奥太焊机主控板图
- 格式:pdf
- 大小:128.98 KB
- 文档页数:1
奥太mig500脉冲焊机说明书▲Pule MIG-500FR是一款能满足80钢焊接工艺要求的的全数字化多功能电焊机,可满足80钢的焊接工艺。
能完成金属粉芯焊丝、实芯碳钢焊丝及不锈钢焊丝的打底、填充和盖面;并且可对碳钢、纯铝、铝镁合金及不锈钢材料进行焊接。
该焊机具有合理的静外特性及良好的动态性能,性能特点如下:�逆变技术可以保证焊接过程在电网电压波动及电弧长度变化的情况下高度平稳,电弧自调节能力强。
�MCU+DSP数字化控制,控制波形精细,实现一脉一滴过渡。
�焊接飞溅极小,金属熔敷率高,焊缝成形好,焊接变形小。
�收弧时具有消球功能,采用精细控制方式引弧,引弧成功率高。
�全数字化控制面板,一元化调节方式,调节方便。
�系统内置焊接专家数据库,自动智能化参数组合。
�在根焊特性下,采用表面张力过渡技术,完成打底焊工艺。
�在脉冲特性下,采用U、U脉冲波形控制技术,完成焊口的填充和盖面。
�具有两步、四步、特殊四步三种操作模式。
在大规范长焊缝焊接时,四步、特殊四步功能可降低焊工劳动强度和提高焊缝接头质量。
(可设定三个焊接规范,特别适用于管道全位置焊接)�可存储10套用户自定义的规范参数。
�送丝电路采用高稳定电源,送丝平稳。
�重量轻,体积小,便于移动。
�节能省电,使用费用低,对电网容量要求低。
该系列焊机的制造符合标准GB15579。
1-2004《弧焊设备第一部分:焊接电源》。
安全注意事项�请务必遵守本说明书规定的注意事项,否则可能发生事故。
�输入电源的设计施工、安装场地的选择、高压气体的使用等,请按照相关标准和规定进行。
�无关人员请勿进入焊接作业场所内。
�请有专业资格的人员对焊机进行安装、检修、保养及使用。
�不得将本焊机用于焊接以外的用途(如充电、加热、管道解冻等等)。
�如果地面不平,要注意防止焊机倾倒。
造成电击或灼伤�请勿接触带电部位。
�请专业电气人员用规定截面的铜导线将焊机接地。
�请专业电气人员用规定截面的铜导线将焊机接入电源,绝缘护套不得破损。

用途及特点奥太WSM系列逆变式脉冲氩弧焊机(以下简称WSM系列焊机)包含有WSM-160、WSM-200、WSM-315、WSM-400等规格。
可用于直流恒流氩弧焊、直流脉冲氩弧焊以及手弧焊,实现碳钢、不锈钢、铜、钛等各种材料的焊接。
由于该系列焊机具有理想的静外特性及良好的动态特性,控制功能比较完备,因此它表现出如下特点:IGBT高频软开关变换,效率高,体积小,重量轻;采用无源功率因数校正,功率因数高;控制调节性能好,一机多用,使用方便;起弧容易、电弧稳定,焊接质量高;脉冲电流、脉冲频率、脉冲宽度在较大范围内可任意调节。
手弧焊飞溅小,电流稳定,可靠性高,焊缝成形好.安全注意事项一般安全注意事项请务必遵守本说明书规定的注意事项,否则可能发生事故。
输入电源的设计施工、安装场地的选择、高压气体的使用等,请按照相关标准和规定进行。
无关人员请勿进入焊接作业场所内。
请有专业资格的人员对焊机进行安装、检修、保养及使用。
不得将本焊机用于焊接以外的用途(如充电、加热、管道解冻等等)。
如果地面不平,要注意防止焊机倾倒。
防止触电造成电击或灼伤请勿接触带电部位。
请专业电气人员用规定截面的铜导线将焊机接地。
请专业电气人员用规定截面的铜导线将焊机接入电源,绝缘护套不得破损。
在潮湿、活动受限处作业时,要确保身体与母材之间的绝缘。
高空作业时,请使用安全网。
不用时,请关闭输入电源。
避免焊接烟尘及气体对人体的危害请使用规定的排风设备,避免发生气体中毒和窒息等事故。
在容器底部作业时,保护气体会沉积在周围,造成窒息。
应特别注意通风。
避免焊接弧光、飞溅及焊渣对人体的危害请佩戴足够遮光度的保护眼镜。
