焊机故障一览表(奥太)
- 格式:xlsx
- 大小:24.00 KB
- 文档页数:13
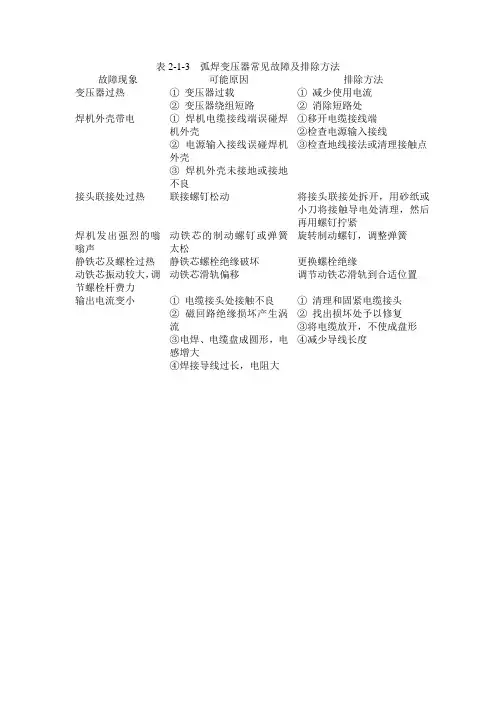
故障现象可能原因排除方法
变压器过热①变压器过载
②变压器绕组短路①减少使用电流
②消除短路处
焊机外壳带电①焊机电缆接线端误碰焊
机外壳
②电源输入接线误碰焊机
外壳
③焊机外壳未接地或接地
不良①移开电缆接线端
②检查电源输入接线
③检查地线接法或清理接触点
接头联接处过热联接螺钉松动将接头联接处拆开,用砂纸或
小刀将接触导电处清理,然后
再用螺钉拧紧
焊机发出强烈的嗡嗡声动铁芯的制动螺钉或弹簧
太松
旋转制动螺钉,调整弹簧
静铁芯及螺栓过热静铁芯螺栓绝缘破坏更换螺栓绝缘
动铁芯振动较大,调
节螺栓杆费力
动铁芯滑轨偏移调节动铁芯滑轨到合适位置
输出电流变小①电缆接头处接触不良
②磁回路绝缘损坏产生涡
流
③电焊、电缆盘成圆形,电
感增大
④焊接导线过长,电阻大①清理和固紧电缆接头
②找出损坏处予以修复
③将电缆放开,不使成盘形
④减少导线长度。
焊机常见故障及排除方法以焊机常见故障及排除方法为题,我们将介绍一些焊机常见故障以及相应的排除方法。
一、焊机无法启动1. 检查电源插头是否插紧,电源是否正常;2. 检查焊机的电源开关是否打开;3. 检查焊机的保险丝是否烧断,如烧断需更换保险丝;4. 检查焊机的内部线路是否松动或短路,如有问题需联系专业人员进行检修。
二、焊机工作时无输出电流1. 检查焊机的输出电缆是否连接牢固;2. 检查电极是否磨损严重,如磨损需更换新的电极;3. 检查焊机的输出开关是否打开;4. 检查焊机的输出电流调节旋钮是否调至适当位置。
三、焊机工作时出现电弧不稳定1. 检查焊机的电源电压是否稳定,若电压波动较大,需使用稳压器进行稳压;2. 检查焊机的电源线是否过长或过细,如有问题需更换适合的电源线;3. 检查焊机的接地线是否接触良好,如接触不良,需重新接好接地线;4. 检查焊机的电极是否磨损严重,如磨损严重需更换新的电极;5. 检查焊机的电极与工件之间的距离是否适当,如距离过大或过小,需调整至适当位置。
四、焊机工作时出现过热现象1. 检查焊机的散热风扇是否正常运转,如风扇不转或转速过慢,需更换新的风扇;2. 检查焊机的散热器是否堵塞,如有堵塞需清理散热器;3. 检查焊机的电源电压是否过高,如过高需使用稳压器进行稳压;4. 检查焊机的工作时间是否过长,如连续工作时间过长需停机休息一段时间。
五、焊机工作时出现焊缝质量不理想1. 检查焊机的电源电压是否稳定,若电压波动较大,需使用稳压器进行稳压;2. 检查焊机的电极是否磨损严重,如磨损严重需更换新的电极;3. 检查焊机的焊接参数是否设置正确,如电流、电压、焊接时间等参数是否符合要求;4. 检查焊机的电极与工件之间的距离是否适当,如距离过大或过小,需调整至适当位置;5. 检查焊工的焊接技术是否正确,如焊接速度、角度、焊接顺序等是否正确。
总结:焊机常见故障及排除方法主要包括焊机无法启动、焊机工作时无输出电流、焊机工作时出现电弧不稳定、焊机工作时出现过热现象以及焊机工作时出现焊缝质量不理想等问题。
电焊机的常见故障及处理技巧电焊机作为一种常见的焊接设备,在工业生产和家庭维修中有着广泛的应用。
然而,由于使用频繁以及维护不当,电焊机在使用过程中常会出现一些故障。
本文将介绍电焊机的常见故障,并提供相应的处理技巧,以便用户在遇到问题时能够迅速解决。
