锡膏印刷外观检验标准
- 格式:pdf
- 大小:544.19 KB
- 文档页数:3
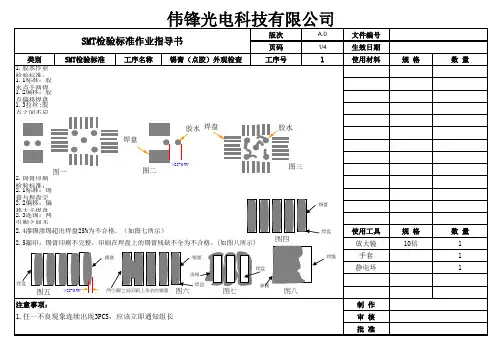
一. 目的为了使SMT的印刷效果满足工艺要求,确保回流炉后贴片PCBA的品质,制定此标准。
二. 范围本标准参照IPC规范所制定,适用于本公司内部SMT工厂对印刷效果的判定,包括红胶工艺与锡膏工艺。
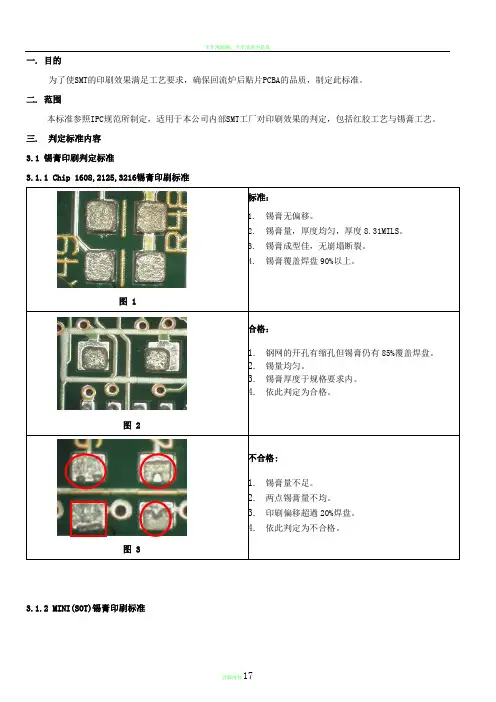
三. 判定标准内容3.1 锡膏印刷判定标准3.1.1 Chip 1608,2125,3216锡膏印刷标准图 1 标准:1.锡膏无偏移。
2.锡膏量,厚度均匀,厚度8.31MILS。
3.锡膏成型佳,无崩塌断裂。
4.锡膏覆盖焊盘90%以上。
图 2 合格:1.钢网的开孔有缩孔但锡膏仍有85%覆盖焊盘。
2.锡量均匀。
3.锡膏厚度于规格要求内。
4.依此判定为合格。
图 3 不合格:1.锡膏量不足。
2.两点锡膏量不均。
3.印刷偏移超過20%焊盘。
4.依此判定为不合格。
3.1.2 MINI(SOT)锡膏印刷标准图 41.锡膏无偏移。
2.锡膏完全覆盖焊盘。
3.三点锡膏量均匀,厚度8.31MILS4.依此为SOT零件锡膏印刷标准。
图 5 合格:1.锡膏量均匀且成形佳。
2.厚度合乎规格8.5MILS。
3.85%以上锡膏覆盖。
4.偏移量少于15%焊盘。
5.依此应判定为允收。
图 6 不合格:1.锡膏85%以上未覆盖焊盘。
2.严重缺锡。
3.依此判定为不合格。
3.1.3 Diode,Melf,MelF,RECT陶磁电容锡膏印刷标准图 7标准:1.锡膏印刷成形佳。
2.锡膏无偏移。
3.厚度8.3MILS。
4.如此开孔可以使热气排除,以免造成气流使零件偏移。
5.依此应为标准要求。
热气宣泄道图 8 1.锡膏量足2.锡膏覆盖焊盘有85%以上。
3.锡膏成形佳。
4.依此应为合格。
图 9 不合格:1.20%以上锡膏未完全覆盖焊盘。
2.锡膏偏移量超过20%焊盘。
3.依此判定为不合格。
3.1.4 LEAD PITCH=1.25mm零件锡膏印刷标准图 10 标准:1.各锡膏几近完全覆盖各焊盘。
2.锡膏量均匀,厚度在8.5MILS。
3.锡膏成形佳,无缺锡、崩塌。

pcb板印刷锡膏检测标准
PCB板印刷锡膏检测的标准通常包括以下几个方面:
1. 焊点质量:焊点应该均匀、光滑,无虚焊、漏焊、短路等缺陷。
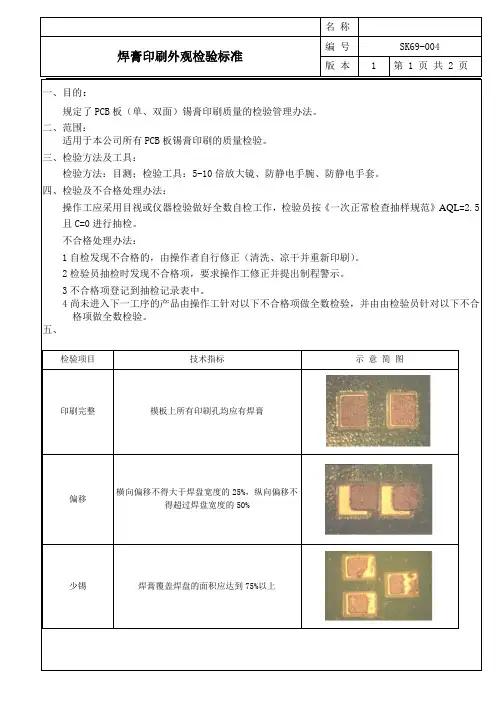
焊点的尺寸、形状和位置应符合设计要求。
2. 锡膏量:锡膏的涂布量应均匀一致,无明显的缺锡或多锡现象。