弧光会引起眼部发炎,飞溅及焊渣会烫伤眼睛。
请使用焊接用皮质保护手套、长袖衣服、帽子、护脚、围裙等保护用品,以免弧光、飞溅及焊渣灼伤、烫伤皮肤。
防止发生火灾、爆炸、破裂等事故焊接场所不得放置可燃物,飞溅和烫焊缝会引发火灾。
焊接电缆与母材要连接紧固,否则会发热酿成火灾。
第四章 ZX7系列手工/氩弧焊机§4-1 焊条手工焊对焊机的要求电弧是电弧焊接的热源、力源。
焊机是电弧能量的供应者。
焊机应满足焊接工艺的要求,保证引弧容易,电弧稳定,焊接规范稳定,以及足够宽的焊接规范和稳定调节范围。
主要的要求有:电源外特性、燃烧稳定性、焊接稳定性与焊接质量。
1、焊机的外特性:陡降外特性(1)电源—电弧系统稳定工作条件:tgαa —tgαp >0 电弧静特性的斜率tg αa ,电源静特性的斜率tg αp (2)空载电压:越高越容易引弧,(AC 电弧稳定),但不经济、不安全。
DC 焊机的空载电压<113V 。
(3)稳态短路电流I SS 稍大于焊接电流I (利于引弧,太大后飞溅增大。
1.25<I SS /I <2。
2、焊机的调节特性输出不同工作电压、电流的可调性能。
通过电源外特性的调节实现。
包括回路焊接电缆压降在内的,符合某种约定关系负载电压与负载电流称为约定负载电压与约定负载电流(无感电阻下测定)。
焊条手工焊电源:U=20+0.04I I>600A 时U=44V TIG 焊电源:U=10+0.04I I>600A 时U=34V 3、焊机的动特性合适的短路电流峰值(引弧,加速熔化和过渡)1.5I;合适的短路电流上升速度;恢复电压最低值(30v)的时间适当。
4、焊机的极性根据焊条的性质和焊件所需热量,手弧焊在阳极、阴极材料相同时,阳极区温度高。
酸性焊条(E4013):厚钢板采用直流正接可以获得较大熔深,薄钢板采用直流反接可以防烧穿或者采用交流。
碱性低氢钠焊条:用于重要结构,采用直流反接,可以减少飞溅、气孔,并能使电弧稳定。
(药皮Ca F,分解出电离电位较高的F,使电弧稳定性降低;直流正接熔滴过渡时,受熔池射来的正离子流撞击(质量比电子大,阻碍熔滴过渡的力大造成飞溅,电弧不稳);直流反接,减少飞溅,且熔池处于阴极,焊条射来的氢正离子与熔池表面的电子中和,减少气孔。
5、电弧燃烧的稳定性指电弧保持稳定燃烧(不产生断弧、飘移和磁偏吹等)的程度。
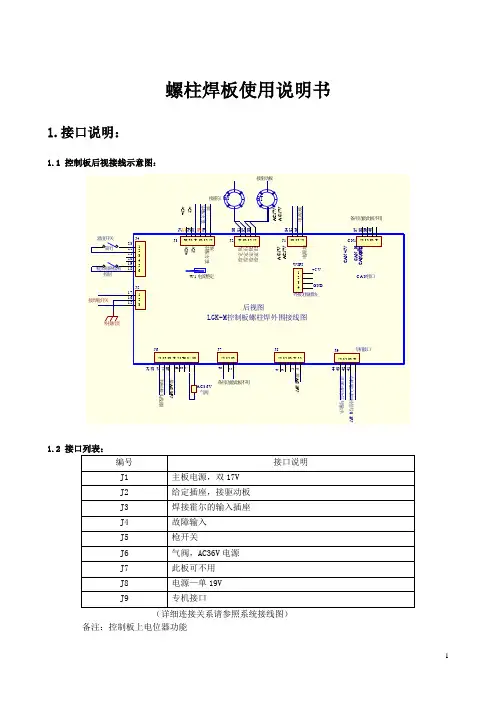
螺柱焊板使用说明书1.接口说明:1.1 控制板后视接线示意图:1234ABCD4321DCBA TitleN u mb erR ev isio nSize BD ate:20-Jan -2018Sh eet o f File:F:\ZB \公司线路图\切割机\LG K -M\L GK _M-1.D D B D raw n B y :12345678J6123J5123456J4123456J31234J2123J1给定负2给定正2电源地A C 17VA C 17V地霍尔输出+12v-12vW 1电流整定6T 123J71413121110987363534242526272829303121202223123456151617温度开关常闭A C36V LGK-M控制板螺柱焊外围接线图12345J8后视图备注:此图提供控制板接线,主回路仅供参考。