一、电源接触不良电焊机的电源接触不良是一种常见的故障,可能会导致焊条无法点亮或者焊接电弧不稳定。
处理这类问题的关键是检查电源接头是否松动或者氧化。
如果遇到松动的接头,只需重新插入或者拧紧即可。
若接头氧化,可使用砂纸擦拭使其清洁,然后再重新插入。
二、焊条粘在工件上在焊接过程中,有时焊条可能会粘在工件上,造成焊接效果不理想。
出现这种情况的原因可能是焊接温度过高或者焊接速度不匀称。
解决该问题的方法是调整焊接温度或者焊接速度。
若焊接温度过高,可适当降低电焊机的电流输出;若焊接速度不匀称,可尝试调整焊接速度使其均匀。
三、焊接电弧不稳定焊接电弧的稳定性是保证焊接质量的关键。
焊接电弧不稳定可能是由于电焊机电源输入电压过高或者设置不当引起的。
针对这一问题,首先需要检查电源输入电压是否正常,若过高,则需要调整输入电压至合适范围内。
其次,检查电焊机的设置情况,确保焊接电流和电弧稳定器的调节符合焊接需要。
四、电焊机发生过热电焊机在长时间使用后可能会出现过热的情况。
过热可能导致电焊机自动停机,影响工作效率。
要解决这个问题,需要检查电焊机散热系统是否正常,清理电焊机的风扇和散热片,确保通风良好。
同时,缩短使用时间,给电焊机充分休息,以减少过热的可能性。
五、线路断开或者短路线路断开或者短路是使用电焊机时常见的问题,常常会导致电焊机无法正常工作或者发生异常。
对于线路断开,需要检查焊接电缆是否损坏,如有必要,更换或修复电缆。
对于线路短路,通常是由于焊接电缆的绝缘层破损导致的,可以使用绝缘胶带修复或者更换绝缘层。
总结:电焊机的常见故障及处理技巧可以分为电源接触不良、焊条粘在工件上、焊接电弧不稳定、电焊机过热以及线路断开或者短路等问题。
电焊机的常见故障及处理技巧一、过热导致电焊机停止工作电焊机在工作过程中,由于长时间不间断工作或者环境温度过高等原因,可能导致电焊机过热而停止工作。
这时应及时关闭电焊机的电源开关,让电焊机自然冷却一段时间后再次启动。
二、电焊机输出电流不稳定电焊机输出电流不稳定可能是由于电源电压波动大、电焊机内部元件老化或者外部线路接触不良等原因引起的。
处理方法是检查电源线路,确保接触良好;检查电焊机内部元件,如发现老化应及时更换。
三、焊接不牢固或者出现飞溅现象焊接过程中出现焊接不牢固或者飞溅现象,可能是由于焊机设置不当、焊条质量差或者焊接技术不到位等原因引起的。
处理方法是调整焊机参数,更换高质量的焊条,并加强焊接技术的训练。
四、电焊机出现漏电现象电焊机出现漏电现象可能是由于绝缘损坏、接地不良或者线路老化等原因引起的。
处理方法是及时更换损坏的绝缘材料,重新接地,检查线路并及时更换老化的线路。
五、电焊机不能启动或者启动困难电焊机不能启动或者启动困难可能是由于电源故障、电机损坏或者启动电路故障等原因引起的。
处理方法是检查电源是否正常,检查电机是否损坏,排除启动电路故障,并及时更换损坏的零部件。
六、其他常见故障及处理技巧1. 电焊机出现烟雾或者异味,应立即停机检查,避免发生火灾或者触电危险。
2. 定期清洁电焊机内部灰尘及杂物,确保电焊机正常工作。
3. 定期检查电焊机的绝缘性能,防止漏电事故的发生。
4. 避免电焊机受潮或者进水,防止电路短路导致故障。
5. 在使用电焊机时,应配备好相应的个人防护用品,确保人身安全。
总之,电焊机的故障处理需要及时、准确,同时也需要避免在不了解情况下随意拆卸电焊机零部件,以免造成更严重的损坏。
