锡膏印刷标准
- 格式:docx
- 大小:17.51 KB
- 文档页数:1
一. 目的为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
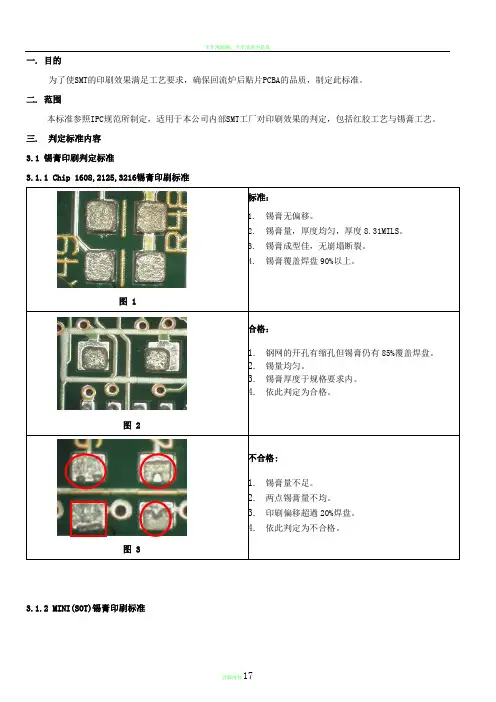
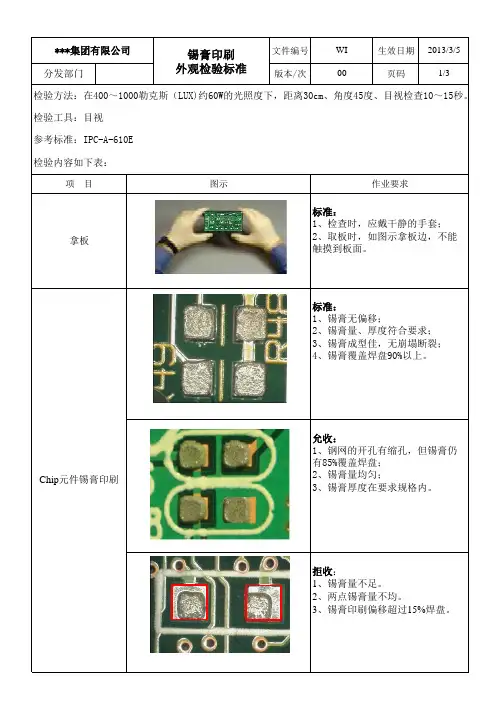
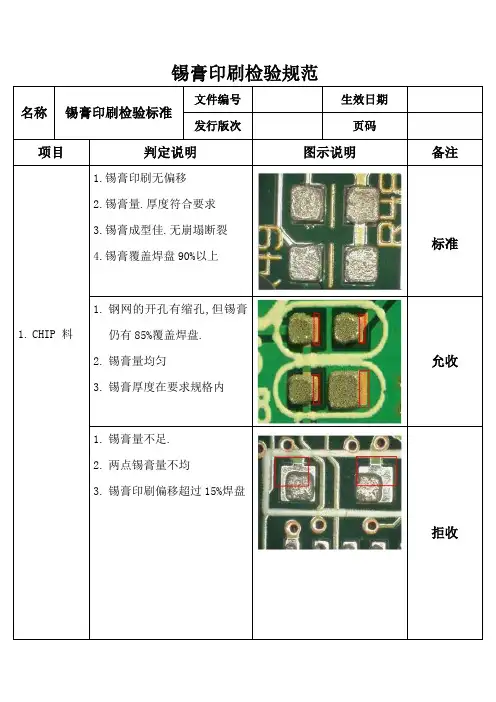
三. 判定标准内容3.1 锡膏印刷判定标准3.1.1 Chip 1608,2125,3216锡膏印刷标准图 1 标准:1.锡膏无偏移。
2.锡膏量,厚度均匀,厚度8.31MILS。
3.锡膏成型佳,无崩塌断裂。
4.锡膏覆盖焊盘90%以上。
图 2 合格:1.钢网的开孔有缩孔但锡膏仍有85%覆盖焊盘。
2.锡量均匀。
3.锡膏厚度于规格要求内。
4.依此判定为合格。
图 3 不合格:1.锡膏量不足。
2.两点锡膏量不均。
3.印刷偏移超過20%焊盘。
4.依此判定为不合格。
3.1.2 MINI(SOT)锡膏印刷标准图 41.锡膏无偏移。
2.锡膏完全覆盖焊盘。
3.三点锡膏量均匀,厚度8.31MILS4.依此为SOT零件锡膏印刷标准。
图 5 合格:1.锡膏量均匀且成形佳。
2.厚度合乎规格8.5MILS。
3.85%以上锡膏覆盖。
4.偏移量少于15%焊盘。
5.依此应判定为允收。
图 6 不合格:1.锡膏85%以上未覆盖焊盘。
2.严重缺锡。
3.依此判定为不合格。
3.1.3 Diode,Melf,MelF,RECT陶磁电容锡膏印刷标准图 7标准:1.锡膏印刷成形佳。
2.锡膏无偏移。
3.厚度8.3MILS。
4.如此开孔可以使热气排除,以免造成气流使零件偏移。
5.依此应为标准要求。
热气宣泄道图 8 1.锡膏量足2.锡膏覆盖焊盘有85%以上。
3.锡膏成形佳。
4.依此应为合格。
图 9 不合格:1.20%以上锡膏未完全覆盖焊盘。
2.锡膏偏移量超过20%焊盘。
3.依此判定为不合格。
3.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准图 10 标准:1.各锡膏几近完全覆盖各焊盘。
2.锡膏量均匀,厚度在8.5MILS。
3.锡膏成形佳,无缺锡、崩塌。


pcb板印刷锡膏检测标准
PCB板印刷锡膏检测的标准通常包括以下几个方面:
1. 焊点质量:焊点应该均匀、光滑,无虚焊、漏焊、短路等缺陷。
焊点的尺寸、形状和位置应符合设计要求。
2. 锡膏量:锡膏的涂布量应均匀一致,无明显的缺锡或多锡现象。
锡膏的厚度和宽度应符合工艺要求。
