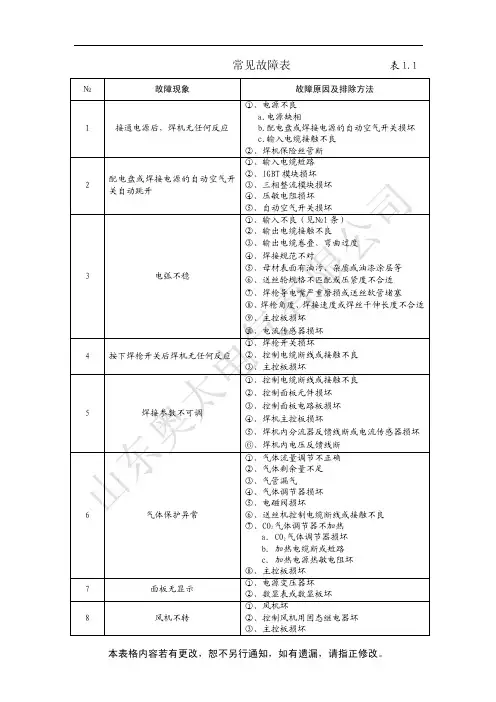
奥太气保焊机控制板
- 格式:pdf
- 大小:96.95 KB
- 文档页数:1

奥太焊机维修资料奥太ZX-STG手工氩弧两用焊机主板图 (一)奥太焊机维修资料是每个焊接工人必备的重要工具,因为在实际使用中,焊机难免会出现一些故障或错误,而需要进行相应的调试和修复。
在本文中,我们将关注奥太ZX-STG手工氩弧两用焊机主板图,来了解其基本原理和结构,以及如何进行维修。
一、焊机主板图的基本概念和意义奥太ZX-STG手工氩弧两用焊机主板图,是指所谓的电路板图或电路图,可以直观地表示焊机的所有元件以及它们之间的连接方式,类似于建筑物的结构图或蓝图。
理解焊机主板图的意义在于,在焊机电路出现故障或错误时,可以通过主板图找出其中的问题所在,进而进行准确地修复。
二、奥太ZX-STG手工氩弧两用焊机主板图的基本结构奥太ZX-STG手工氩弧两用焊机主板由以下几部分组成:1.电源输入端:用来接受外部电源输入。
2.改流器:用于将输入的交流电转换为直流电。
3.电子开关:它的作用是控制焊接电流的输出。
4.稳压器:用于稳定输出电压。
5.输出端:用于输出焊接电流。
三、焊机故障排查步骤及处理方法对于奥太ZX-STG手工氩弧两用焊机故障排查的步骤,我们可以分为以下几个方面:1.检查电源:如果焊机不能正常工作,首先需要检查电源是否正常供电,并查看电源线是否有断路。
2.检查焊机器壳上的安全装置:有些时候,这些装置可能会失灵,而造成焊机无法正常工作,在这种情况下,可以检查是否有故障的开关或熔丝。
3.检查连接器:如果焊机是通过连接器与电力网连接,则可能是由于连接器接触不良造成的故障,在这种情况下,需要检查连接器及其接头,以确保它们紧密且连接良好。
4.检查电路板:如果以上方法都不行,则需要检查电路板和焊机的主板图。
在这种情况下,需要尝试重新插拔电路板上所有插头,这有可能会重新连接一些故障组件。
综上所述,焊机维修中奥太ZX-STG手工氩弧两用焊机主板图是非常重要的一环,有了它的帮助,焊接工人可以通过对焊机电路的深入理解,准确地解决焊机电路的各种故障,并保证焊接工作的稳定和安全性。

用途及特点奥太WSM系列逆变式脉冲氩弧焊机(以下简称WSM系列焊机)包含有WSM-160、WSM-200、WSM-315、WSM-400等规格。
可用于直流恒流氩弧焊、直流脉冲氩弧焊以及手弧焊,实现碳钢、不锈钢、铜、钛等各种材料的焊接。
由于该系列焊机具有理想的静外特性及良好的动态特性,控制功能比较完备,因此它表现出如下特点:IGBT高频软开关变换,效率高,体积小,重量轻;采用无源功率因数校正,功率因数高;控制调节性能好,一机多用,使用方便;起弧容易、电弧稳定,焊接质量高;脉冲电流、脉冲频率、脉冲宽度在较大范围内可任意调节。
手弧焊飞溅小,电流稳定,可靠性高,焊缝成形好.安全注意事项一般安全注意事项请务必遵守本说明书规定的注意事项,否则可能发生事故。
