复合固定循环指令G71、G70、G73
- 格式:ppt
- 大小:865.50 KB
- 文档页数:4

G71、G70循环指令的使用FANUC (广州数控GSK98TD)1、内/外径粗车复合固定循环(G71):如图(1)所示为粗车外径的刀具路径。
C点是粗加工循环起点,A点是毛坯外径与端面轮廓的交点。
编程格式:G71U(Δd)R(e);G71P(n s)Q(n f)U(Δu)W(Δw)F(f)S(s)T(t);N(n s)…;…N(n f)…;其中:Δd——切削深度(背吃刀量),模态值,半径值表示,无正负e——退刀量(可由系统参数设定),模态值,半径值表示,无正负Ns——精加工轮廓程序段中开始程序段的段号;n f——精加工轮廓程序段中结束程序段的段号;Δu——X向精加工余量(直径值,外圆加工为+,内径加工为-)Δw——Z向精加工余量f、s、t ——F、S、T 代码图(1)内/外径粗车固定复合循环G712、精车固定循环(G70):由G71完成粗车加工后,可以用G70进行精加工,切除粗加工中留下的余量。
精加工时,使用N(ns)~N (n f)程序段中的F、S、T功能。
当N(ns)~N(n f)程序中不指定F、S、T时,原粗车循环中指定的F、S、T仍有效。
G70指令后面的ns和n f是循环的起始段号和结束段号,不需重写,和G71指令后的ns和n f段号相同。
G70编程格式:G70 P(ns)Q(n f)G70指令后面的ns和n f是循环的起始段号和结束段号,不需重写,和G71指令后的ns和n f段号相同。
注意:2.1、G71指令后的ns→nf程序段中的F、S、T功能,即使被指定也对粗车循环无效。
2.2、零件轮廓必须符合X轴、Z轴方向同时单调增大或单调减少。
2.3、循环指令结束程序段不是倒角或者是车圆弧。
3、实操练习题:车半圆球面如图程序T0101S600M03G00X52.Z0G01X10.F120X0F40G00X52.W2.G71U2.R1.G71P10Q20U0.5W0.1F120N10G00X0//nsG01Z0F100S800G03X24.Z-12.R12.F80G01X32.W-10.F100W-21.X44.F140X46.W-1.F100Z-54.N20X52. //nfG00X55.Z2.G70P10Q20 //ns //nfG01X52.F100G00X100.Z120.M05M303.1、对刀步骤:(简要说明)1)机床旋转2)转动刀架到应对刀号,手动移动拖板试车工件的端面,选择相应的刀补号,把这点设为Z轴的零点。


多次固定循环G70、G71、G72、G73、G74、G75G70~G76是C N C车床多次固定循环指令,与单次固定循环指令一样,可以用于必须重复多次加工才能加工到规定尺寸的典型工序。
主要用于铸、锻毛坯的粗车和棒料车阶梯较大的轴及螺纹加工。
利用多次固定循环功能,只要给出最终精加工路径、循环次数和每次加工余量,机床能自动决定粗加工时的刀具路径。
在这一组多次固定循环指令中,G70是G71、G72、G73粗加工后的精加工指令,G74是深孔钻削固定循环指令,G75切槽固定循环指令,G76螺纹加工固定循环。