3. 锡膏覆盖:锡膏应完全覆盖焊点和引脚,无裸露的金属部分。
锡膏的覆盖面积应达到设计要求。
4. 锡膏高度:焊点的锡膏高度应在规定的范围内,以保证焊点的可靠性和可焊性。
5. 外观检查:PCB 板表面应无锡珠、锡渣、残留的锡膏等污染物。
板面应干净整洁,无明显的划伤、氧化等缺陷。
6. 焊点强度:焊点应具有足够的强度,能够承受一定的机械应力和温度变化。
7. 可焊性:焊点应具有良好的可焊性,能够被可靠地焊接到其他元件或电路板上。
这些标准是一般情况下PCB 板印刷锡膏检测的基本要求,具体的标准可能会因不同的行业、应用和客户要求而有所差异。
在实际生产中,还应根据具体情况制定详细的检测规范和操作流程,以确保PCB 板的质量和可靠性。
把控房源心得(优秀5篇)把控房源心得(优秀5篇)把控房源心得要怎么写,才更标准规范?根据多年的文秘写作经验,参考优秀的把控房源心得样本能让你事半功倍,下面分享相关方法经验,供你参考借鉴。
把控房源心得篇1把控房源是一项非常重要的房地产中介工作,它涉及到房屋的质量、价格、位置等多个方面。
以下是一些心得,希望对您有所帮助:1.仔细核实信息:在与客户沟通的过程中,一定要仔细核实房源信息,包括房屋的位置、面积、装修、价格等。
确保提供给客户的房源信息准确无误,避免因为信息不准确导致客户流失。
2.认真检查房屋:在带客户看房之前,一定要认真检查房屋的质量和装修情况。
这包括检查房屋的结构、门窗、水电设施等,以及房屋的装修情况,如地板、墙面、天花板等。
这些细节问题可能会影响房屋的价格和交易风险。
3.关注市场动态:房地产市场是不断变化的,因此要时刻关注市场动态,了解当地的房价走势和政策变化。
这有助于您更好地把握市场规律,为客户提供更准确的房源信息。
4.维护好客户关系:维护好客户关系是把控房源的重要环节。
在与客户沟通的过程中,要时刻关注客户的需求和反馈,及时回复客户的问题和咨询,增强客户的信任感和满意度。
5.不断学习和提升:房地产市场变化快,政策法规也不断更新。
因此,作为房地产中介,需要不断学习和提升自己的专业知识和技能,以更好地为客户提供服务。
总之,把控房源需要认真细致的工作态度和不断学习和提升的专业素养。
只有这样才能在竞争激烈的房地产市场中脱颖而出,赢得客户的信任和信赖。
把控房源心得篇2当涉及到把控房源时,以下是一些重要的心得和技巧:1.房源信息必须准确无误:这是把控房源的核心要素之一。
无论是房屋的具体位置、面积、装修、价格、房型布局,还是周边配套设施,都需要准确无误地描述。
如果有任何错误或模糊不清的信息,都可能对潜在买家产生误导。
2.房源信息需要定期更新:房屋的情况是会随着时间的推移而发生变化的,因此,定期更新房源信息非常重要。
W
W a 1A
1.