给定负1给定正132331918枪头短路检测控制外接机壳气阀1234C N1C A N 接口39383740C A N -L C A N _HC A N G ND C A N +5V1234W IFI 外接无线模块G ND+5V6T接驱动板接霍尔备用功能此板不用备用功能此板不用控制枪头线圈接焊枪开关接A C 19V电源地A C 17VA C 17V地霍尔输出+12v-12v1234J941424344引弧成功信号输出专机输入控制信号0-10V专机接口接A C 36V1.2 接口列表:编号 接口说明 J1主板电源,双17V J2 给定插座,接驱动板 J3 焊接霍尔的输入插座 J4 故障输入 J5 枪开关J6 气阀,AC36V 电源 J7 此板可不用 J8 电源—单19V J9专机接口(详细连接关系请参照系统接线图)备注:控制板上电位器功能W1:实际输出电流整定2.功能介绍:2.1控制板主视图:LGK-M系列控制板,采用全数字化设计,高集成度电路,面板即主板,安装简单,可靠性高,面板可调引弧电流,引弧时间,引弧电流可消除氧化层的作用,提高了焊接质量。
第四章 ZX7系列手工/氩弧焊机§4-1 焊条手工焊对焊机的要求电弧是电弧焊接的热源、力源。
焊机是电弧能量的供应者。
焊机应满足焊接工艺的要求,保证引弧容易,电弧稳定,焊接规范稳定,以及足够宽的焊接规范和稳定调节范围。
主要的要求有:电源外特性、燃烧稳定性、焊接稳定性与焊接质量。
1、焊机的外特性:陡降外特性(1)电源—电弧系统稳定工作条件:tgαa —tgαp >0 电弧静特性的斜率tg αa ,电源静特性的斜率tg αp (2)空载电压:越高越容易引弧,(AC 电弧稳定),但不经济、不安全。
DC 焊机的空载电压<113V 。
(3)稳态短路电流I SS 稍大于焊接电流I (利于引弧,太大后飞溅增大。
1.25<I SS /I <2。
2、焊机的调节特性输出不同工作电压、电流的可调性能。
通过电源外特性的调节实现。
包括回路焊接电缆压降在内的,符合某种约定关系负载电压与负载电流称为约定负载电压与约定负载电流(无感电阻下测定)。
焊条手工焊电源:U=20+0.04I I>600A 时U=44V TIG 焊电源:U=10+0.04I I>600A 时U=34V 3、焊机的动特性合适的短路电流峰值(引弧,加速熔化和过渡)1.5I;合适的短路电流上升速度;恢复电压最低值(30v)的时间适当。
4、焊机的极性根据焊条的性质和焊件所需热量,手弧焊在阳极、阴极材料相同时,阳极区温度高。
酸性焊条(E4013):厚钢板采用直流正接可以获得较大熔深,薄钢板采用直流反接可以防烧穿或者采用交流。
碱性低氢钠焊条:用于重要结构,采用直流反接,可以减少飞溅、气孔,并能使电弧稳定。
(药皮Ca F,分解出电离电位较高的F,使电弧稳定性降低;直流正接熔滴过渡时,受熔池射来的正离子流撞击(质量比电子大,阻碍熔滴过渡的力大造成飞溅,电弧不稳);直流反接,减少飞溅,且熔池处于阴极,焊条射来的氢正离子与熔池表面的电子中和,减少气孔。
5、电弧燃烧的稳定性指电弧保持稳定燃烧(不产生断弧、飘移和磁偏吹等)的程度。

奥太脉冲MIG焊接系统Pulse MIG-500III焊接系统是山东奥太MIG组依托山东大学的技术优势,结合高速列车中铝合金的焊接工艺研究和实践经验,消化吸收欧美等一流Pulse MIG焊接系统的先进技术,针对铝及其合金和不锈钢等有色金属及特种材料焊接而研制的焊接系统。
电源为数字化控制的多功能逆变电源。
可适用于脉冲MIG/MAG焊接、普通MIG/MAG焊接、提升引弧的TIG焊接、手弧焊焊接和碳弧气刨。
焊接系统具备的八项国内领先技术:熔滴一脉一滴过渡、弧长稳定、双脉冲、特殊设计的焊铝程序、全数字光栅反馈送丝系统、全数字外设、内置的专家数据库、100套用户自定义规范参数。
一脉一滴脉冲工艺参数与熔滴形成One Pulse One Drop过程(高速摄影截图)One Pulse One Drop即熔滴一脉一滴过渡技术主要是对脉冲工艺参数作出精确控制的一种技术,在焊接过程中,通过对熔滴过渡过程的检测,控制脉冲过程中各个阶段的电流波形,从而控制多余的电弧热量,提高电弧推力,结果在电弧中心产生高质量的熔深。