锡膏的厚度和宽度应符合工艺要求。
3. 锡膏覆盖:锡膏应完全覆盖焊点和引脚,无裸露的金属部分。
锡膏的覆盖面积应达到设计要求。
4. 锡膏高度:焊点的锡膏高度应在规定的范围内,以保证焊点的可靠性和可焊性。
5. 外观检查:PCB 板表面应无锡珠、锡渣、残留的锡膏等污染物。
板面应干净整洁,无明显的划伤、氧化等缺陷。
6. 焊点强度:焊点应具有足够的强度,能够承受一定的机械应力和温度变化。
7. 可焊性:焊点应具有良好的可焊性,能够被可靠地焊接到其他元件或电路板上。
这些标准是一般情况下PCB 板印刷锡膏检测的基本要求,具体的标准可能会因不同的行业、应用和客户要求而有所差异。
在实际生产中,还应根据具体情况制定详细的检测规范和操作流程,以确保PCB 板的质量和可靠性。
.)以下为最大允收限度,如果超过25%则拒收。
名文件编号称发行版次1、电阻水平方向偏移,其基板焊点一端的空余长度1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度;2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .零件直立拒收!文字面帖反拒收。
1、按正面贴装,元件的两端置于基板焊点的中央位置。
1、元件偏移突出基板焊点的部份是元件宽度的25% 以下为最大允收限度,如果超出25%则拒收。
1、元件水平方向偏移,其基板焊点一端的空余长度 1. L2≧L*1/3,OK ; 大于或等于另一端空余长度的1/3,为最大允收限度; 2. L2<L*1/3,NG .如果小于另一端空余长度的1/3则拒收。
L2L1、两元件之间最小间隔在0.5mm 以上为最大允收; 1. W ≧0.5mm,OK;2、两元件之间最小间隔小于0.5mm 拒收。
2. W<0.5mm,NG .(垂直方向)(水平方向)电阻偏移(水平方向)零件间隔电容、电感类实装生效日期A01页码3/9判 定 說 明图 示 说 明作 业 指 导 书SMT 通用检验标准WI-Q-001电容、电感偏移标准模式电容、电感偏移零件间隔零件直立电阻帖反电阻偏移(垂直方向)项 目WW1≧W*25%,NGW零件直立拒收文字面(翻白)R757文字面电阻不可帖反(文字面OKWW1W1≧W*25%,NGW零件直立拒收!名文件编号称发行版次1、元件倾斜突出焊点的部份须小于元件宽度的25%, 反之则拒收。
(NG)1、三极管的三个引脚处于焊点的中心位置。
1、三极管的引脚超出焊点的部份须小于或等于引脚 1. w1≦W*1/2, OK ; 宽度的1/2;若大于1/2则不良。
W
W a 1A
1.