w1≧ 2. a1
≦
w
1W
a 1A 1.w1< 2.a1>A w 1
W
1.w1>L L 1
2. L 1>L*
3.a1<A
w 1(注:A
为铜SMT 锡膏印刷检验标准印刷严重偏移 1.印刷偏离焊点且超过焊点长度
或宽度(该两者之一)的25%拒收;2.锡膏覆盖焊点面积的75%以下
拒收。
1.印刷图形与焊点明显不一致,
则不可允收;
2.涂污,两焊点之间距离是原设
计宽度的25%以下,不可允收;
3.涂污或倒塌面积超过附着面积
的10%以上者拒收。
印刷图形与焊点不一致,和涂污或倒塌印刷锡膏标准模式印刷锡膏涂污或倒塌 1.印刷图形的大小和焊点一致,且完全重叠;2.锡膏未涂污或倒塌。
XX 电子科技有限公司
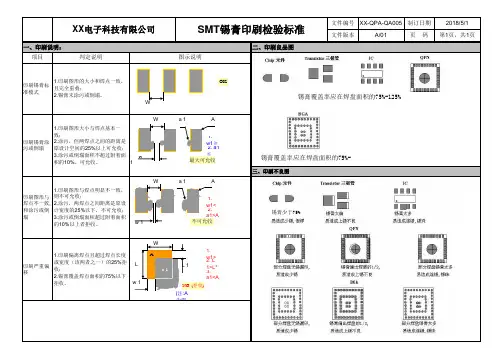
一、印刷说明:
二、印刷良品图项目判定说明图示说明三、印刷不良图
1.印刷图形大小与焊点基本一致;
2.涂污,但两焊点之间的距离是原设计空间的25%以上可允收;
3.涂污或倒塌面积不超过附着面积的10%,可允收。
文件编号XX-QPA-QA005制订日期2018/5/1文件版本A/01页 码第1页,共1页
OK 最大可允收不可允收A a 1NG (拒收)
锡膏覆盖率应在焊盘面积的75%-125%锡膏覆盖率应在焊盘面积的75%-
锡膏少于75%。
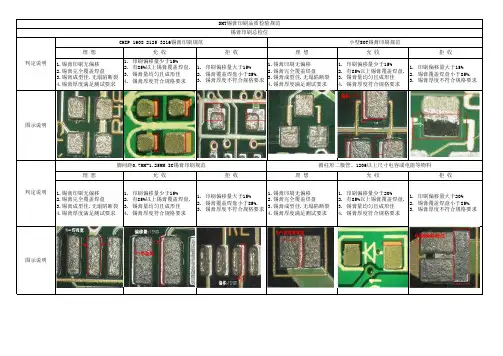
判定说明判定说明图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于20%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于20%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求脚间距0.7MM-1.25MM IC锡膏印刷规范圆柱形二极管、1206以上尺寸电容或电阻等物料理 想允 收拒 收理 想允 收拒 收图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求SMT锡膏印刷品质检验规范锡膏印刷总检位CHIP 1608 2125 3216锡膏印刷规范小型SOT锡膏印刷规范理 想允 收拒 收理 想允 收拒 收C>=W*50%,F>=G+H*25A<=W*75%侧悬出超过引脚宽度1.引脚吃锡宽度大于等于 1.引脚吃锡宽度>=電極的。
VERSION APPROVER CHECKER ISSUER EFFECTIVE DATE PROCESS I.D. /工序PROCESS CODE /工序代号
DOCUMENT CONTROL No ./文件编号 PRODUCT NAME / 产品名称
PAGE 4 OF 4第 4 页 , 共 4 页一、目的:
