复合形状固定循环指令教学设计
- 格式:docx
- 大小:36.49 KB
- 文档页数:3
固定形状粗加工复合循环项目课程单元教学方案【课题】固定形状粗加工复合循环项目【课时】4【教学内容分析及策略】本次课的主要内容及拟解决的问题,及每部分采用的教学方法【教学目标的设计】1. 能力目标:2. 知识目标:3. 素质目标:【教学重点与难点】1. 重点:2. 难点:【训练项目设计】项目1:......项目2:......项目n:......【教学过程】一、导入通过不同的引入方式,引导学生进入“情景”,给学生一个直观的认识,激发学习的积极性和能动性。
可以通过以下方式引出项目或情景。
复习上节课的内容,提出问题,引出具体项目通过动画或图片演示通过实物演示通过具体的实验......二、教学实施(项目训练)项目训练中的项目可以是一个项目,也可以是多个项目,多个项目最好每个项目都有一定的联系,而不是孤立罗列。
项目训练过程要根据科目的要求和学生的实际情况,教师自行设计。
参考案例如下:告知或资讯:交代课程单元教学目标(职业能力目标和知识目标),明确要解决的问题或要完成的任务(职业能力训练项目),交代项目实施计划,工作步骤和顺序及项目考核办法。
出示与训练项目有关的知识、实例或素材,对于已学过的知识,可以通过导入部分完成;对于新知识,可以通过讲解、发放资料自学或其它方式让学生掌握。
初步训练:教师演示或让学生动手操作;由教师或学生归纳解决问题或完成任务的方案、步骤、操作要领和知识要点。
强化训练:出示改变了参数、增加了难度的实例,让学生操作或训练,加强学生对解决问题或完成任务的方案、方法、步骤和支撑知识的认识和体会,可通过工作页形式进行。
强化过程体现从易到难、从简单到复杂的规律,以增强学生职业能力并加深知识认知的程度。
项目检查:学生做项目的时候,教师要场边辅导,解决学生遇到的问题,对学生完成的产品、或演示的结果给予检查。
总结评价:学生强化操作后,教师总结学生在操作过程中遇到的问题,并给予正确的解决方案。
项目考核项目考核主要看能力训练项目的完成情况和学习过程中的主观性表现,考核主要包括本堂课职业能力训练项目完成情况以及学习过程中的主观性表现情况(学习态度、学习纪律、职业操守、交流沟通等)。
复合固定循环--G71/G70指令教案教学目标知识目标:1、了解外圆粗车循环G71指令和精车循环G70指令的功能;2、掌握G71和 G70的指令格式;3、掌握 G71和G70指令的走刀轨迹及编程方法。
能力目标:1、能运用复合循环指令 G71和G70进行零件的加工;2、能合理选择切削用量,制定加工工艺。
情感目标:1、通过课题的操作实践,让学生体验成功的喜悦,从而更加热爱自己的专业,养成规范的操作习惯和精益求精的工作作风;2、通过分组合作,培养学生的团结合作、思考精神。
教学重点: 1、G71、G70指令的格式、编程规则;2、根据图样,运用所学知识编写加工程序。
教学难点:1、G71、G70指令走刀轨迹及编程方法;2、控制加工精度。
教学准备: 准备分组、评分表若干、刀具卡片、工量具、车床配件等。
教学方法: 任务驱动法、对比导入法、讲解操作一体法、示范演示法、巡回指导法、分组合作法。
学习方法: 温故知新法、观摩法、岗位练习法、小组合作法。
一、教学准备1、讲授安排在教学区进行。
以讲授法、对比法为主。
因此要确保电脑、投影仪的功能正常;准备好黑板、粉笔;印发零件图人手一份,学生准备好笔记本、练习本。
2、演示、练习在操作区进行。
在上课的前分好小组;准备好刀具、量具、工具;确保机床运转正常;印发评分表;做好操作加工、小组评比的一切准备。
二、教学过程(一)导入新课:投影仪展示两种不同方式编写的程序,告知学生当零件加工余量大、形状比较复杂时,运用基本指令单步编制程序,语句较多,容易出错,并且加工效率低。