(1)精车循环G70该指令用于在零件用粗车循环指令G71、G72或G73车削后进行精车,指令格式为:G70P____Q____U____W____;指令中各参数的意义如下:P:精车程序第一段程序号;Q:精车程序最后一段程序号;U:沿X方向的精车余量;W:沿Z方向的精车余量。
编程注意事项:(1)精车过程中的F、S、T在程序段号P到Q之间指定。
(2)在车削循环期间,刀尖半径补偿功能有效。
(3)在P和Q之间的程序段不能调用子程序。
(4)指定车削余量U和W可分几次进行精车。
(2)外圆/内孔粗车循环G71该指令适用于毛坯料的粗车外径与粗车内径。
如图a所示为粗车外径的加工路径,图中C是粗加工循环的起点,A是毛坯外径与端面的交点,B时加工终点。
该指令的执行过程如图a所示,其指令格式为:G71U(Δd)R(e);G71P____Q____U(Δu)W(Δw)F____S____T____;N(P)………… 用程序段号P到Q之间的程序段定义A→A΄→B之间的移动轨迹N(Q)……指令中各参数的意义如下:Δd:车削深度,无符号。
车削方向取决于方向A A΄。
该参数为模态值。
E:退刀量,该参数为模态值。
P:精车削程序第一段程序号。
Q:精车削程序最后一段程序号。
Δu: X方向精车预留量的距离和方向。
Δw: Z方向精车预留量的距离和方向。
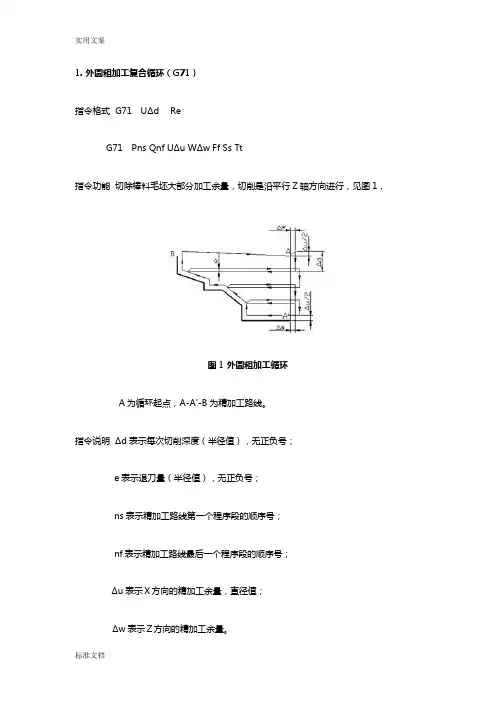
1. 外圆粗加工复合循环(G71)指令格式 G71 UΔd ReG71 Pns Qnf UΔu WΔw Ff Ss Tt指令功能切除棒料毛坯大部分加工余量,切削是沿平行Z轴方向进行,见图1,图1 外圆粗加工循环A为循环起点,A-A'-B为精加工路线。
指令说明Δd表示每次切削深度(半径值),无正负号;e表示退刀量(半径值),无正负号;ns表示精加工路线第一个程序段的顺序号;nf表示精加工路线最后一个程序段的顺序号;Δu表示X方向的精加工余量,直径值;Δw表示Z方向的精加工余量。
使用循环指令编程,首先要确定换刀点、循环点A、切削始点A’和切削终点B的坐标位置。
为节省数控机床的辅助工作时间,从换刀点至循环点A使用G00快速定位指令,循环点A 的X坐标位于毛坯尺寸之外,Z坐标值与切削始点A’的Z坐标值相同。
其次,按照外圆粗加工循环的指令格式和加工工艺要求写出G71指令程序段,在循环指令中有两个地址符U,前一个表示背吃刀量,后一个表示X方向的精加工余量。
在程序段中有P、Q地址符,则地址符U表示X方向的精加工余量,反之表示背吃刀量。
背吃刀量无负值A’→B是工件的轮廓线,A→A’→B为精加工路线,粗加工时刀具从A点后退Δu /2、Δw,即自动留出精加工余量。
顺序号ns至nf之间的程序段描述刀具切削加工的路线例题1 图2所示,运用外圆粗加工循环指令编程。
图2 外圆粗加工循环应用N010 G50 X150 Z100N020 G00 X41 Z0N030 G71 U2 R1N040 G71 P50 Q120 U0.5 W0.2 F100N050 G01 X0N060 G03 X11 W-5.5 R5.5N070 G01 W-10N080 X17 W-10N090 W-15N100 G02 X29 W-7.348 R7.5N110 G01 W-12.652N120 X41N130 G70 P50 Q120 F302. 面粗加工复合循环(G72)指令格式 G72 WΔd ReG72 Pns Qnf UΔu WΔw Ff Ss Tt指令功能除切削是沿平行X轴方向进行外,该指令功能与G71相同,见图3。