w1≧ 2. a1
≦
w
1W
a 1A 1.w1< 2.a1>A w 1
W
1.w1>L L 1
2. L 1>L*
3.a1<A
w 1(注:A
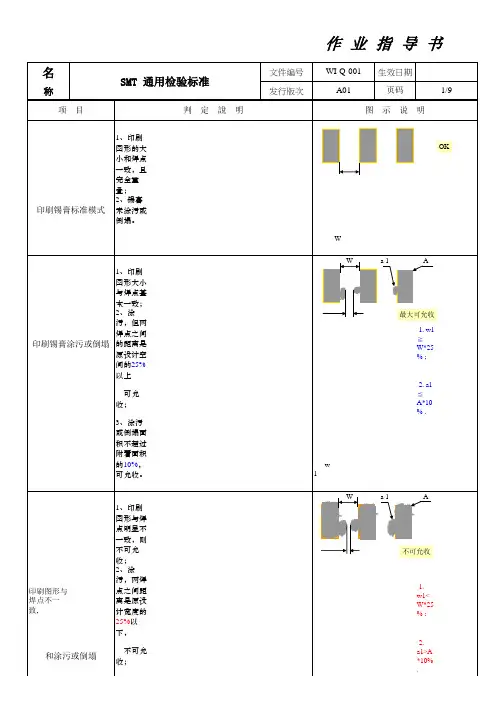
为铜SMT 锡膏印刷检验标准印刷严重偏移 1.印刷偏离焊点且超过焊点长度
或宽度(该两者之一)的25%拒收;2.锡膏覆盖焊点面积的75%以下
拒收。
1.印刷图形与焊点明显不一致,
则不可允收;
2.涂污,两焊点之间距离是原设
计宽度的25%以下,不可允收;
3.涂污或倒塌面积超过附着面积
的10%以上者拒收。
印刷图形与焊点不一致,和涂污或倒塌印刷锡膏标准模式印刷锡膏涂污或倒塌 1.印刷图形的大小和焊点一致,且完全重叠;2.锡膏未涂污或倒塌。
XX 电子科技有限公司
一、印刷说明:
二、印刷良品图项目判定说明图示说明三、印刷不良图
1.印刷图形大小与焊点基本一致;
2.涂污,但两焊点之间的距离是原设计空间的25%以上可允收;
3.涂污或倒塌面积不超过附着面积的10%,可允收。
文件编号XX-QPA-QA005制订日期2018/5/1文件版本A/01页 码第1页,共1页
OK 最大可允收不可允收A a 1NG (拒收)
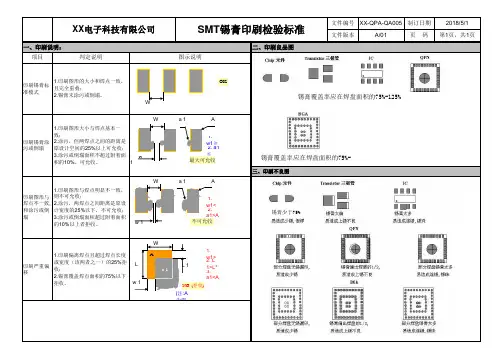
锡膏覆盖率应在焊盘面积的75%-125%锡膏覆盖率应在焊盘面积的75%-
锡膏少于75%。
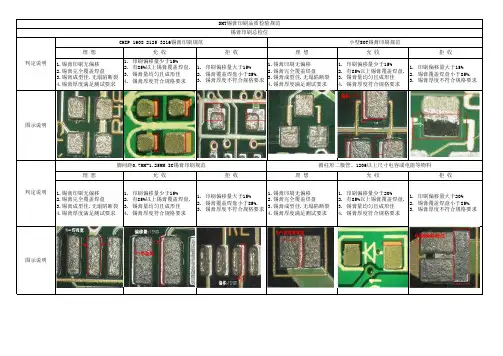
判定说明判定说明图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于20%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于20%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求脚间距0.7MM-1.25MM IC锡膏印刷规范圆柱形二极管、1206以上尺寸电容或电阻等物料理 想允 收拒 收理 想允 收拒 收图示说明1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求1. 印刷偏移量少于15%2. 有85%以上锡膏覆盖焊盘.3. 锡膏量均匀且成形佳4. 锡膏厚度符合规格要求1. 印刷偏移量大于15%2. 锡膏覆盖焊盘小于85%.3. 锡膏厚度不符合规格要求SMT锡膏印刷品质检验规范锡膏印刷总检位CHIP 1608 2125 3216锡膏印刷规范小型SOT锡膏印刷规范理 想允 收拒 收理 想允 收拒 收C>=W*50%,F>=G+H*25A<=W*75%侧悬出超过引脚宽度1.引脚吃锡宽度大于等于 1.引脚吃锡宽度>=電極的。
锡膏印刷检验指导书一、引言锡膏印刷是电子制造过程中重要的步骤之一,在电路板上涂覆和固化锡膏以实现焊接功能。
由于锡膏印刷的质量直接影响到焊接的可靠性和电子产品的性能,因此,进行锡膏印刷的检验非常重要。