1、用基本指令编程:O1111;N10 G98 T0101;N20 S600 M03;N30 G00 X72 Z2;N40 X65;N50 G01 Z-80 F100;N60 X72;N70 G00 Z2;N80 X60;N90 G01 Z-80;N100 X72;N110 G00 Z2;N120 X55;N130 G01 Z-80;N140 X72;N150 G00 Z2;N160 X50;N170 G01 Z-80;N180 X72;N190 G00 Z2;N200 X45;N210 G01 Z-80;N220 X72;N230 G00 Z2;N240 X40;N250 G01 Z-80;N260 X72;N270 G00 Z2;N280 X35;N290 G01 Z-80;N300 X72;N310 G00 Z2;N320 X30;N330 G01 Z-80;N340 G00 X100 Z100;N350 M30;2、用G71循环指令编程:O1112;N10 G98 T0101;N20 S600 M03;N30 G00 X72 Z2;N40 G71 U2 R0.5;N50 G71 P60 Q80 U0.5 W0.1 F100;N60 G00 X30;N70 G01 Z-80 ;N80 X72;N90 G70 P60 Q80N100 G00 X100 Z100N110 M30;通过对比式教学,使学生在巩固已学知识的基础上,通过对比导入新课,给学生感官差异,明确新学知识的作用,激发学生学习积极性、主动性。

复合固定循环教案设计意图教案标题:复合固定循环教案设计意图教案设计意图:本教案旨在引导学生理解和运用复合固定循环的概念和原理,培养学生的分析、解决问题和创新思维能力。
通过实际案例和探究活动,学生将能够掌握复合固定循环的基本概念、流程和应用,并能运用所学知识解决实际问题。
教学目标:1. 知识目标:- 理解复合固定循环的定义和基本原理;- 掌握复合固定循环的基本流程和步骤;- 理解复合固定循环在实际生活和工程中的应用。
2. 能力目标:- 培养学生的分析和解决问题的能力;- 培养学生的创新思维和实践能力;- 培养学生的团队合作和沟通能力。
3. 情感目标:- 培养学生对科学技术的兴趣和热爱;- 培养学生的实践动手能力和创新精神;- 培养学生的合作意识和责任感。
教学重点:- 复合固定循环的定义、原理和基本流程;- 复合固定循环在实际生活和工程中的应用。
教学难点:- 如何理解和运用复合固定循环的概念和原理;- 如何运用所学知识解决实际问题。
教学方法:- 探究式学习法:通过实际案例和探究活动,引导学生主动探索和发现复合固定循环的概念和原理。
- 合作学习法:组织学生进行小组合作,共同解决问题,培养学生的团队合作和沟通能力。
- 情景模拟法:通过情景模拟和实践活动,让学生体验复合固定循环在实际生活和工程中的应用。
教学过程:1. 导入(5分钟):- 引入复合固定循环的概念,激发学生对该主题的兴趣。
2. 知识讲解(15分钟):- 讲解复合固定循环的定义、原理和基本流程。
- 通过图示和实例,帮助学生理解复合固定循环的工作原理。
3. 探究活动(30分钟):- 分组进行探究活动,通过实际案例和问题解决,让学生发现复合固定循环的应用和特点。
- 引导学生分析和总结复合固定循环的优势和局限性。
4. 情景模拟(20分钟):- 设计情景模拟活动,让学生在实际情境中运用复合固定循环解决问题。
- 观察和评价学生的表现,给予及时的指导和反馈。
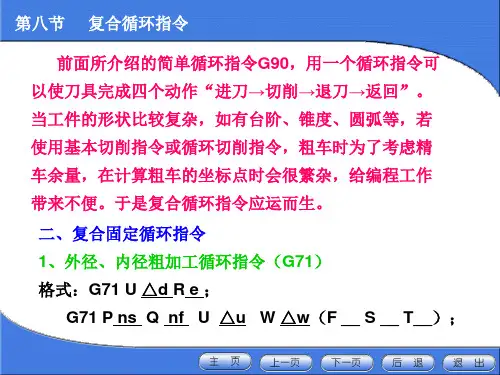
课题复合循环指令与M指令一、教学目的:1、掌握数控机床的复合循环指令含义2、能运用复合循环指令进行的编程3、能根据工件的形状选择相应的指令二、教学重点:G71、G73指令三、教学难点:G76指令的具体体含义四、教学方法:讲授、归纳、总结、测试五、教学用具:电脑、投影仪、教棒时间分配教学过程(一)、导入新课:数控机床中有一组以一当十的指令,它们就是复合循环指令,具体含义如下?(二)、讲授新课:➢精加工循环(G70)1.格式G70 P(ns) Q(nf)ns: 精加工形状程序的第一个段号。
