机械加工工艺卡模板
- 格式:pdf
- 大小:121.70 KB
- 文档页数:7
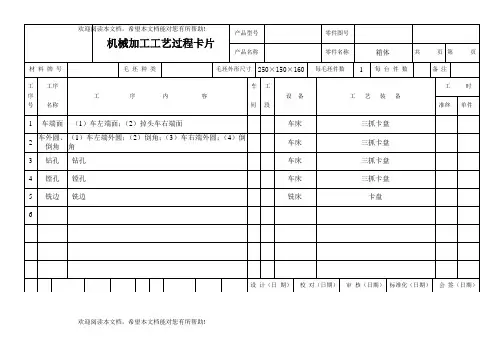
机械加工工艺过程卡片班级:1404032精品姓名:精品机械加工工艺过程卡片精品(厂名)机械加工工序卡片产品型号零件图号01—01—01产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件39.46s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助1粗车端面及外圆三爪卡盘,YG6硬质合金车刀,表面粗糙度仪90450.5 1.25122s17.46s精品(厂名)机械加工工序卡片产品型号零件图号01—01—02产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号机加工车间钻孔GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数Z30251夹具编号夹具名称切削液ZY—02钻床专用夹具工序工时标准单件260s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助2钻θ6,θ10,,θ14,,θ18通孔Z3025摇臂钻床,钻床专用夹具10020.54530200s60s精品(厂名)机械加工工序卡片产品型号零件图号01—01—03产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—04三爪卡盘工序工时标准单件61.5s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助3粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔C620-1车床专用夹具内径百分尺,表面粗糙度仪表330490.202521s40.5s精品(厂名)机械加工工序卡片产品型号零件图号01—01—04产品名称轴套零件名称轴套共(7)页第(5)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件110s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助4粗车精车θ49至标准尺寸θ4890度外圆车刀,游标卡尺,三爪卡盘120350.65 1.25350s60s精品(厂名)机械加工工序卡片产品型号零件图号01—01—05产品名称轴套零件名称轴套共(7)页第(6)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助5换端面保护夹θ48粗精车θ50至标准尺寸θ4090度外圆车刀,游标卡尺,三爪卡盘120460.652370s60s精品(厂名)机械加工工序卡片产品型号零件图号01—01—06产品名称轴套零件名称轴套共(7)页第(7)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助6车端面至标准尺寸保证长度17mm,40mm90度外圆车刀,游标卡尺,三爪卡盘120460.65 1.1270s60s如有侵权请联系告知删除,感谢你们的配合!精品。
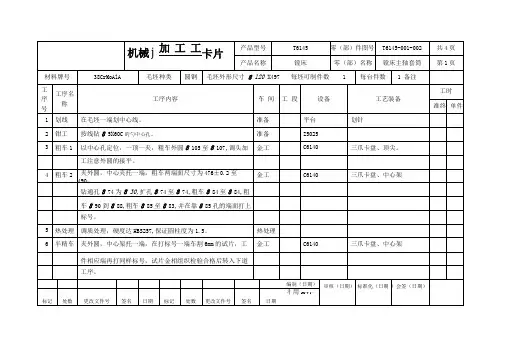
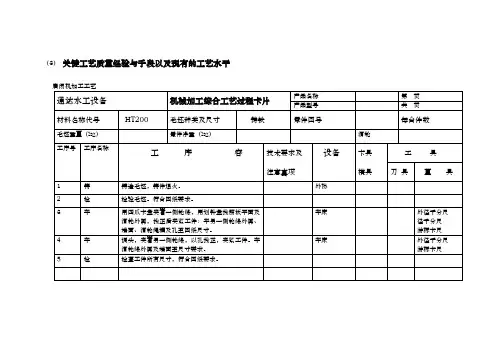
编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号笠名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工9 粗磨1 38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢中 120 X497 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液锥套心轴工位器具编号工位器具名称工序工时准终单件顶尖工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗磨外圆①至①,R a1.25。
76 2425.20 24 0.2 1编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒车间工序号工序名称材料牌号金工10 铳38CrMoAlA毛坯种类毛坯外形尺寸每坯可制件数每台件数圆钢(P120 X497 1 1设备名称设备型号设备编号同时加工件数铳床X5030 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗铳齿条800 40.19 0.4 5.5 12 精铳齿条1600 80.38 0.4 1.2 1标记处数更改文件号签名日期标记处数更改文件号签名日期兰州交通大学机电工程学院实践中心机械加工工序卡片产品型号T6145 零(部)件图号T6145-001-002产品名称镗床零(部)名称镗床主轴套筒工步号1 粗磨①至①,带磨槽内肩面,磨60。
机械加工工艺卡片模板1机械加工工艺过程卡片共产品型号零件图号 1页机械加工工艺过程卡片第产品名称零件名称 1页材料牌毛坯外形尺寸每件毛坯可制件数每台件数备注号工序号工序名工序内容设备工艺装备称设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(一)产品型号零件图号共页机械加工工序卡片产品名称零件名称第页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(二)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 2 页车间工序号工序名称材料牌号车 45钢 10 Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数151513热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 18夹具编号夹具名称切削液 53四爪卡盘 1 90工位器具编号工位器具名称工序工时/min 