通过合理使用和及时维护,可以延长电焊机的使用寿命,保障工作安全。
奥太焊机维修资料奥太ZX-STG手工氩弧两用焊机主板图 (一)奥太焊机维修资料是每个焊接工人必备的重要工具,因为在实际使用中,焊机难免会出现一些故障或错误,而需要进行相应的调试和修复。
在本文中,我们将关注奥太ZX-STG手工氩弧两用焊机主板图,来了解其基本原理和结构,以及如何进行维修。
一、焊机主板图的基本概念和意义奥太ZX-STG手工氩弧两用焊机主板图,是指所谓的电路板图或电路图,可以直观地表示焊机的所有元件以及它们之间的连接方式,类似于建筑物的结构图或蓝图。
理解焊机主板图的意义在于,在焊机电路出现故障或错误时,可以通过主板图找出其中的问题所在,进而进行准确地修复。
二、奥太ZX-STG手工氩弧两用焊机主板图的基本结构奥太ZX-STG手工氩弧两用焊机主板由以下几部分组成:1.电源输入端:用来接受外部电源输入。
2.改流器:用于将输入的交流电转换为直流电。
3.电子开关:它的作用是控制焊接电流的输出。
4.稳压器:用于稳定输出电压。
5.输出端:用于输出焊接电流。
三、焊机故障排查步骤及处理方法对于奥太ZX-STG手工氩弧两用焊机故障排查的步骤,我们可以分为以下几个方面:1.检查电源:如果焊机不能正常工作,首先需要检查电源是否正常供电,并查看电源线是否有断路。
2.检查焊机器壳上的安全装置:有些时候,这些装置可能会失灵,而造成焊机无法正常工作,在这种情况下,可以检查是否有故障的开关或熔丝。
3.检查连接器:如果焊机是通过连接器与电力网连接,则可能是由于连接器接触不良造成的故障,在这种情况下,需要检查连接器及其接头,以确保它们紧密且连接良好。
4.检查电路板:如果以上方法都不行,则需要检查电路板和焊机的主板图。
在这种情况下,需要尝试重新插拔电路板上所有插头,这有可能会重新连接一些故障组件。
综上所述,焊机维修中奥太ZX-STG手工氩弧两用焊机主板图是非常重要的一环,有了它的帮助,焊接工人可以通过对焊机电路的深入理解,准确地解决焊机电路的各种故障,并保证焊接工作的稳定和安全性。
问题179:电焊机常见故障排除方法一、故障现象焊机不起弧原因1、电源没有电压2、电源电压过低3、焊机接线错误4、焊机线圈短路或断路排除方法1、检查电源开关和熔断器的接通情况及电源电压2、调整电源电压3、检查一次侧和二次侧的接线是否正确4、检修线圈二、故障现象焊接电流过小原因1、焊机功率过小2、电源引线和焊接电缆过长,压降过大3、电源引线和焊接电缆盘成盘形,电杆过大4、焊接电缆接头松动排除方法1、更换大功率的焊机或两台并联使用2、减小导线长度或加大线径3、将导线放开4、将接头重新接好三、故障现象焊机振动及响声过大原因1、动铁芯上的螺杆和拉紧弹簧松动或脱落2、动铁芯或动圈的传动机构有故障3、移动滑道磨损严重,间隙过大4、线圈短路排除方法1、加固动铁心及拉紧弹簧2、更换磨损零件3、检修线圈四、故障现象调节手柄摇不动或动铁芯、动线圈不能移动原因1、传动机构上油垢太多或已锈住2、传动机构磨损3、移动滑道上有障碍4、BX3系列焊机线圈的引出线拴住或挤在线圈中排除方法1、清洗或除锈2、检修或更换磨损的零件3、清除障碍物4、清理线圈引出线五、故障现象焊机线圈绝缘电阻太低原因1、线圈受潮2、线圈长期过热、绝缘老化排除方法1、在 100~110C的烘干炉中烘干2、检修线圈六、故障现象熔断器经常熔断原因1、电源线路短路或接地2、一次或两次绕组匝间短路排除方法1、检查电源线的情况2、检修线圈。
