通车床加工工艺卡产品型号 零件号 零件名称 件数 第1页 实训产品CG002球体1件共1页零件加工路线零 件 规 格车间 D-3 工序材料Q235钢 Φ25圆棒 库房 下料 重量0。
14 kg车工 去毛刺 毛坯料尺寸: Φ25×34mm 车工 粗车 零件技术要求车工 精车 1。
表面无毛刺车工 去毛刺检验室 检验 序号 工步 名称 设备名称设备 型号工具编号 工具 名称 工序内容 单位工时 备注1找正 夹紧普通车床CA6136三爪卡盘、卡盘、刀架扳手夹持毛坯外圆伸出40找正夹紧 2min2划线普通R 圆弧刀、锉刀等 划线长分别为10、20、24处 2min3切槽圆弧刀在20至24长位置上移动切槽至Φ85min 4车球面车前面R10,车后面R1015minR 规R10 5锉光切断用锉刀锉光球面后到总长切断,去毛头5min6 检验0~150mm 游标卡尺 5min 编制 邹发金 审核批准会签编制日期2005.5南昌大学工程训练中心普通车床加工工艺卡产品型号零件号零件名称件数第1页实训产品CG003 销钉1件共1页零件加工路线零件规格车间D-3工序材料Q235钢φ25圆棒库房下料重量0。
机械加工工艺过程卡片班级:1404032姓名:机械加工工艺过程卡片(厂名)机械加工工序卡片产品型号零件图号01—01—01产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助1粗车端面及外圆三爪卡盘,YG6硬质合金车刀,表面粗糙度仪9045122s(厂名)机械加工工序卡片产品型号零件图号01—01—02产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号机加工车间钻孔GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数Z30251夹具编号夹具名称切削液ZY—02钻床专用夹具工序工时标准单件260s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助2钻θ6,θ10,,θ14,,θ18通孔Z3025摇臂钻床,钻床专用夹具10024530200s60s(厂名)机械加工工序卡片产品型号零件图号01—01—03产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—04三爪卡盘工序工时标准单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助3粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔C620-1车床专用夹具内径百分尺,表面粗糙度仪表330492521s(厂名)机械加工工序卡片产品型号零件图号01—01—04产品名称轴套零件名称轴套共(7)页第(5)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件110s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助4粗车精车θ49至标准尺寸θ4890度外圆车刀,游标卡尺,三爪卡盘12035350s60s(厂名)机械加工工序卡片产品型号零件图号01—01—05产品名称轴套零件名称轴套共(7)页第(6)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助5换端面保护夹θ48粗精车θ50至标准尺寸θ4090度外圆车刀,游标卡尺,三爪卡盘120462370s60s(厂名)机械加工工序卡片产品型号零件图号01—01—06产品名称轴套零件名称轴套共(7)页第(7)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助6车端面至标准尺寸保证长度17mm,40mm90度外圆车刀,游标卡尺,三爪卡盘12046270s60s。
甲醇厂气化车间煤浆制备(702)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂气化车间气化(703)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂气化车间灰水处理(704)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂气化车间耐硫变换(705)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂气化车间空压机组共2页第2页(271A)甲醇厂气化车间空分机组(271)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂气化车间空压站(281)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂合成车间低温甲醇洗(612)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂合成车间硫回收(615)单元共2页第2页编号:神华宁煤煤炭化学分公司工艺甲醇厂合成车间氨冷冻(633)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂合成车间甲醇合成共2页第2页(801)甲醇厂合成车间二甲醚(406)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂水汽车间管网共2页第2页(068)甲醇厂水汽车间锅炉(208)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂水汽车间锅炉(208D)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间脱盐