107 准终单件1220.3工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 车床 450 50 0.3 1 1 0.2 粗车端面φ18外圆长度至尺寸122;2 车床 450 50 0.3 2.5 1 0.1 车刀至107处粗车Φ15至1223 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(三)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 3 页车间工序号工序名称材料牌号车 45钢 15Ra 3.2毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1 14.5设备名称设备型号设备编号同时加工件数卧式车床 CA6140 16夹具编号夹具名称切削液四爪卡盘 1 5390工位器具编号工位器具名称工序工时/min107 准终单件 14.51220.6公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步号工艺装备工步内容 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助 1 车床 450 50 0.4 1 1 0.04 半精车φ16外圆长度至尺寸107 112 车床 450 50 0.4 0.25 1 0.3 半精车φ14.5外圆长度尺寸903 车床 450 50 0.4 1 1 0.1 半精车φ11外圆长度至尺寸534 车床 450 50 0.4 0.25 1 0.1 车刀至107处半精车φ14.5至122567设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改号签字日期标记处数更改号签字日期机械加工工序卡片(四)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 4 页车间工序号工序名称材料牌号Ra 3.2车 45钢 20毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 14.5热轧圆钢Φ20×260 2 1同时加工件16设备名称设备型号设备编号数卧式车床 CA6140532×0.5夹具编号夹具名称切削液 90四爪卡盘 1 107工位器具编号工位器具名称工序工时/min 14.5120 准终单件122 1.1工公步工时/min 主轴转速切削速度进给量/(mm背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) ,r) /mm 次数机动辅助号11切槽,车刀至120处切3?凹坑;1 车床 450 50 0.1 0.5 1 1 倒角;2 车床 450 50 0.1 0.5 1 0.1 车刀至120处切断3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(五)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 5 页车间工序号工序名称材料牌号铣 45钢 35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣床 450 50 0.3 1.5 1 0.1 粗、精铣键槽至尺寸2 4 5 6 7设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(六)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号铣 45钢 400毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.0182611热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数卧式铣床 XQ6125 10夹具编号夹具名称切削液C1工位器具编号工位器具名称工序工时/min准终单件0.2工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号1 铣平面铣床 450 50 0.5 0.52 0.2 2345 6设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(七)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 7 页车间工序号工序名称材料牌号磨 45钢 45-0.016毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 -0.03413热轧圆钢Φ20×260 2 1 Ra 0.8设备名称设备型号设备编号同时加工件数外圆磨床 M135夹具编号夹具名称切削液12×0.5工位器具编号工位器具名称工序工时/min准终单件 370.4工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨右段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.4 证粗糙度2 3 4 5设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号机械加工工序卡片(八)产品型号零件图号共 8 页徐州建院机械加工工序卡片机电工程学院产品名称零件名称主动轴第 8 页车间工序号工序名称材料牌号Ra 0.8磨 45钢 50毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数 C1热轧圆钢Φ20×260 2 1设备名称设备型号设备编号同时加工件数 -0.016外圆磨床 M135 -0.03413夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 13 准终单件0.1工公步工时/min 主轴转速切削速度进给量/背吃刀量走刀步工步内容工艺装备 /(r,min) /(m,min) (mm,r) /mm 次数机动辅助号粗、精磨左段Φ14.5处至尺寸并保1 磨床 450 50 0.2 0.7 1 0.1 证粗糙度2 3 4设计校对审核标准化会签(日期) (日期) (日期) (日期) (日期)标记处数更改文签字日期标记处数更改文签字日期件号件号。