明确SMT锡膏印刷外观检验标准,为品质判定提供接收和拒收依据
适用于本公司所有产品的SMT锡膏印刷外观检验
三、权责:
1.设备工艺负责本标准的制定和修改
四.标准定义:
1.合格:外观完全满足理想状况,判定为合格。
(本标准中,做图片详解)
2.允收:外观缺陷不满足理想状况,但满足允收条件,且能维持贴装可靠度,判定为允收
3.拒收:外观缺陷未能满足理想状况和允收条件,且影响产品功能和可靠度,判定为拒收 3.生产和调试人员参照本标准对产品进行自检或互检
二、范围:
2.检验人员负责参照本标准对产品SMT锡膏印刷的外观进行检验
通用
印刷机、钢网、刮刀
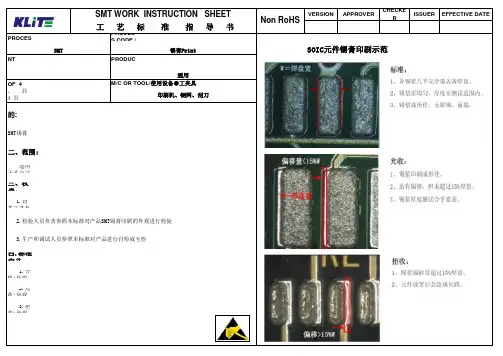
M/C OR TOOL/使用设备●工夹具SMT 锡膏Print
Non RoHS 工 艺 标 准 指 导 书
SMT WORK INSTRUCTION SHEET SOIC元件锡膏印刷示范ATE 接线图。
1、锡膏印刷规格1.1 Chip 1608,2125,3216锡膏印刷规格示范 标准(PREFERRED): 1. 锡膏并无偏移。
2. 锡膏量,厚度均匀8.31MILS 。
3. 锡膏成型佳,无崩塌断裂。
4. 锡膏覆盖锡垫90%以上。
允收(ACCEPTABLE): 1. 钢板的开孔有缩孔但锡膏仍有85%覆盖锡垫。
2. 锡量均匀。
3. 锡膏厚度于规格内。
4. 依此判定为允收。
拒收(NOT ACCEPTABLE): 1. 锡膏量不足。
2. 两点锡膏量不均。
3. 印刷偏移超过20%锡垫。
4. 依此判定为退货。
图形 1 CHIP 1608,2125,3216锡膏印刷标准图形 2 CHIP 1608,2125,3216锡膏印刷允收图形 3 CHIP 1608,2125,3216锡膏印刷退货1.2MINI(SOT)锡膏印刷规格示范:1. 锡膏无偏移。
2. 锡膏完全覆盖锡垫3. 三点锡膏量均匀,厚度8.31MILS4. 依此为SOT 零件锡膏印刷标准。
允收(ACCEPTABLE):1.锡膏量均匀且成形佳。
2.厚度合乎规格8.5MILS 。
3.85%以上锡膏覆盖。
4. 偏移量少于15%锡垫。
5. 依此应判定为允收。
拒收(NOT ACCEPTABLE):1. 锡膏85%以上未覆盖锡垫。
2. 严重缺锡。
3. 依此判定为退货。
图形 4 MINI,SOT 零件锡膏印刷标准图形 6 MINI,SOT 零件锡膏印刷退货1.3Diode,Melf,MelF,RECT 陶磁电容锡膏印刷规格示范: 标准(PREFERRED): 1. 锡膏印刷成形佳。
2. 锡膏无偏移。
3. 厚度8.3MILS 。
4. 如此开孔可以使热气排除,以免造成气流使零件偏移。
5. 依此应为标准规格。
允收(ACCEPTABLE): 1. 锡膏量足 2. 锡膏覆盖锡垫有85%以上。