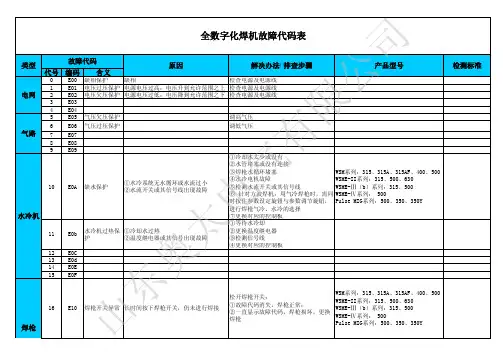
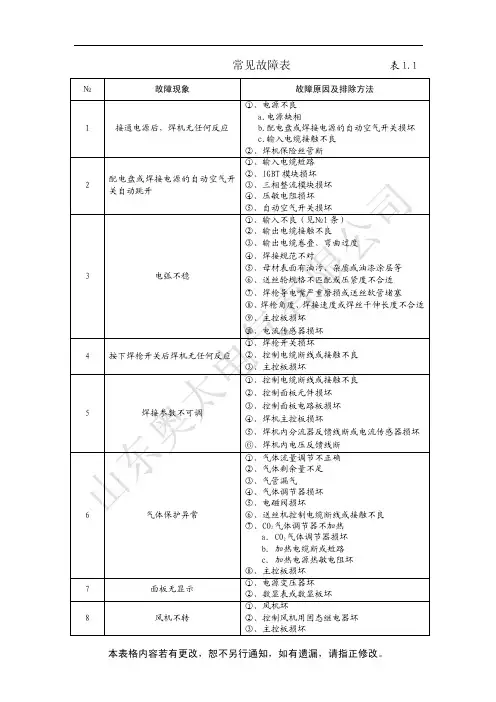
代号编码含义0E00缺相保护缺相检查电源及电源线1E01电压过压保护电源电压过高:电压升到允许范围之上检查电源及电源线2E02电压欠压保护电源电压过低:电压降到允许范围之下检查电源及电源线3E034E045E05气压欠压保护调高气压6E06气压过压保护调低气压7E078E089E0910E0A 缺水保护①水冷系统无水循环或水流过小②水流开关或其信号线出现故障①冷却水太少或没有②水管堵塞或没有连接③焊枪水循环堵塞④水冷电机故障⑤检测水流开关或其信号线⑥ 针对方波焊机:用气冷焊枪时,需同时按住参数设定旋钮与参数调节旋钮,进行焊枪气冷、水冷的选择⑦更换对应的控制板WSM 系列:315、315A 、315AF 、400、500WSME-II 系列:315、500、630WSME-Ⅲ(b )系列:315、500WSME-Ⅳ系列: 500Pulse MIG 系列:500、350、350Y11E0b 水冷机过热保护①冷却水过热②温度继电器或其信号出现故障①等待水冷却②更换温度继电器③检测信号线④更换对应的控制板12E0C 13E0d 14E0E 15E0F16E10焊枪开关异常长时间按下焊枪开关,仍未进行焊接松开焊枪开关:①故障代码消失,焊枪正常;②一直显示故障代码,焊枪损坏,更换焊枪WSM 系列:315、315A 、315AF 、400、500WSME-II 系列:315、500、630WSME-Ⅲ(b )系列:315、500WSME-Ⅳ系列: 500故障代码原因解决办法/排查步骤类型电网气路水冷机产品型号全数字化焊机故障代码表检测标准山东奥太电气有限公司17E11水冷焊枪过热①水冷焊枪过热等待水冷焊枪冷却18E12焊枪异常焊枪未接或没有接触好检查焊枪接口是否插紧19E1320E1421E15开机异常①开机时焊枪开关处于闭合状态②空载电压③有电流输出④送丝⑤送气①检测焊枪开关②更换对应的控制板③更换驱动板Pulse MIG 系列:500、350、350Y22E16直流风机异常23E17输出电流过大①过流;②电流传感器故障;③信号线断开④主控板故障①检修输出电缆;②排除信号线故障③更换电流传感器;④更换主控板故障Pulse MIG 系列:500、350、350Y24E18输出电压异常①电压反馈线断②主控板故障①检查电压反馈线②更换主控板故障Pulse MIG 系列:500、350、350Y25E19过热保护①焊机内部过热(超出额定负载持续率使用、前后通风口被堵塞)②温度继电器故障;③信号线故障④主控板故障①检查风扇,等待焊机内冷却②检查温度继电器的连线③更换温度继电器④更换主控板WSM 系列:315、315A 、315AF 、400、500WSME-II 系列:315、500、630WSME-Ⅲ(b )系列:315、500WSME-Ⅳ系列: 500Pulse MIG 系列:500、350、350Y 、500II 、500FR26E1A 环流保护当整流二极管发生损坏时,正常工作逆变器输出和故障逆变器输出形成内部环流,导致外部输出电流减小,同时导致与损坏整流二极管相连的主变线包过流烧损;①检查输出二极管;②检查电流互感器;③检查控制板;27E1b 漏电保护28E1C 一次逆变过流保护29E1d二次逆变过流保护30E1E二次过压保护①泄放板故障②主控板故障①更换泄放板故障②更换主控板故障WSME-II 系列:315、500、630WSME-Ⅲ(b )系列:315、500WSME-Ⅳ系列: 500焊机山东奥太电气有限公司32E20控制电源模块异常33E21电磁阀回路异常34E22软启动异常①软启动继电器开关侧开路,无法闭合。