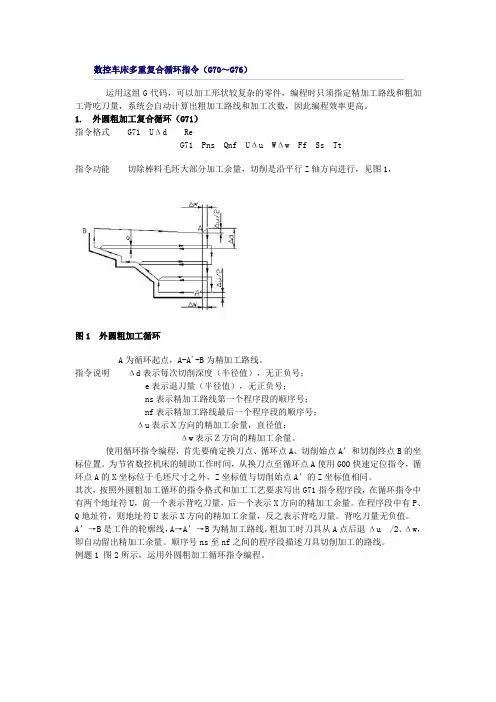
数控车床多重复合循环指令(G70~G76)运用这组G代码,可以加工形状较复杂的零件,编程时只须指定精加工路线和粗加工背吃刀量,系统会自动计算出粗加工路线和加工次数,因此编程效率更高。
1. 外圆粗加工复合循环(G71)指令格式G71 UΔd ReG71 Pns Qnf UΔu WΔw Ff Ss Tt指令功能切除棒料毛坯大部分加工余量,切削是沿平行Z轴方向进行,见图1,图1 外圆粗加工循环A为循环起点,A-A'-B为精加工路线。
指令说明Δd表示每次切削深度(半径值),无正负号;e表示退刀量(半径值),无正负号;ns表示精加工路线第一个程序段的顺序号;nf表示精加工路线最后一个程序段的顺序号;Δu表示X方向的精加工余量,直径值;Δw表示Z方向的精加工余量。
使用循环指令编程,首先要确定换刀点、循环点A、切削始点A’和切削终点B的坐标位置。
为节省数控机床的辅助工作时间,从换刀点至循环点A使用G00快速定位指令,循环点A的X坐标位于毛坯尺寸之外,Z坐标值与切削始点A’的Z坐标值相同。
其次,按照外圆粗加工循环的指令格式和加工工艺要求写出G71指令程序段,在循环指令中有两个地址符U,前一个表示背吃刀量,后一个表示X方向的精加工余量。
在程序段中有P、Q地址符,则地址符U表示X方向的精加工余量,反之表示背吃刀量。
背吃刀量无负值。
A’→B是工件的轮廓线,A→A’→B为精加工路线,粗加工时刀具从A点后退Δu/2、Δw,即自动留出精加工余量。
顺序号ns至nf之间的程序段描述刀具切削加工的路线。
例题1 图2所示,运用外圆粗加工循环指令编程。
图2 外圆粗加工循环应用N010 G50 X150 Z100N020 G00 X41 Z0N030 G71 U2 R1N040 G71 P50 Q120 U0.5 W0.2 F100N050 G01 X0 Z0N060 G03 X11 W-5.5 R5.5N070 G01 W-10N080 X17 W-10N090 W-15N100 G02 X29 W-7.348 R7.5N110 G01 W-12.652N120 X41N130 G70 P50 Q120 F302. 端面粗加工复合循环(G72)指令格式G72 WΔd ReG72 Pns Qnf UΔu WΔw Ff Ss Tt指令功能除切削是沿平行X轴方向进行外,该指令功能与G71相同,见图3。
固定循环G70、G71、G72、G73、G74、G75G70~G76是CNC车床多次固定循环指令,与单次固定循环指令一样,可以用于必须重复多次加工才能加工到规定尺寸的典型工序。
主要用于铸、锻毛坯的粗车和棒料车阶梯较大的轴及螺纹加工。
利用多次固定循环功能,只要给出最终精加工路径、循环次数和每次加工余量,机床能自动决定粗加工时的刀具路径。
在这一组多次固定循环指令中,G70是G71、G72、G73粗加工后的精加工指令,G74是深孔钻削固定循环指令,G75切槽固定循环指令,G76螺纹加工固定循环。