本指导书旨在为电子制造企业提供锡膏印刷检验的详细指导,以确保印刷质量的稳定和一致性。
二、锡膏印刷检验的目的及意义锡膏印刷检验的目的是通过对印刷过程和质量进行全面的检查,确保印刷符合相关的技术要求和标准。
只有通过有效的检验,才能及时发现和纠正潜在的问题,提高印刷质量,增强焊接可靠性,降低不良品率。
三、锡膏印刷检验的内容1. 锡膏的外观检查:包括颜色、光泽度、均匀性等方面的检验,以确保正常的外观特征,避免对印刷品质量的影响。
2. 锡膏的粘度检查:通过测量锡膏的粘度,判断其流动性和可用性,并调整相应的参数以确保印刷的精准度和稳定性。
3. 锡膏的厚度检查:通过使用合适的测量工具,测量锡膏的厚度,确保其符合设计要求,防止过厚或过薄造成的焊接问题。
4. 锡膏的挤出性检查:通过观察锡膏在印刷头的挤出情况,判断锡膏的质量和可用性,并及时调整印刷设备以确保正常的挤出效果。
5. 锡膏的粘附力检查:使用相应的试验方法和工具,检测锡膏在基板上的粘附力,确保其粘附性良好,避免印刷品的脱落和错误焊接。
6. 锡膏的打磨性检查:通过对锡膏打磨性能的检查,避免锡膏在过程中堵塞或损坏印刷头,影响印刷质量。
7. 印刷品的检查:对印刷品的焊盘、引脚等进行全面的目视检查和测量检验,确保其符合设计要求和标准。
8. 锡膏印刷过程的检查:对印刷过程中的各项参数进行检查和记录,包括印刷速度、印刷压力、温度等,以确保印刷质量的稳定性和一致性。
9. 锡膏印刷设备的检查:对印刷设备的各项功能和性能进行检查和维护,确保设备的正常运行和印刷质量的稳定性。
四、锡膏印刷检验的方法和工具1. 目视检查:使用肉眼对印刷品进行外观检查,包括颜色、光泽度、均匀性等方面的评估。
1. 本规范引用下列标准:JIS C 6408 印刷路线板所用铜片之通论JIS H 3100 铜和铜合金、薄板及铜片JIS Z 3197 锡膏助焊剂合成松香的检验方法JIS Z 3282 软性锡膏JIS Z 8801 筛选测试2. 与本规范有关连之国际标准第一部份:分类,标签和包装—ISO 9454- 1:1990 软性锡膏助焊剂的分类和资格ISO 第一部份:测定挥发性、热重损失试验—检验方法—9455- 1:1990 软性锡膏助焊剂2. 定义为使本规范易于达成目的,定义名词如下:(1) 锡膏:锡铅合金粉末和膏状助焊剂的混合物。
(2) 助焊剂活性:助焊剂能够提升液态融锡在基板表面之沾锡力程度。
(3) 助焊剂效率:助焊剂的功效表现在焊接过程中。
(4) 活性剂:用以提升助焊剂能力。
(5) 合成松香:助焊剂中天然或者合成松香。
(6) 松香:自松树所提炼之树脂,加以蒸馏所得之自然硬性树脂,或者称橡胶松香、木材松香,或者酸性指数为130 以上之长油松香。
(7) 改良式松香:不同松香种类之混合松香,但无法归类于松香分类之中。
(8) 松香助焊剂:助焊剂的主要成份为松香,形式为溶剂之溶液或者膏状物。
(9) 助焊剂残留物:融锡加热之后,残留于基板之上的助焊剂物质。
(10) 塌陷:锡膏印刷后干燥或者加热中,其外观上的改变。