nf: 精加工形状程序的最后一个段号2. 功能用G71、G72或G73粗车削后,G70精车削。
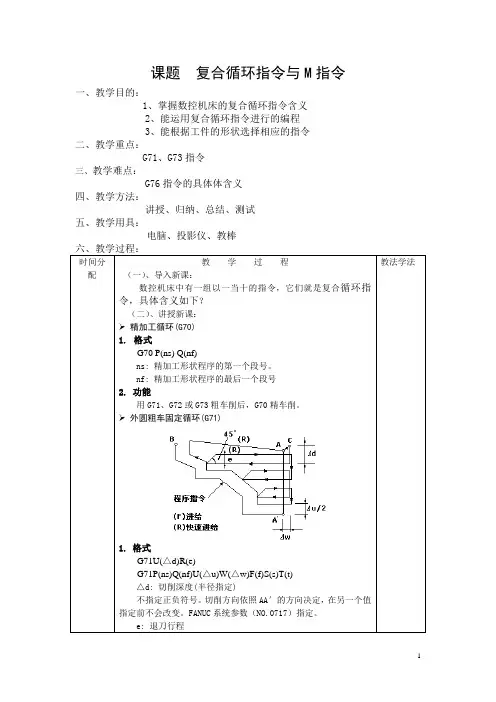
➢外圆粗车固定循环(G71)1. 格式G71U(△d)R(e)G71P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)△d: 切削深度(半径指定)不指定正负符号。
切削方向依照AA′的方向决定,在另一个值指定前不会改变。
FANUC系统参数(NO.0717)指定。
e: 退刀行程教法学法本指定是状态指定,在另一个值指定前不会改变。
FANUC系统参数(NO.0718)指定。
ns: 精加工形状程序的第一个段号。
nf: 精加工形状程序的最后一个段号。
△U: X方向精加工预留量的距离及方向,当数值为负数时表示孔的加工。
(直径/半径)△W: Z方向精加工预留量的距离及方向。
f,s,t: 包含在ns到nf程序段中的任何F,S或T功能在循环中被忽略,而在G71程序段中的F,S或功能有效。
注意:ns的哪行程序中不能出现z坐标,否则机床将报警,G71指令也可以用来加工内孔。
➢端面车削固定循环(G72)格式G72W(△d)R(e)G72P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)程序中具体字母的含义与G71相同,注意ns的哪行程序中不能出现x坐标,否则机床将报警。
➢成型加工复式循环(G73)格式G73U(△i)W(△k)R(d)G73P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t)△i: X轴方向退刀距离(半径指定), FANUC系统参数(NO.0719)指定。
5分钟
2.刀具路径:
第一步:先由循环点A退到点C,移动Δu∕2 和Δw的距离。
第二步:由点C平行于A A'移动Δd。
第三步:开始第一刀的外圆切削第四步:当到达本段终点时,以
与Z轴夹角45°的方向退出。
第五步:以离开切削表面e的距离快速返回到Z轴的出发点。
第六步:再以切深Δd 进行第二刀切削。
第七步:当到达精车留量时,沿精加工留量轮廓加工一刀使精车
留量均匀。
第八步:最后快速回到循环点A,完成一个粗车循环。
用课件
演示刀
具整个
移动过
程,在支
解整个
过程,分
步演示
讲解。
指出粗
车外圆
与内孔
时刀具
路径的
不同之
处。
结合本。
《复合形状固定循环指令》教学设计
四教学理念及教学策略选择与设计
教师创设真实加工情境,从而启发、引导学生自主探究、思考,并讨论、交流学习成果。
新课程注重学生的主动学习,发挥学生的主体作用,因此,本课在教学的设计上将充分发挥学生的主观能动性,并与实践相结合,通过自己的探索加上教师的引导,使学生的探究一步
步走向深入,从中体会到探究的乐趣、知识应用的价值,开阔学生的视野,锻炼学生的思维。
五教学设备用具
1教学课件 PPT;
2自制加工零件;
3加工仿真视频。
六教学过程
教学过程(环节)
教师活动
课件、资源内容
学生活动
媒体资源应用
设计意图
导入新课(2min)
如果采用G90 指令对
其加工,需要计算多个坐标
点,运算量较大,容易造成
错误。
因此,我们需要利用
复合形状固定循环指令进
行加工,那么复合形状固定
循环指令主要用什么指
令?格式如何?
跟随教师复习G90
指令格式和加工路线,分
析利用复合形状固定循
环指令的优势。
运用多媒体展示
让内容形象直观,提
高学生学习的自觉性
和问题探究的主动
性。
目标:引出正文,
明确利用复合形状固定
循环指令的优势。
1 展示加工路线; 1 自主研究加工路线; 1 利用课件通过自主
2 学习 G70、G71 指令格探究,了解 G70、G71
自主探究式中字、字符和数字的相指令格式相关知识;(5min)关知识; 2 展现问题,打破传
3 明确精加工走刀路线;统教学模式,形成以
2 自主探究 G70、G71 指令 4 学生间互相交流发现学生为主体,教师为。