(1)精车循环G70该指令用于在零件用粗车循环指令G71、G72或G73车削后进行精车,指令格式为:G70 P____Q____U____W____;指令中各参数的意义如下:P:精车程序第一段程序号;Q:精车程序最后一段程序号;U:沿X方向的精车余量;W:沿Z方向的精车余量。
编程注意事项:(1)精车过程中的F、S、T在程序段号P到Q之间指定。
(2)在车削循环期间,刀尖半径补偿功能有效。
(3)在P和Q之间的程序段不能调用子程序。
(4)指定车削余量U和W可分几次进行精车。
图a图b(2)外圆/内孔粗车循环G71该指令适用于毛坯料的粗车外径与粗车内径。
如图a所示为粗车外径的加工路径,图中C 是粗加工循环的起点,A是毛坯外径与端面的交点,B时加工终点。
该指令的执行过程如图a 所示,其指令格式为:G71 U(Δd) R(e);G71 P____ Q____ U(Δu) W(Δw) F____S____T____;N(P)…………用程序段号P到Q之间的程序段定义A→A΄→B之间的移动轨迹N(Q)……指令中各参数的意义如下:Δd:车削深度,无符号。
车削方向取决于方向AA΄。
该参数为模态值。
E:退刀量,该参数为模态值。
P:精车削程序第一段程序号。
Q:精车削程序最后一段程序号。
Δu: X方向精车预留量的距离和方向。
Δw: Z方向精车预留量的距离和方向。
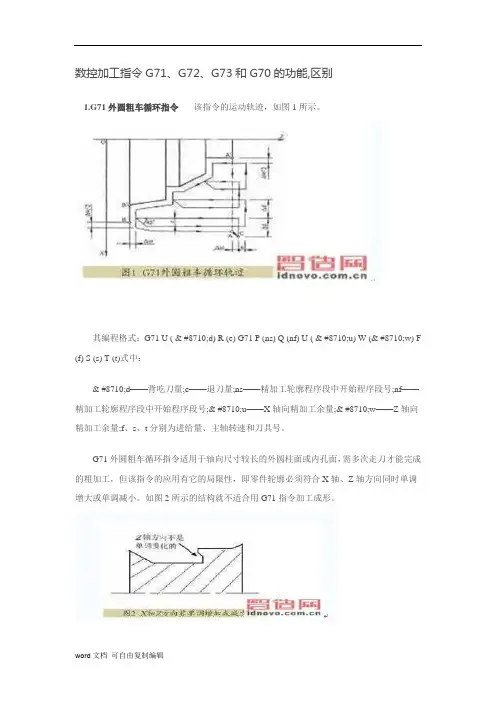
数控加工指令G71、G72、G73和G70的功能,区别1.G71外圆粗车循环指令该指令的运动轨迹,如图1所示。
其编程格式:G71 U ( & #8710;d) R (e) G71 P (ns) Q (nf) U ( & #8710;u) W (& #8710;w) F (f) S (s) T (t)式中:& #8710;d——背吃刀量;e——退刀量;ns——精加工轮廓程序段中开始程序段号;nf——精加工轮廓程序段中开始程序段号;& #8710;u——X轴向精加工余量;& #8710;w——Z轴向精加工余量;f、s、t分别为进给量、主轴转速和刀具号。
G71外圆粗车循环指令适用于轴向尺寸较长的外圆柱面或内孔面,需多次走刀才能完成的粗加工,但该指令的应用有它的局限性,即零件轮廓必须符合X轴、Z轴方向同时单调增大或单调减小。
如图2所示的结构就不适合用G71指令加工成形。
2.G72端面粗车循环指令该指令的运动轨迹,如图3所示。
其编程格式:G72 W ( & #8710;d) R (e) G72 P (ns) Q (nf) U ( & #8710;u) W (& #8710;w) F (f) S (s) T (t)式中:& #8710;d——背吃刀量;e——退刀量;其余各项含意与G71相同。
端面粗车循环指令G72也是一种复合循环指令,与G71所不同的是该指令适合于Z向余量小、X向余量大的回转体零件(如图4所示)粗加工,所加工的零件同样要符合X轴、Z轴方向同时单调增大或单调减小的特点。
3.G73封闭切削循环指令该指令的运动轨迹,如图5所示。
其编程格式:G73 U(i) W(k) R(d)G73 P(ns) Q(nf) U(△u) W(△w) F(f) S(s) T(t)式中:i——X轴向总退刀量;k——Z轴向总退刀量(半径值);d——重复加工次数;其余各项含意与G71相同。

试述数控车床多次循环G71指令的特点;与G70,G73指令有何不同?