焊接机常见故障及解决措施
本文将介绍常见的焊接机故障,并提供相应的解决措施。
以下是一些常见问题及其解决方法:
1. 焊接机无法启动
- 可能原因:可能原因:
- 电源故障
- 电源线连接问题
- 解决措施:解决措施:
- 检查电源是否通电
- 检查电源线是否正确连接
2. 焊接机无法产生电弧或电流输出不稳定
- 可能原因:可能原因:
- 焊接电极损坏
- 电源电压不稳定
- 解决措施:解决措施:
- 更换焊接电极
- 检查电源电压稳定性
3. 焊接机产生过多的火花或飞溅
- 可能原因:可能原因:
- 焊接电极与工件的接触不良
- 焊接电流过大
- 焊接材料质量不好
- 解决措施:解决措施:
- 确保焊接电极与工件有良好的接触- 调整焊接电流至合适的水平
- 使用质量良好的焊接材料
4. 焊接机产生异味或烟雾
- 可能原因:可能原因:
- 焊接电极或焊接材料的质量问题
- 焊接机内部故障
- 解决措施:解决措施:
- 更换焊接电极和焊接材料
- 在正常通风环境下操作焊接机
- 如问题仍然存在,需要联系维修人员检查焊接机内部情况
以上是一些常见的焊接机故障及相应的解决措施。
如果问题无法通过以上方法解决,建议您联系专业的维修人员进行进一步检查和修复。
请注意,本文介绍的解决措施仅供参考,具体操作时请遵循生产商提供的说明和安全规范。
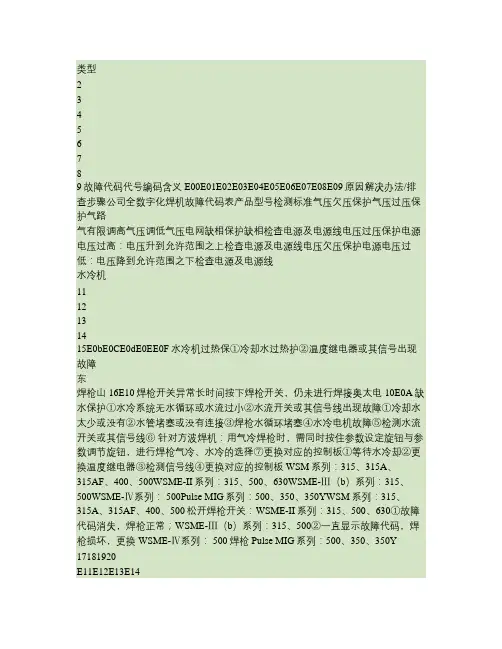
类型23456789故障代码代号编码含义E00E01E02E03E04E05E06E07E08E09原因解决办法/排查步骤公司全数字化焊机故障代码表产品型号检测标准气压欠压保护气压过压保护气路气有限调高气压调低气压电网缺相保护缺相检查电源及电源线电压过压保护电源电压过高:电压升到允许范围之上检查电源及电源线电压欠压保护电源电压过低:电压降到允许范围之下检查电源及电源线水冷机1112131415E0bE0CE0dE0EE0F水冷机过热保①冷却水过热护②温度继电器或其信号出现故障东焊枪山16E10焊枪开关异常长时间按下焊枪开关,仍未进行焊接奥太电10E0A缺水保护①水冷系统无水循环或水流过小②水流开关或其信号线出现故障①冷却水太少或没有②水管堵塞或没有连接③焊枪水循环堵塞④水冷电机故障⑤检测水流开关或其信号线⑥针对方波焊机:用气冷焊枪时,需同时按住参数设定旋钮与参数调节旋钮,进行焊枪气冷、水冷的选择⑦更换对应的控制板①等待水冷却②更换温度继电器③检测信号线④更换对应的控制板WSM系列:315、315A、315AF、400、500WSME-II系列:315、500、630WSME-Ⅲ(b)系列:315、500WSME-Ⅳ系列: 500Pulse MIG系列:500、350、350YWSM系列:315、315A、315AF、400、500松开焊枪开关:WSME-II系列:315、500、630①故障代码消失,焊枪正常;WSME-Ⅲ(b)系列:315、500②一直显示故障代码,焊枪损坏,更换WSME-Ⅳ系列: 