就实验结果而言, One Pulse One Drop技术对晶粒细化有明显的提高作用。
●焊接几乎无飞溅,保证高质量焊接●可以取代TIG焊, 用于不锈钢等有色金属焊接性能极佳●熔合性能好,有效防止未熔合现象●热影响区较小.●基本不需要清渣.●电源适应性强, 焊工容易掌握.弧长稳定●熔化速度和送丝速度平衡,使弧长稳定在一定值上。
●通过调节脉冲频率就能够改变单位时间内熔滴过渡的滴数,也就是焊丝熔化速度。
在下坡过程中电弧长度保持一致电流波形和熔滴过渡时刻对应焊接多种金属双脉冲双脉冲焊即低频调制脉冲焊是脉冲焊的一种延伸工艺,其工艺是在高频的基础上,再对高频电流波形进行低频调制, 使单位脉冲的强度在强和弱之间低频周期性切换,得到周期性变化的强弱脉冲群焊接电压 焊接电流焊接电压焊接电流H08Mn2Si 焊丝铝镁ER5356 铝硅ER4043不锈钢308L Ф1.2角焊试件铝硅合金Ф1.2-豪华游艇应用 碳钢Ф1.2-三峡涡壳应用● 可以获得均匀美观的波纹状焊缝,细化了焊缝晶粒。
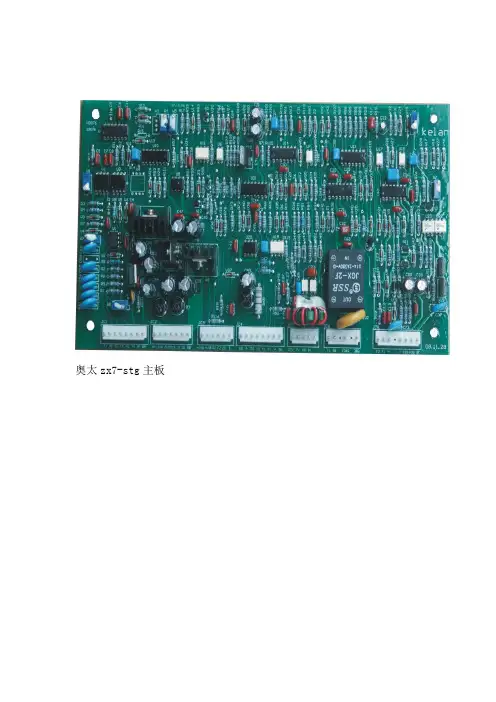
奥太zx7-stg主板
奥太ZX7-STG主电路图
下面将对ZX7-STG主控板各接插件进行逐一说明: 接插件由左到右分别为A1/A2/A3/A4/A5/A6/A7
接插件的引脚排序也由左到右
插头A1:接控制面板
A1(1): GND
A1(2):焊接电压给定
A1(3): 电弧推力调节
A1(4): 接航空插头(7)
A1(5): 板内通过一个电阻接到GND2
A1(6): 面板电位器供电
A1(7): 面板电位器供电
A1(8): GND2
插头A2:接控制变压器
A2(1): GND2
A2(2):
A2(3)/A2(4): 接控制变压器19V
A2(5)/A2(6)/A2(7):接控制变压器19V
带中心抽头--A2(5)
插头A3:
A3(1): -15V
A3(2): +15V
A3(3):
A3(4): 接自锁/非自锁选择开关
A3(5): 接自锁/非自锁选择开关
A3(6): GND
插头A6:
A6(1): 接温度继电器开关
A6(2): 接温度继电器开关,板内接GND
A6(3): 悬空
A6(4): 板内接交流固体继电器
A6(5): 悬空
A6(6): 板内接交流固体继电器
A6(4/6)板外接什么不太清楚,望高手补充,多谢插头A7:
A7(1): 接电流反馈信号 -
A7(2): 接电流反馈信号 +
A7(3): 接电压反馈信号 - GND A7(4): 悬空
A7(5): 接电压反馈信号 +
A7(6): 接控制变压器 38VAC
A7(7): 接控制变压器 38VAC
A7(8):
A7(8)信号不清楚。
奥太焊机维修案例(2011/06/21 15:46)(引用地址:未提供)目录:产品维修案例一机型:MIG-350Ⅲ故障现象:新机无空载电压、不起弧维修过程:由于新机使用一天就不能起弧,首先检查外部连接﹑三相电压正常。
打开焊机测量二极管模块(大卫)也正常,怀疑测量不准确更换二极管模块(三社)故障仍然存在,通过测量主板给定驱动板电压也正常排除主板,测量三相整流桥输入输出电压正常,测量IGBT 模块正常,更换驱动板故障依然存在,测量主回路各个元器件也都正常。
通过分析有无空载电压重新从输入到输出测量,测量二极管模块与输出负极有空载电压,试焊仍不起弧,断定外部原因,仔细检查发现焊机输出正极与送丝机连接电缆虚接烧坏造成断路。
(MIG-315Ⅲ型机正负电缆前后面板各输出一条,当时测量空载电压时测量的输出负极与送丝机焊枪之间造成错误判断)故障原因:焊机输出正极与送丝机连接电缆虚接问题建议:此处连接线存在虚接,压接不实造成烧坏断路,属于生产问题,希望生产以后加以注意心得:简单问题越要注意细节点评------------------------------------------------------------此故障处理过程太复杂。