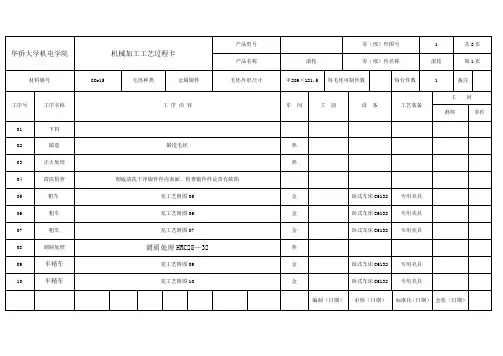
华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ280外圆工序号05零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s粗车Φ280外圆至Φ282.3硬质合金车刀YT15 121.5 1 1.85 1 125 2 58.32编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ215、Φ255工序号06零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ280右端面硬质合金车刀YT1536.75 1 1.8 1 125 2 17.6 2粗车Φ215内圆至Φ212.6及Φ203右端面硬质合金车刀YT1566.75 1 1.8 1 180 2 22.3 3粗车Φ137右端面至Φ203内圆硬质合金车刀YT1534.9 3 1.55 1 250 2 25.14粗车Φ255内圆至Φ253.6及Φ215右端面硬质合金车刀YT1517.7 10 2.05 1 125 2 84.9华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ240Φ137及14°槽工序号07零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ240左端面、硬质合金车刀YT1575.25 1 1.8 1 180 2 25.08 2粗车Φ280左端面及Φ240外圆、硬质合金车刀YT1519.3 3 1.8 1 180 2 19.3 3粗车Φ137内圆至Φ135.6硬质合金车刀YT1526 1 1.4 1 250 2 6.2 4 粗车14°槽14°切槽专用刀具9 1 1 250 2华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ280工序号09零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s半精车Φ280外圆至Φ280.9硬质合金车刀YT15116 1 0.7 0.5 125 2 111.4华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ215Φ255工序号10零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ280右端面硬质合金车刀YT1513.65 1 1.2 0.5 125 2 13.1 2半精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.45 1 0.7 0.5 180 2 45.0 3半精车Φ137右端面至Φ203内圆硬质合金车刀YT1533.7 1 1.1 0.5 280 2 16.24 半精车Φ255内圆及Φ215右端面、硬质合金车刀YT1517.5 1 0.7 0.5 125 2 16.8华侨大学院机电学院机械加工工艺卡片工序名称加工螺纹孔工序号11零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具立式钻床Z525安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1钻孔高速钢钻头20 1 7.82 铰孔20 1 0.23 攻丝、15 1华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ240Φ137及14°槽工序号12零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ240左端面硬质合金车刀YT1554.05 1 1.2 0.5 180 2 36.0 2半精车Φ280左端面及Φ240外圆硬质合金车刀YT1520 1 1.3 0.5 180 2 13.33 半精车Φ137内圆、硬质合金车刀YT1525.5 1 0.7 0.5 250 2 12.244 半精车14°槽14°切槽专用刀具0.7 1 0.5 250 2华侨大学院机电学院机械加工工艺卡片工序名称精车Φ280外圆工序号15零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ280外圆硬质合金车刀YT15110 1 0.3 0.25 180 3 146.7华侨大学院机电学院机械加工工艺卡片工序名称精车Φ215内圆工序号16零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.75 1 0.3 0.25 250 3 65.04华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ280外圆工序号17零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s金刚石车Φ280外圆金刚石车刀110 1 0.15 0.2 180 3 183.3华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ215内圆工序号18零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设。
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!。