500焊枪Pulse MIG系列:500、350、350Y 17181920E11E12E13E14水冷焊枪过热①水冷焊枪过热焊枪异常焊枪未接或没有接触好等待水冷焊枪冷却21E15开机异常①开机时焊枪开关处于闭合状态②空载电压③有电流输出④送丝⑤送气①检测焊枪开关②更换对应的控制板③更换驱动板23E1724E18①过流;②电流传感器故障;输出电流过大③信号线断开④主控板故障①电压反馈线断输出电压异常②主控板故障气有限①检修输出电缆;②排除信号线故障③更换电流传感器;④更换主控板故障①检查电压反馈线②更换主控板故障①检查风扇,等待焊机内冷却②检查温度继电器的连线③更换温度继电器④更换主控板①更换泄放板故障②更换主控板故障22E16直流风机异常25E19过热保护26E1A环流保护当整流二极管发生损坏时,正常工作逆①检查输出二极管;变器输出和故障逆变器输出形成内部环②检查电流互感器;流,导致外部输出电流减小,同时导致③检查控制板;与损坏整流二极管相连的主变线包过流烧损;2728E1bE1CE1d漏电保护一次逆变过流保护二次逆变过流保护东焊机29奥太电①焊机内部过热(超出额定负载持续率使用、前后通风口被堵塞)②温度继电器故障;③信号线故障④主控板故障30E1E31E1F山①泄放板故障二次过压保护②主控板故障两边不均流保护公司检查焊枪接口是否插紧Pulse MIG系列:500、350、350YPulse MIG系列:500、350、350YPulse MIG系列:500、350、350YWSM系列:315、315A、315AF、400、500WSME-II系列:315、500、630WSME-Ⅲ(b)系列:315、500WSME-Ⅳ系列: 500Pulse MIG系列:500、350、350Y、500II、500FRWSME-II系列:315、500、630WSME-Ⅲ(b)系列:315、500WSME-Ⅳ系列:500323334E20E21E223536373839404142434445464748E23E24E25E26E27E28E29E2AE2bE2CE2dE2EE2FE30①软启动继电器开关侧开路,无法闭合。
焊机维修常见故障及处理方法(一)焊机维修常见故障及处理1. 焊接不稳定•问题描述:焊接过程中,焊接电弧不稳定,容易出现打枪、断弧等情况。
•可能原因及处理方法:–电源不稳定:检查电源线路,保证电源供应稳定。
–接触不良:检查焊枪、地线等连接是否牢固,清洁接点。
–电弧稳定度调整不当:根据焊接材料和工艺要求,适当调整焊接电压、电流等参数。
–电源选用错误:选择适合的电源类型,匹配焊接工艺要求。
2. 电弧无法引弧•问题描述:焊机无法产生稳定的电弧,引弧失败。
•可能原因及处理方法:–功率过低:检查电源输入功率,确保满足焊接需求。
–电极磨损:更换磨损的电极。
–气体流量不足:检查气体流量调节阀,增加气体流量。
3. 焊接质量不达标•问题描述:焊接后产生裂纹、气孔等焊缝质量问题。
•可能原因及处理方法:–接头准备不良:清除焊接接头表面的氧化物、油污等杂质。
–焊接速度过快:适当减慢焊接速度,保证焊接强度。
–选择错误的焊接材料:根据焊接要求选择合适的焊接材料。
–电流过高:降低电流参数,保证合适的熔化深度。
4. 焊接渣滓过多•问题描述:焊接过程中产生大量焊渣,影响工作效率。