3. 锡膏成形佳。
4. 依此应为允收。
拒收(NOT ACCEPTABLE): 1. 20%以上锡膏未完全覆盖锡垫。
版本頁次制定日期客戶V011/1006.04.18公用1客戶指定要求測試的位置2BGA3CSP4QFP/PLCC5SOIC6R/L/C7.鋼板兩側錫膏回收後須攪拌均勻方可使用8.印刷後的PCB在兩小時內未過迴焊爐的必須清洗錫膏.具體作業方法參照<錫膏管制辦法>核准: 審核: 制表:張莉莉4.使用前檢查錫膏回溫時間是否達到,管控時間是否填寫正確,然後將其放入錫膏攪拌機逕行攪拌.錫膏攪拌參閱<錫膏攪拌機作業指導書>.完成后方可向鋼板上添加錫膏.2.鋼板上的錫膏超過使用期限不可使用,須裝回空錫膏瓶交領班存於冰箱內冷藏.5.錫膏添加初始用量在1/2罐左右,印刷過程中,以少量多次為原則添加錫膏.錫膏高度需要維持在2cm.每30分鐘檢查一次錫膏量.當和其他產線可共用錫膏時.每次開啟一瓶錫膏共用.生產中注意保持錫膏罐開口清潔,不要有錫膏殘留.8.手動擦拭鋼板時須清理印刷區錫膏,再用抹布沾清洗劑在鋼板的底面及上面同時同方向擦試到幹淨為止;然後用風槍自上往下距鋼板1cm高垂直下吹試PAD孔,如有殘留錫膏或塞孔現象再行重複擦拭動作至目視清潔為止.並記錄於<鋼板清潔記錄表>6.將PCB板按印刷方向設置在送板機上,根據印刷機操作規範,正常進入工作狀態,操作中必須將安全門放下關好.不定時的將刮刀及鋼板邊角的殘留錫膏刮回鋼板正中,以免邊角殘留錫膏因印刷時間過久而幹硬不能使用.6.注意鋼板放置方向及PCB進板方向3.清洗鋼板,攪拌錫膏,必須使用印刷專用塑料攪拌刀4.依保養手冊落實機台擦試及保養作業,並記錄於<設備保養記錄表>上.5.注意表單完整站别錫膏測厚點選擇順序9.作業結束,將鋼網上殘餘錫膏裝回空錫膏瓶,在鋼板清潔區用抹布蘸清洗劑將鋼網清潔乾淨,確認鋼板已清潔乾淨並紀錄相關資料於<鋼板使用紀錄表>,然後後放入鋼板架.刮刀清潔乾淨後填寫<刮刀使用紀錄表>並將之放置於刮刀放置區.聯志電子(蘇州)有限公司文件編号文管發行作業指導書SMT-043印刷站2.錫膏必須在瓶上標簽所示使用期內使用,過期錫膏禁止使用.作 業 程 序1.必須配戴靜電指套或靜電手套印刷作業標準1.操作前先根據機種作業指導書檢查使用材料,錫膏型號是否正確,治工具及表單是否完整.注意SOP中的規定.是有鉛還是無鉛製程,對應的,有鉛製程要準備有鉛錫膏/刮刀/鋼板,無鉛製程要準備無鉛錫膏/刮刀/鋼板3.上線前鋼板先按照<鋼板張力量測>作業指導書進行鋼板張力量測動作並紀錄於<鋼板使用紀錄表>,按SOP取用刮刀.並紀錄於<刮刀使用紀錄表>中.注意事項作業内容7.印刷中按照機種作業指導書指定的測厚點進行錫厚量測並紀錄於<錫厚量測紀錄表>鋼板載入示意圖紅點朝外。
SMT锡膏印刷检查标准
W
W a 1A
1.