多次G71指令是外圆粗加工复合循环指令,编程时只需要给出精加工路线和粗加工背吃刀量,系统会自动计算出粗加工路线和加工次数,进行平行于Z轴的多次粗切削加工,最后按留有精加工切削余量的精加工形状,即平行于零件轮廓进行最后粗切削加工。
只是要求轮廓在X和Z轴方向符合共同单调变化的模式。
可进行刀补。
G71指令的指令格式是:
G71U(Δd)R(e)
G71P(ns)Q(nf)U(Δu)W(Δw)F(f)S(s)T(t)
这里Δd、e分别为背吃刀量和退刀量。
ns、nf分别为精加工形状程序段中的开始程序段号和结束程序段号;
Δu、Δw分别为X轴方向和Z方向的精加工余量。
而G73则是固定形状的仿形切削复合循环指令,它是按照一定的切削形状逐渐地
靠近最终形状,即每一次切削都按照零件给定的一定的切削形状进行,最后只留下精加工余量。
而G70则是精加工循环指令,用于G71、G73之后的最后精加工。
仿形切削循环G73的指令格式是:
G73U(i)W(k)R(d)
G73P(ns)Q(nf)U(Δu)W(Δw)F(f)S(s)T(t)
这里,i为X轴上总退刀量(半径值);
k为Z轴上的总退刀量;
d为重复加工次数。
ns、nf分别为精加工形状程序段中的开始程序段号和结束程序
段号;
Δu、Δw分别为X轴方向和Z方向的精加工余量。
而G70指令的指令格式是:G70P(ns)Q(nf)F(f)。
多次固定循环G70、G71、G72、G73、G74、G75G70~G76是C N C车床多次固定循环指令,与单次固定循环指令一样,可以用于必须重复多次加工才能加工到规定尺寸的典型工序。
主要用于铸、锻毛坯的粗车和棒料车阶梯较大的轴及螺纹加工。
利用多次固定循环功能,只要给出最终精加工路径、循环次数和每次加工余量,机床能自动决定粗加工时的刀具路径。
在这一组多次固定循环指令中,G70是G71、G72、G73粗加工后的精加工指令,G74是深孔钻削固定循环指令,G75切槽固定循环指令,G76螺纹加工固定循环。
(1)精车循环G70该指令用于在零件用粗车循环指令G71、G72或G73车削后进行精车,指令格式为:G70P____Q____U____W____;指令中各参数的意义如下:P:精车程序第一段程序号;Q:精车程序最后一段程序号;U:沿X方向的精车余量;W:沿Z方向的精车余量。
编程注意事项:(1)精车过程中的F、S、T在程序段号P到Q之间指定。
(2)在车削循环期间,刀尖半径补偿功能有效。
(3)在P和Q之间的程序段不能调用子程序。
(4)指定车削余量U和W可分几次进行精车。
(2)外圆/内孔粗车循环G71该指令适用于毛坯料的粗车外径与粗车内径。
如图a所示为粗车外径的加工路径,图中C是粗加工循环的起点,A是毛坯外径与端面的交点,B时加工终点。
该指令的执行过程如图a所示,其指令格式为:G71U(Δd)R(e);G71P____Q____U(Δu)W(Δw)F____S____T____;N(P)………… 用程序段号P到Q之间的程序段定义A→A΄→B之间的移动轨迹N(Q)……指令中各参数的意义如下:Δd:车削深度,无符号。
车削方向取决于方向A A΄。
该参数为模态值。
E:退刀量,该参数为模态值。
P:精车削程序第一段程序号。
Q:精车削程序最后一段程序号。
Δu: X方向精车预留量的距离和方向。
Δw: Z方向精车预留量的距离和方向。