实际上只要看到有空载电压显示,而且焊丝与工件接触后空载电压变化不大,即能判定为外部焊接回路不通。
--------------------------------------------------------------------------------案例二焊机机型:ZX7―400STG故障现象:有高频,有空载,不能起弧维修过程:1、检查外围,无异常2、开壳检查主回路,谐振电感,谐振电容,电流互感板均正常3、更换主板驱动板,IGBT,故障依旧4、综上所述,怀疑有插头接触不良,便逐个排查,发现电流互感板与驱动板连接插头接触不良故障原因:由于驱动板本身是闭环控制,电流互感板反馈信号不准确,使驱动板工作不正常。
奥太配ABB机器人焊机解决方案奥太提供设备总述:焊机及其配件焊接电源:MIG350R MIG500R MIG350RP MIG500RP送丝机:ESS-500R ESS-500RS接口:ATR-DEV-II数字接口盒(选ESS-500RS送丝机时使用)、模拟接口机器人配件(选配)安装支架(限ABB1410送丝机支架、焊丝盘支架、导丝管支架焊枪:普通气冷自动焊枪、水冷自动焊枪、机器人专用气冷焊枪、机器人专用水冷焊枪其他配件:焊丝盘组件、机器人导丝管、气体配比器、气管焊机配置说明焊接电源型号:MIG-350/500R功能:C02MAG气体保护焊型号:MIG-350/500RP功能:C02MAG气体保护焊、脉冲MIG/MAG气体保护焊、双脉冲焊应用:机器人、自动焊配套性能特点:■专业的弧焊机器人解决方案•高可靠的配件设计,适用于机器人及自动化领域的焊接•国际通用标准的Device net数字通讯接口,实现与机器人的无缝集成•集成的模拟通讯接口,即插即用■极佳的焊接性能■全数字化控制系统,实现熔滴过渡的精细控制•系统内置焊接专家数据库,智能化参数组合•—元化调节,易于掌握•可存储多达100套用户自定义的规范参数•设有过流、过压、欠压、热保护、堵丝、开机自保护多重安全防护功能技术特点:额定输入容量(KVA )1425额定输入电流(A )2138额定输出电压(V)31.539额定负载持续率(% )60输出空载电压(V)91输出电流范围(A )30-35030〜500输出电压范围(V)15-4015-50功率因数> 0.87焊丝育徉(mm )0.8、1.0、 1.2、1.6脉冲特性碳钢、不锈钢、铝镁合金、纯铝及铝硅合金、铜及铜合金焊丝类型恒压特性CO2碳钢、富氮碳钢送丝类型推丝/推拉丝气体流量(L/min )15 〜20焊枪冷却方式水冷/气冷外壳防护等级IP21S绝缘等级H/B外型尺寸LxWxH ( mm )576 x297 X574636 x 322 x 584章量(Kg )4553三、送丝机■精确稳定的送丝系统•全数字化的送丝控制,高分辨率的转速反馈,精确的送丝速度•四轮驱动,保证稳定的送丝:速度范围0.5~21m/mi n0.8~1.6mm 焊丝•双弹簧压力臂提供明确的压力调节,满足不同焊丝要求:适用于■装卸简单方便•欧式焊枪接口•总重量8.2公斤,使机器人的运动性能发挥至最优四、接口方案■国际通用的Device net 标准通讯接口,实现与机器人的无缝集成 ■可控制焊机的工作模式、焊材种类、焊接参数、实现通道调用 ■可返回实际的焊接参数,监控焊机故障■灵活设计,通信速率、节点地址可选,组网方便■自动识别网络和焊机,即插即用采用DeviceNet 总线通信方式,除模拟接口可实现的控制量外,还可以控制焊机的焊 接模式、焊材选择、调用存储通道;接收焊机实际焊接数据和故障信息等。