w1≧ 2. a1
≦
w
1W
a 1A 1.w1< 2.a1>A w 1
W
1.w1>L L 1
2. L 1>L*
3.a1<a< p="">
w 1(注:A
为铜SMT 锡膏印刷检验标准印刷严重偏移 1.印刷偏离焊点且超过焊点长度
或宽度(该两者之一)的25%拒收;2.锡膏覆盖焊点面积的75%以下
拒收。
1.印刷图形与焊点明显不一致,
则不可允收;
2.涂污,两焊点之间距离是原设
计宽度的25%以下,不可允收;
3.涂污或倒塌面积超过附着面积
的10%以上者拒收。
印刷图形与焊点不一致,和涂污或倒塌印刷锡膏标准模式印刷锡膏涂污或倒塌1.印刷图形的大小和焊点一致,且完全重叠;2.锡膏未涂污或倒塌。
XX 电子科技有限公司
一、印刷说明:
二、印刷良品图项目判定说明图示说明三、印刷不良图
1.印刷图形大小与焊点基本一致;
2.涂污,但两焊点之间的距离是原设计空间的25%以上可允收;
3.涂污或倒塌面积不超过附着面积的10%,可允收。
文件编号XX-QPA-QA005制订日期2018/5/1文件版本A/01页码第1页,共1页
OK 最大可允收不可允收A a 1NG (拒收)
锡膏覆盖率应在焊盘面积的75%-125%锡膏覆盖率应在焊盘面积的75%-
锡膏少于75%
</a<>。
锡膏印刷检查事项及对策
●锡膏印刷品质是SMT不良产品的主要影响因素,据统计有约66%的不良品可以追溯到
锡膏印刷品质,有15%的不良品来至于回流焊,其余的不良来至于贴片机和原材料等,由此可见,锡膏印刷品质的好坏是电子产品好坏的主要影响因素。
●锡膏印刷质量的主要因素
1.首先是钢网质量:钢网厚度与开口尺寸确定了锡膏的印刷量。
锡膏量过多会产生桥接,
锡膏量过少会产生锡膏不足或虚焊。
钢网开口形状及开孔壁是否光滑也会影响脱模质量。
2.其次是锡膏质量:锡膏的粘度、印刷性(滚动性、转移性)、常温下的使用寿命等都会
影响质量。
3.印刷工艺参数:刮刀速度、压力、刮刀与网板的角度以及锡膏的粘度之间存在的一定制
约关系,因此只有正确控制这些参数,才能保证锡膏的印刷质量。
4.设备精度方面:在印刷高密度细间距产品时,印刷机的印刷精度和重复印刷精度也会起
一定影响。
5.环境温度、湿度、以及环境卫生:环境温度过高会降低锡膏的粘度,湿度过大时锡膏会
吸收空气中的水分,湿度过小时会加速锡膏中溶剂的挥发,环境中灰尘混入锡膏中会使焊点产生针孔等缺陷。
6.基板支撑位置的分布:机板支撑绝对与印刷结果有关,利用两支刮刀来回刮印如大部分
锡膏被刮走,残余未被刮走的部分就是支撑不良,容易出现连锡。
●
●
为换线/手动清洗钢网印刷前5PCS,异常发生或无法解决时,通知工程师。
锡膏焊接印刷判定标准《锡膏焊接印刷判定标准,你真的懂吗?》嘿,朋友们!你们知道吗?在电子世界的奇妙旅程中,锡膏焊接就像是一场至关重要的冒险,而锡膏焊接印刷判定标准就是那指引我们穿越迷雾的神奇地图!要是不搞清楚这个标准,那我们在电子制造的领域里就像没头苍蝇一样乱撞,到处碰壁还不知道问题出在哪!一、锡膏量要适中:不做“小气鬼”也不当“土豪”在锡膏的世界里,量的把控可太重要啦!就像吃饭不能吃太多撑着,也不能吃太少饿着一样。
“锡膏量要适中,别做‘小气鬼’也不当‘土豪’哟!”锡膏量过多,就像给焊点穿上了一件超级厚棉袄,不仅不美观,还可能导致短路等问题;而锡膏量过少,那焊点就像穿着破破烂烂的衣服,根本没法好好工作呀!比如说,在印刷锡膏时,要根据焊点的大小和间距来合理调整锡膏的用量,既不能像个“铁公鸡”一毛不拔,也不能像个“暴发户”肆意挥霍。
二、锡膏位置要精准:做个“神枪手”,一击即中哇哦,锡膏的位置那可是关键中的关键呀!“锡膏位置要精准,做个‘神枪手’,一击即中!”这就好比打靶,必须要瞄准目标,才能命中红心。