水(222)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间循环水站(450)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间新鲜水加压及消防水站(442)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间发电机组(208A)共2页第2页神华宁煤煤炭化学分公司工艺神华宁煤煤炭化学分公司工艺甲醇厂水汽车间热回收(708)共2页第2页神华宁煤煤炭化学分公司工艺甲醇厂水汽车间管网(068)共2页第2页神华宁煤煤炭化学分公司工艺司工艺卡SHMH-GC-02-2009一流司工艺卡SHMH-GC-03-2009一流司工艺卡SHMH-GC-04-2009一流司工艺卡SHMH-GC-05-2009一流司工艺卡SHMH-GC-06-2009一流司工艺卡SHMH-GC-07-2009一流司工艺卡SHMH-GC-08-2009一流。
机械加工工艺过程卡片
班级:1404032
姓名:
1
机械加工工艺过程卡片
2
(厂名)机械加工工序卡片产品型号零件图号01—01—01
产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号
机加工
车间
车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1
设备名称设备型号设备编号同时加工件数
CA6140 1
夹具编号夹具名称切削液
ZY—01 三爪卡盘
工序工时
标准单件
39.46s
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工序工时
机动辅助
1 粗车端面及外圆三爪卡盘,YG6硬质合
金车刀,表面粗糙度仪
90 45 0.5 1.25 1 22s 17.46s
3
(厂名)机械加工工序卡片产品型号零件图号01—01—02
产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号
机加工
车间
钻孔GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1
设备名称设备型号设备编号同时加工件数
Z3025 1
夹具编号夹具名称切削液
ZY—02 钻床专用夹具
工序工时
标准单件
260s
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工序工时
机动辅助
2 钻θ6,θ10,,θ14,,θ18
通孔
Z3025摇臂钻床,钻床专
用夹具
100 2 0.5 45 30 200s 60s
4
(厂名)机械加工工序卡片产品型号零件图号01—01—03
产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号
机加工
车间
车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1
设备名称设备型号设备编号同时加工件数
CA6140 1
夹具编号夹具名称切削液
ZY—04 三爪卡盘
工序工时
标准单件
61.5s
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工序工时
机动辅助
3 粗,精细镗θ20通孔θ30
圆柱孔,θ30至θ36的圆
锥孔
C620-1车床专用夹具内
径百分尺,表面粗糙度仪
表
330 49 0.20 2 5 21s 40.5s
5
(厂名)机械加工工序卡片产品型号零件图号01—01—04
产品名称轴套零件名称轴套共(7)页第(5)页车间工序号工序名称材料牌号
机加工
车间
车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1
设备名称设备型号设备编号同时加工件数
CA6140 1
夹具编号夹具名称切削液
ZY—01 三爪卡盘
工序工时
标准单件
110s
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工序工时
机动辅助
4 粗车精车θ49至标准尺
寸θ48
90度外圆车刀,游标卡尺,
三爪卡盘
120 35 0.65 1.25 3 50s 60s
6
(厂名)机械加工工序卡片产品型号零件图号01—01—05
产品名称轴套零件名称轴套共(7)页第(6)页车间工序号工序名称材料牌号
机加工
车间
车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1
设备名称设备型号设备编号同时加工件数
CA6140 1
夹具编号夹具名称切削液
ZY—01 三爪卡盘
工序工时
标准单件
130s
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工序工时
机动辅助
5 换端面保护夹θ48粗精
车θ50至标准尺寸θ40
90度外圆车刀,游标卡尺,
三爪卡盘
120 46 0.65 2 3 70s 60s
7
(厂名)机械加工工序卡片产品型号零件图号01—01—06
产品名称轴套零件名称轴套共(7)页第(7)页车间工序号工序名称材料牌号
机加工
车间
车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1
设备名称设备型号设备编号同时加工件数
CA6140 1
夹具编号夹具名称切削液
ZY—01 三爪卡盘
工序工时
标准单件
130s
工步号工步内容工艺装备主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工序工时
机动辅助
6 车端面至标准尺寸保证
长度17mm,40mm
90度外圆车刀,游标卡尺,
三爪卡盘
120 46 0.65 1.1 2 70s 60s
8。