(11) 黏滞力:锡膏黏着于基板上的力量。
(12) 锡球:在锡膏熔化之后,基板表面,浮现许多小球状颗粒。
(13) 锡溅:锡膏凝固后,扩散不一的形状。
(14) 不沾锡:融锡无法黏着于基板表面上。
3. 种类锡膏种类的定义是取决于不同锡铅球粉末等级、锡球的外形、尺寸和助焊剂成份品质等分类:如下列表一1.等级E 之锡膏是用在如电子设备仪器中之高品质的焊点需求上上。
2.等级A 之锡膏是用在普通普通的电路、电气设备中。
4. 品质锡铅粉末和助焊剂的品质要求如下4.1 锡膏锡铅粉末须依标准JIS Z 3282 制作,并和锡铅粉末须依标准JIS Z 3282 制作,并混合均匀,锡粉表面须平滑有光泽,且没有其它小粒子黏附。
12 132片式元件锡膏印刷1、钢网的开孔有缩孔,但锡膏仍有85%覆盖焊盘;2、锡膏量均匀;3、锡膏厚度在要求规格内。
14配带良好静电防护措施,握持PCB板边或板角执行检验。
PCBA 半成品握持方法13SOT元件锡膏印刷1、锡膏量均匀且成形佳。
2、锡膏厚度合符规格要求。
3、有85%以上锡膏覆盖焊盘。
4、印刷偏移量少于15%。
154二极管、电容等(1206以上尺寸)元件锡膏印刷1、锡膏量足;2、锡膏覆盖焊盘有85%以上;3、锡膏成形佳。
16偏移量<15%W4焊盘间距0.7~ 1.25mm元件锡膏印刷1、锡膏印刷成形佳;2、虽有偏移,但未超过15%焊盘;3、锡膏厚度测试合乎要求。
175焊盘间距0.65mm元件锡膏印刷1、锡膏成形佳;2、锡膏厚度测试在规格内,偏移<10%W;3、锡膏偏移量小于10%焊盘。
184偏移量<15%WW=焊盘宽偏移量<10%W6焊盘间距0.5mm元件锡膏印刷1、锡膏成形虽略微不佳,但厚度于规格内;2、锡膏无偏移;3、炉后无少锡、假焊现象。
197锡膏厚度(1)1、锡膏完全覆盖焊盘;2、锡膏均匀,厚度符合要求;3、锡膏成形佳20SOT零件8锡膏厚度(2)1、锡膏完全覆盖焊盘;2、锡膏均匀,厚度符合要求;3、锡膏成形佳21IC脚间距=0.65mm9锡膏厚度(3)1、锡膏完全覆盖焊盘;2、锡膏均匀,厚度符合要求;3、锡膏成形佳2210无铅焊外观展示(1)23IC脚间距=0.5mm无铅焊外观展示(2)24112.1 接受等级1:通用类电子产品,对外观要求不高以期使用功能为主的产品.2.2 接受等级2:专用服务类电子产品,例如通讯设备,復杂商业机品,高性能常使用寿命要求的仪器;但不要求产品不需要保持不间断工作且外观上允许有缺陷.2.3 接受等级:高性能电子产品,例如救生设备,飞机控制系统,Server 类产品。
焊锡面焊锡性标准(2)元件固定脚(kink)外观:不要求要有75%之孔内填锡量,与锡垫范围之需求标准,此例外仅应用于固定脚之外观,而非用于元件脚(焊锡)。
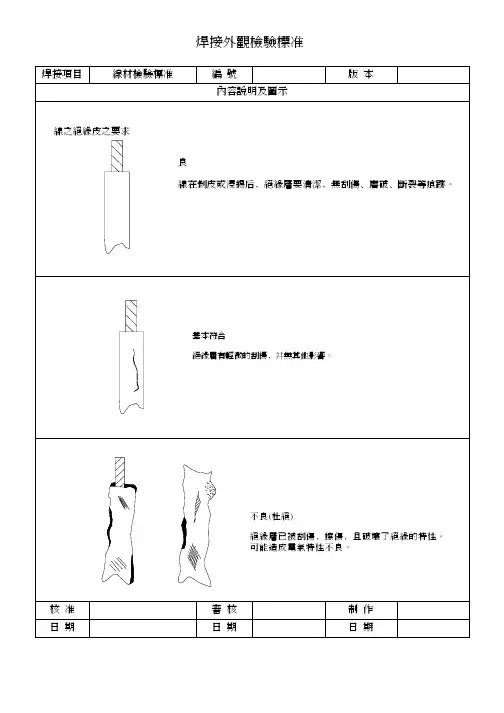
锡膏印刷性测试规范
1 .范围
本测试系规范锡膏的颗粒形状和大小在初始印刷与连续印刷锡膏之印刷性、稳定性的量测与评估方法。
2 .测试方法