如果锡膏位置偏移,那整个电路就可能像个迷了路的小孩,不知所措啦!比如在电路板上,每个焊点都有它特定的位置,锡膏必须乖乖地待在那里,不能跑偏。
就像士兵要坚守自己的岗位一样,锡膏也得坚守它的“阵地”。
三、锡膏形状要规则:拒绝“歪瓜裂枣”,追求完美嘿呀,锡膏的形状可不能马虎!“锡膏形状要规则,拒绝‘歪瓜裂枣’,追求完美!”想象一下,如果锡膏形状奇奇怪怪的,那焊接出来的焊点不就像长歪了的牙齿一样难看吗?锡膏应该呈现出均匀、规则的形状,这样才能保证焊点的质量和可靠性。
就像我们都喜欢看整齐漂亮的牙齿一样,规则的锡膏形状也会让我们的电子作品更加赏心悦目。
比如说,在印刷过程中,要确保刮刀的压力和速度合适,这样才能印出漂亮的锡膏形状。
四、锡膏印刷要清晰:别做“模糊大师”锡膏印刷的清晰度也是至关重要的呀!“锡膏印刷要清晰,别做‘模糊大师’!”如果印刷出来的锡膏模模糊糊的,那简直就像是在雾里看花,根本看不清真面目。
1 刮刀的速度
刮刀的速度和锡膏的黏度有很大的关系,刮刀的速度越慢,锡膏的黏度越大;同样,刮刀的速度越快,锡膏的黏度就越小.调节这个参数要参照锡膏的成分和PCB元件的密度以及最小元件尺寸等相关参数.目前我们一般选择在30-65MM/S.
2 刮刀的压力
刮刀的压力对印刷影响很大,压力太大会导致锡膏印的很薄.目前我们一般都设定在8KG左右.理想的刮刀速度与压力应该是正好把锡膏从钢板表面刮干净,刮刀的速度与压力也存在一定的转换关系,即降低刮刀速度等于提高刮刀的压力,提高了刮刀速度等于降低刮刀的压力.
3 刮刀的宽度
如果刮刀相对于PCB过宽,那么就需要更大的压力,更多的锡膏参与其工作,因而会造成锡膏的浪费.一般刮刀的宽度为PCB长度(印刷方向)加上50MM左右为最佳,并要保证刮刀头落在金属模板上.
4 印刷间隙
印刷间隙是钢板装夹后与PCB之间的距离,关系到印刷后PCB上的留存量,其距离增大,锡膏量增多,一般控制在0-0.07MM
5 分离速度
锡膏印刷后,钢板离开PCB的瞬时速度即分离速度,是关系到印刷质量的参数,其调节能力也是体现印刷机质量好坏的参数,在精密印刷机中尤其重要,早期印刷机是恒速分离,先进的印刷机其钢板离开锡膏图形时有一个微小的停留过程,以保证获取最佳的印刷图形.。
锡膏印刷检查事项及对策
●锡膏印刷品质是SMT不良产品的主要影响因素,据统计有约66%的不良品可以追溯到
锡膏印刷品质,有15%的不良品来至于回流焊,其余的不良来至于贴片机和原材料等,由此可见,锡膏印刷品质的好坏是电子产品好坏的主要影响因素。
●锡膏印刷质量的主要因素
1.首先是钢网质量:钢网厚度与开口尺寸确定了锡膏的印刷量。
锡膏量过多会产生桥接,
锡膏量过少会产生锡膏不足或虚焊。
钢网开口形状及开孔壁是否光滑也会影响脱模质量。
2.其次是锡膏质量:锡膏的粘度、印刷性(滚动性、转移性)、常温下的使用寿命等都会
影响质量。
3.印刷工艺参数:刮刀速度、压力、刮刀与网板的角度以及锡膏的粘度之间存在的一定制
约关系,因此只有正确控制这些参数,才能保证锡膏的印刷质量。
4.设备精度方面:在印刷高密度细间距产品时,印刷机的印刷精度和重复印刷精度也会起
一定影响。
5.环境温度、湿度、以及环境卫生:环境温度过高会降低锡膏的粘度,湿度过大时锡膏会
吸收空气中的水分,湿度过小时会加速锡膏中溶剂的挥发,环境中灰尘混入锡膏中会使焊点产生针孔等缺陷。
6.基板支撑位置的分布:机板支撑绝对与印刷结果有关,利用两支刮刀来回刮印如大部分
锡膏被刮走,残余未被刮走的部分就是支撑不良,容易出现连锡。
●
●
为换线/手动清洗钢网印刷前5PCS,异常发生或无法解决时,通知工程师。