•可能原因及处理方法:–渣铲杂质:选择高质量焊接材料,减少渣铲杂质的生成。
–焊接速度过慢:加快焊接速度,减少焊接时间。
–电流过高:降低电流参数,减少热量积聚,减少渣铲杂质的产生。
以上是焊机维修常见故障及处理的一些方法,希望能够对大家在焊接过程中遇到问题时提供一些解决方案。
如果问题无法通过以上方法解决,建议请专业维修人员进行检查和维修。
5. 焊接电流不稳定•问题描述:焊接过程中,焊接电流波动较大,影响焊接质量。
•可能原因及处理方法:–电源供应不稳定:检查电源线路,确保电源供应稳定。
–焊机内部故障:检查焊机内部电路,修复或更换故障部件。
–焊接电路连接松动:检查焊机电路连接,确保连接牢固。
6. 焊接极性切换困难•问题描述:切换焊接极性时,无法正常进行切换。
•可能原因及处理方法:–切换开关故障:检查切换开关,修复或更换故障部件。
电焊机常见故障及其排除方法一、交流式电焊机常见故障及其排除方法故障现象1;焊接电流大小。
故障原因:焊接电缆过长;焊接电缆卷成盘形形成电感过大,焊接电缆与接线柱接触不良。
排除方法:减小电缆长度或增大电缆芯的被面积;拉直电缆尽盘使其不弯的;使电级线与接线柱接触良好。
故障现象2:电焊机外壳带电。
故障原因:一次或二次线阐碰壳;电源线碰壳;焊接电缆碰亮;外壳接地不良或未接地。
排除方法:消除碰壳现象,接好地线,将外壳良好接地。
故障现象3:焊接过程中,可动铁芯有强烈的振动声。
故障原因:可动铁芯的制动螺丝或弹簧松动;铁芯的移动机构损坏。
排除方法:拧紧制动螺丝或调整弹贺的拉力;修理好铁:的移动机构。
故障现象4:在焊接过程中,电流忽大忽小。
故障原因:焊接电缆和接线柱接触不良;可动铁;随电焊机振动而移动。
排除方法:将电缆与接线柱接触良好;固定好铁芯,消除铁芯移动现象。
故障现象5:电焊机过热。
故障原因:电焊机过载;变压iIF}线圈短路;铁芯螺杆绝缘损坏。
排除方法:减小使用电流;消除短路,重绕绕圆;恢复绝缘。
二、旋转式直流电焊机常见故障及其排除方法故障现象1:电焊机过热。
故障原因:电焊机过载;发电机的定子或转子线围短路或整流片短路;整流子表面不清洁。
排除方法:减小使用电流;消除短路现象,包括重绕线圈;清理整流子表面。
故障现象2:焊接过程中,电流不稳定。
故障原因:焊接电缆和接线柱接舢不良;电流调节器的可动部分随电焊机的振动而移动。
排除方法:固定好电缆和接线柱使之接触良好,并消除移动现象。
故障现象3:启动后,电刷有火花。
故障原因:电刷和整流子蠢触不良或电刷被卡住或松动;整流片间云母凸出。
排除方法:清洁接触面或调整电刷压力至正常;清除凸出的云母,使之低于整流片1mm。
故障现象4:启动后转速低并发出“嗡嗡”声。
故障原因:三相电线有一相断路或电动机定子线间断线。
排除方法:修复:相电线;焊接或重绕线圈。
故障现象5:电动机反转。
故障原因:电动机接线错误。
KR系列CO2气保焊机典型故障及排除方法来源:发布时间:2008-12-9 13:43:02 浏览点击数:116一.焊机故障原因KR系列CO2气体保护焊机以其先进的控制技术、良好的焊接性能以及高可靠性得到了众多用户的认可。
众所周知,电焊机不同于家电,大多都处在比较差的环境下工作,因此从客观上讲,电焊机在使用过程中出现一些故障是在所难免的。
究其产生故障的原因,从维修的角度看不外乎以下三种:1.内部原因2.外部原因3.人为原因具体来说造成电焊机故障的内部原因主要是:1. P板上的元器件损坏。