输入电源的设计施工、安装场地的选择、高压气体的使用等,请按照相关标准和规定进行。
无关人员请勿进入焊接作业场所内。
请有专业资格的人员对焊机进行安装、检修、保养及使用。
不得将本焊机用于焊接以外的用途(如充电、加热、管道解冻等等)。
如果地面不平,要注意防止焊机倾倒。
防止触电造成电击或灼伤请勿接触带电部位。
请专业电气人员用规定截面的铜导线将焊机接地。
请专业电气人员用规定截面的铜导线将焊机接入电源,绝缘护套不得破损。
在潮湿、活动受限处作业时,要确保身体与母材之间的绝缘。
高空作业时,请使用安全网。
不用时,请关闭输入电源。
避免焊接烟尘及气体对人体的危害请使用规定的排风设备,避免发生气体中毒和窒息等事故。
在容器底部作业时,保护气体会沉积在周围,造成窒息。
应特别注意通风。
避免焊接弧光、飞溅及焊渣对人体的危害请佩戴足够遮光度的保护眼镜。
弧光会引起眼部发炎,飞溅及焊渣会烫伤眼睛。
请使用焊接用皮质保护手套、长袖衣服、帽子、护脚、围裙等保护用品,以免弧光、飞溅及焊渣灼伤、烫伤皮肤。
防止发生火灾、爆炸、破裂等事故焊接场所不得放置可燃物,飞溅和烫焊缝会引发火灾。
焊接电缆与母材要连接紧固,否则会发热酿成火灾。
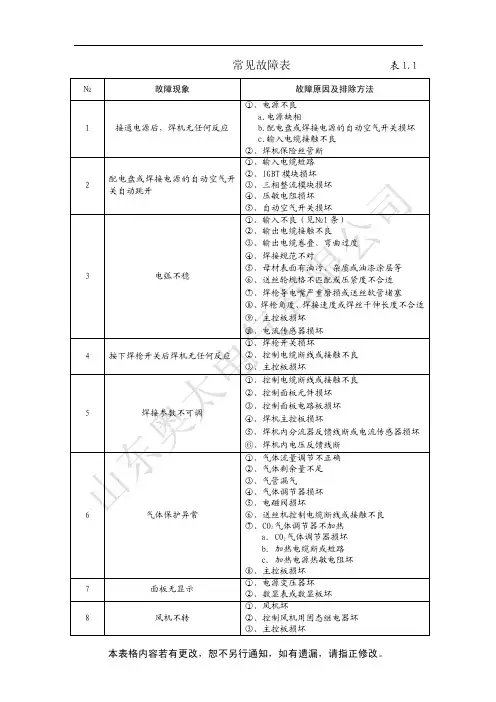
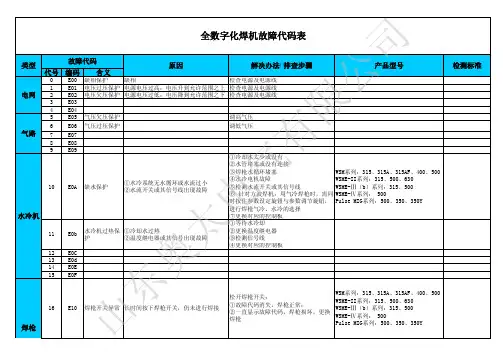
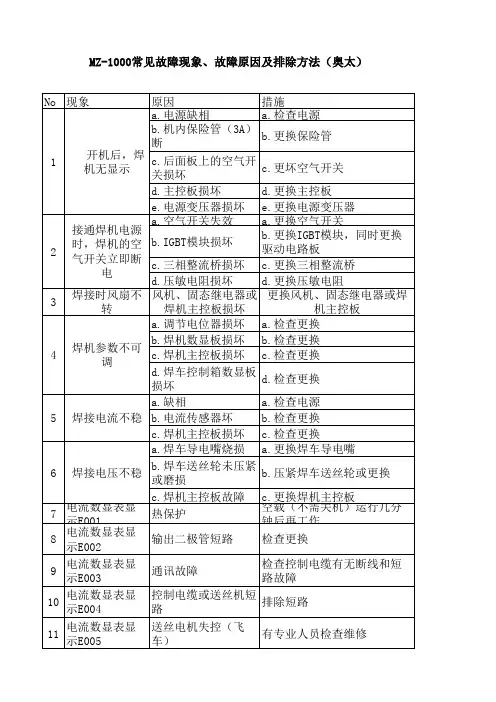
代号编码含义0E00缺相保护缺相检查电源及电源线1E01电压过压保护电源电压过高:电压升到允许范围之上检查电源及电源线2E02电压欠压保护电源电压过低:电压降到允许范围之下检查电源及电源线3E034E045E05气压欠压保护调高气压6E06气压过压保护调低气压7E078E089E0910E0A 缺水保护①水冷系统无水循环或水流过小②水流开关或其信号线出现故障①冷却水太少或没有②水管堵塞或没有连接③焊枪水循环堵塞④水冷电机故障⑤检测水流开关或其信号线⑥ 针对方波焊机:用气冷焊枪时,需同时按住参数设定旋钮与参数调节旋钮,进行焊枪气冷、水冷的选择⑦更换对应的控制板WSM 系列:315、315A 、315AF 、400、500WSME-II 系列:315、500、630WSME-Ⅲ(b )系列:315、500WSME-Ⅳ系列: 500Pulse MIG 系列:500、350、350Y11E0b 水冷机过热保护①冷却水过热②温度继电器或其信号出现故障①等待水冷却②更换温度继电器③检测信号线④更换对应的控制板12E0C 13E0d 14E0E 15E0F16E10焊枪开关异常长时间按下焊枪开关,仍未进行焊接松开焊枪开关:①故障代码消失,焊枪正常;②一直显示故障代码,焊枪损坏,更换焊枪WSM 系列:315、315A 、315AF 、400、500WSME-II 系列:315、500、630WSME-Ⅲ(b )系列:315、500WSME-Ⅳ系列: 500故障代码原因解决办法/排查步骤类型电网气路水冷机产品型号全数字化焊机故障代码表检测标准山东奥太电气有限公司17E11水冷焊枪过热①水冷焊枪过热等待水冷焊枪冷却18E12焊枪异常焊枪未接或没有接触好检查焊枪接口是否插紧19E1320E1421E15开机异常①开机时焊枪开关处于闭合状态②空载电压③有电流输出④送丝⑤送气①检测焊枪开关②更换对应的控制板③更换驱动板Pulse MIG 系列:500、350、350Y22E16直流风机异常23E17输出电流过大①过流;②电流传感器故障;③信号线断开④主控板故障①检修输出电缆;②排除信号线故障③更换电流传感器;④更换主控板故障Pulse MIG 系列:500、350、350Y24E18输出电压异常①电压反馈线断②主控板故障①检查电压反馈线②更换主控板故障Pulse MIG 系列:500、350、350Y25E19过热保护①焊机内部过热(超出额定负载持续率使用、前后通风口被堵塞)②温度继电器故障;③信号线故障④主控板故障①检查风扇,等待焊机内冷却②检查温度继电器的连线③更换温度继电器④更换主控板WSM 系列:315、315A 、315AF 、400、500WSME-II 系列:315、500、630WSME-Ⅲ(b )系列:315、500WSME-Ⅳ系列: 500Pulse MIG 系列:500、350、350Y 、500II 、500FR26E1A 环流保护当整流二极管发生损坏时,正常工作逆变器输出和故障逆变器输出形成内部环流,导致外部输出电流减小,同时导致与损坏整流二极管相连的主变线包过流烧损;①检查输出二极管;②检查电流互感器;③检查控制板;27E1b 漏电保护28E1C 一次逆变过流保护29E1d二次逆变过流保护30E1E二次过压保护①泄放板故障②主控板故障①更换泄放板故障②更换主控板故障WSME-II 系列:315、500、630WSME-Ⅲ(b )系列:315、500WSME-Ⅳ系列: 500焊机山东奥太电气有限公司32E20控制电源模块异常33E21电磁阀回路异常34E22软启动异常①软启动继电器开关侧开路,无法闭合。
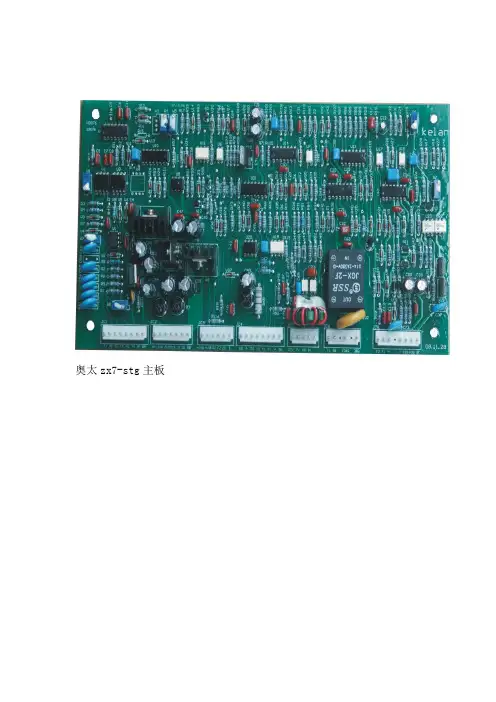
奥太zx7-stg主板
奥太ZX7-STG主电路图
下面将对ZX7-STG主控板各接插件进行逐一说明: 接插件由左到右分别为A1/A2/A3/A4/A5/A6/A7
接插件的引脚排序也由左到右
插头A1:接控制面板
A1(1): GND
A1(2):焊接电压给定
A1(3): 电弧推力调节
A1(4): 接航空插头(7)
A1(5): 板内通过一个电阻接到GND2
A1(6): 面板电位器供电
A1(7): 面板电位器供电
A1(8): GND2
插头A2:接控制变压器
A2(1): GND2
A2(2):
A2(3)/A2(4): 接控制变压器19V