机械加工工艺过程卡填写参考模板(一页不够可以复制接续到下一页)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片填写参考模板(5-8张,要来自于上面的工艺过程卡的某一个工序,自己选择做某个工序,并按工序号大小顺次填写)机械加工工序卡片产品型号零件图号共5页产品名称零件名称右支架第1页CAD中要抓取白底的图片放入并要符合工序简图的绘制要求车间工序号工序名称材料牌号05 粗铣顶面A ZG310-570毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数XA5032 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件高速钢镶齿铣刀工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm进给次数工步工时/min基本辅助1 粗铣顶面A 刀具:高速钢镶齿套式端铣刀量具:游标卡尺60 23.55 1.12 4 2.02 描图描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号共5页产品名称零件名称第2页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm进给次数工步工时/min基本辅助描图描校。
附录姓名: 机械加工工艺卡片产品型号零件图号指导老师:产品名称零件名称拖垃机连杆共21页第1页车间工序号工序名称材料牌号金工铣两端面45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数立式铣床X52k 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 铣连杆大小头两平面,每面留磨量0。
5mm 硬质合金端铣刀500 2.67 0.23 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第2页车间工序号工序名称材料牌号金工粗磨45#毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数磨床M7350 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 以一大平面定位,磨另一大平面,保证中心线对称,无标记面称为基面砂轮;磁力吸盘100 0.33 0。
33 0。
3 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第3页车间工序号工序名称材料牌号金工钻45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3080 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1 以基面定位,钻、扩、铰小头孔麻花钻;扩孔钻;铰刀1000 1。
04 0。
12 10 12 250 0.39 0.8 1.5 13200 0.32 0.8 1。
0 1机械加工工艺卡片产品型号零件图号产品名称零件名称拖垃机连杆共21页第4页车间工序号工序名称材料牌号金工铣大头两侧45# 毛坯种类毛坯尺寸每毛坯可制件数每件台数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式铣床X62W 1夹具编号夹具名称切削液I 专用夹具工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数r/min m/min mm/r mm1铣两侧面,保证对称(此平面为工艺用基准面) 750 0。
机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号Ⅰ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ155的端面YG8,90°9044.930.65 1.30.723Ⅱ粗车Φ155的外圆YG8,90°9044.930.81 1.10.233Ⅲ粗车Φ100的外圆YG8,90°9044.930.810.750.233Ⅳ粗车Φ75的外圆YG8,90°9044.930.65 1.50.257设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 4 页车间工序号工序名称材料牌号Ⅲ切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ切槽成形刀具9044.930.65 5.250.124设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 5 页车间工序号工序名称材料牌号Ⅳ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ65的端面YG8,90°15039.210.5220.23Ⅱ粗车Φ65的外圆YG8,90°15039.210.650.750.205Ⅲ粗车Φ80的端面YG8,90°15039.210.5220.173Ⅳ粗车Φ80的外圆YG8,90°15039.210.65 1.50.153设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第 6 页车间工序号工序名称材料牌号Ⅴ镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗镗Φ47的内孔YG8,45°600103.240.35 1.50.095Ⅱ粗镗Φ47的内孔表面YG8,45°600103.240.5220.192Ⅲ粗镗Φ32的内孔YG8,45°600103.240.35 1.50.214设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称填料箱盖零件名称填料箱盖共8 页第7 页车间工序号工序名称材料牌号Ⅵ钻Φ13.5的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ钻Φ13.5的孔麻花钻272110.360.50.225设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第8 页车间工序号工序名称材料牌号Ⅶ加工M10的螺纹孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ加工M10的螺纹孔麻花钻,丝锥27290.48 1.60.287设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。