2.晶闸管模块损坏。
3.接触器、控变损坏。
4.主变、电抗器等器件损坏。
5.电流互感器损坏。
6.输入组件损坏。
造成电焊机故障的外部原因主要是:1.外电波动较大,其波动范围超过了焊机正常工作所允许电压范围380V±10% 。
2.送丝机控制电缆损伤。
3.输入、输出电缆连接不牢固。
4. CO2气体不纯。
5.环境条件恶劣(露天无防护措施使用,在粉尘、油烟较大或有腐蚀性气体场所使用)。
6.动物(蛇、老鼠等)进入机内。
7.其它金属异物进入机内。
造成电焊机故障的人为原因主要是:1.运输中损坏(特别是流动作业的用户经常搬运电焊机)。
2.使用、保养不当(如操作者或其他人用手拽电缆的方式移动送丝机,导电嘴没拧紧等)。
3.修理中P板上的电位器调乱,或将保险插错位置。
对维修人员来说,在着手检修电焊机时,首先应根据电焊机的故障现象判断故障的起因是在焊机的内部还是外部,然后通过现场观察,向操作者了解和亲自动手检查以便迅速准确地找到故障点。
二.故障检修的程序与注意事项1.故障检修的程序:第一步:调整送丝机遥控盒上的两个电位器,观察焊机的空载电压和送丝机的转速,根据焊机的空载电压和送丝机的转速是否受调确认故障现象。
第二步:根据故障现象推断故障所在的范围。
第三步:通过分析、检查、测试等手段找出故障点。
第四步:用合格的部品更换损坏品或用其它手段排除故障。
电焊机常见故障及解决措施电焊机是一种常见的焊接工具,在使用过程中可能会出现一些故障。
本文将介绍一些常见的电焊机故障以及相应的解决措施,以帮助您解决电焊机使用中的问题。
故障一:焊接电流不稳定可能原因:1. 电源电压不稳定。
2. 电焊机内部电路故障。
3. 焊接电缆连接不良。
解决措施:1. 检查电源电压是否稳定,如不稳定则解决电源问题。
2. 如经过检查确认是电焊机内部电路故障,建议联系专业维修人员进行修理。
3. 检查焊接电缆的连接是否牢固,如有松动现象需要重新紧固连接。
故障二:电焊机产生过多飞溅物可能原因:1. 电流设置过高。
2. 电焊机焊接电极选择不当。
3. 电焊机使用时间较长。
解决措施:1. 降低电流设置以减少飞溅物的产生。
2. 根据焊接工件的要求选择合适的焊接电极。
3. 如电焊机使用时间较长,建议对电焊机进行冷却或停机一段时间,以防止部件过热引发飞溅物。
故障三:焊条粘在工件上无法拆开可能原因:1. 焊接电流过小。
2. 焊接电极选择不当。
解决措施:1. 增加焊接电流以提供足够的熔化能量,使焊条能够顺利脱离工件。
2. 根据焊接工件的要求选择合适的焊接电极,以避免焊条过度粘附在工件上。
故障四:电焊机无法启动可能原因:1. 电源故障。
2. 电焊机内部故障。
3. 开关故障。
解决措施:1. 检查电源是否正常工作,确保电源提供足够的电能。
2. 如经过检查确认是电焊机内部故障,建议联系专业维修人员进行修理。
3. 检查电焊机的开关是否正常,如有问题需要更换或修复。
故障五:电焊机产生烟雾或异味可能原因:1. 电焊机内部元件烧坏。
2. 电焊机使用的焊接材料不合适。
解决措施:1. 如电焊机产生烟雾或异味,建议立即将电焊机停机,并联系专业维修人员进行检修。
2. 确保选择合适的焊接材料,避免产生有害的烟雾或异味。
以上是一些电焊机常见故障及解决措施的简要介绍。
在使用电焊机时,如果遇到故障,建议根据具体情况进行排查和处理,如问题无法解决,请联系专业维修人员进行维修。