A2(5)/A2(6)/A2(7):接控制变压器19V
带中心抽头--A2(5)
插头A3:
A3(1): -15V
A3(2): +15V
A3(3):
A3(4): 接自锁/非自锁选择开关
A3(5): 接自锁/非自锁选择开关
A3(6): GND
插头A6:
A6(1): 接温度继电器开关
A6(2): 接温度继电器开关,板内接GND
A6(3): 悬空
A6(4): 板内接交流固体继电器
A6(5): 悬空
A6(6): 板内接交流固体继电器
A6(4/6)板外接什么不太清楚,望高手补充,多谢插头A7:
A7(1): 接电流反馈信号 -
A7(2): 接电流反馈信号 +
A7(3): 接电压反馈信号 - GND A7(4): 悬空
A7(5): 接电压反馈信号 +
A7(6): 接控制变压器 38VAC
A7(7): 接控制变压器 38VAC
A7(8):
A7(8)信号不清楚。
1.焊接测试流程图1.1 焊接测试流程2.焊机设置2.1 焊接设置奥太焊机焊接电源控制面板如图2.1所示,给焊接电源上电后(三相电+焊接电源侧面断路器)即可进行焊接设置。
焊接时需要根据焊接情况选择焊丝直径、焊丝材料与保护气体、操作方式、焊接方式等,操作方法为直接按控制面板底部按钮如图2.2所示,设置值可参考表1。
通过面板按钮F1和F2可以确定面板上显示的项目,一般调整至A(焊接电流)和V(焊接电压)即可。
图2.1焊接电源控制面板图2.2焊接调节按钮表12.2 报警代码和隐含参数焊机出错时,会在控制面板上显示错误代码,这些错误代码的具体解释可以在焊接电源上方粘贴的说明上找到,如图2.3所示。
图2.3焊接电源参数表焊接的高级参数设置可以在隐含参数表中进行设置,建议采用默认值即可,如果需要,可以通过以下方法进行修改:1.进入隐含参数方法:在待机状态下先按住焊机面板上的“存储”,然后再按“焊丝直径”。
2.退出隐含参数方法:轻按“存储”退出。
3.若焊接性能异常,可能内部参数混乱,请按下面板右侧旋钮约3s可以恢复出厂设置。
对两个重要参数进行说明:P09:近控有无。
为OFF时是HMI程序调节电流和电压值,为ON时控制面板调节电流。
默认为OFF P19:分别模式。
为OFF时为一元化模式,即只要给电流值即可,焊接相关电压值由焊机自动给出(此时需要将示教器电压值给0。
或者按照工艺需求,在0左右波动)。
为ON,则为分别模式,需要同时给出焊接电流电压参数,这种方式需要同时给出焊接电流电压,因此适合对焊接工艺了解的用户使用,一般采用默认值OFF即可。
2.3 控制盒丝检/气检以上各部完成后,可以通过控制盒上的丝检按钮(图2.4)来初步判断连接是否正确,按下以后如果送丝机构能正常送丝则正常,否则需要检查接线是否合适。
现场接通气路的话可以按控制盒的气检按钮进行气检。
图2.4控制盒丝检3.焊接测试3.1 焊接工程工程由系统工程部提供,对于SA1400和奥太焊机,工程在文件夹下已经给出。