印刷性之评估系采用标准图孔图形,待测锡膏印刷于铜片上,锡膏在铜片的形状与厚度(分布),及连续印刷后的稳定性,均可依此规范量测,以评估印刷性之优劣。
3 ,设置、仪器与使用材料
3.1 印刷机及印刷条件以下项目最好一致
(1)印刷机形式及种类
(2)网版金属类
(3)刮刀硬度、角度等
(4)刮刀速度印刷速度
(5)印刷压力刮刀进给量(6)印刷角度
(7)网版与铜片之印刷间隙
(8)环境温度
3.2 金属网版
三种不同的图形尺寸之不锈钢金属网版如Annex5图1所示(孔壁必须垂直)
3.3 测试装置和试片
(1)锡膏
(2)镀层铜片(160x160x1.6mm)
(3)StereO-MiCroSCOPe和照相设备
(4)雷射量测设备(雷射光圆之束径应小于50um以下)或表面粗糙度量测计(滑动式)
4,量测程序锡膏之2D量测系藉由StereO-MiCroSCoPe照相设留50X)完成,3D的量测则须藉由雷射量测设备或表面粗糙度量测计达成,锡膏厚度量测应排除锡膏的凸起部份。
附注:表面粗糙度量测计量测锡膏形状,待测锡膏应在印刷完成后置放一或二天,以使锡膏硬化。
5.评估方法初始印刷之印刷性及连续印刷后之稳定性可藉由不同形状与尺寸钢版开孔来评估,且随着锡膏形状及厚度不同,其变异情形也不同。
不管初始印刷或连续印刷均不可有污损及刮伤的情形出现。
印锡检查标准印锡检查标准主要包括以下几个方面:1.印刷质量:印刷质量是衡量印锡的重要指标,包括印刷厚度、均匀度、形态、线宽和偏移情况等。
印刷厚度要符合设计要求,不应过厚或过薄;印刷的均匀度要良好,保证元件焊接质量;印刷形态要清晰规范,线宽一致,偏移控制在一定范围内。
2.印刷位置:印刷位置要准确,不应有偏差。
对于特定的印刷位置,例如引脚、焊盘等,要确保锡膏印刷准确,防止出现偏移或错位的情况。
3.锡膏质量:锡膏的质量直接影响印刷效果和焊接质量。
要确保锡膏无杂质、无颗粒、无气泡,且具有一定的粘性和湿润性。
锡膏应均匀分布在印刷表面上,无漏印或多印的现象。
4.锡膏厚度:锡膏的厚度要适中,不能过厚或过薄。
过厚的锡膏可能导致元件焊接不良,过薄的锡膏则可能影响焊接效果和可靠性。
5.桥接和连锡:要检查印刷后是否存在桥接和连锡现象。
桥接是指锡膏在不该连接的地方连接起来,连锡则是相邻的引脚或焊盘之间出现多余的锡膏连接。
6.锡膏边缘:检查锡膏边缘是否整齐、光滑,无塌落、拉尖、少锡等现象。
7.反白和少锡:在放大镜下检查印刷品,观察元件PAD上锡膏是否有上下偏移或左右偏移,是否出现反白现象和少锡现象。
反白是指PCB在斜视时有反光现象,少锡则是指引脚或焊盘上锡膏不足。
8.钢网和模板:检查钢网和模板是否清洁、无异物堵塞。
钢网及模板的翘曲度也需要进行检测。
9.温度和时间控制:在检查过程中要确保温度和时间控制符合要求。
温度过高可能导致锡膏粘稠度下降,温度过低则可能影响锡膏的流动性和焊接效果。
总之,印锡检查标准需要根据具体的产品要求和工艺要求来确定,并且需要按照相关标准进行严格控制。
在生产过程中,要定期对印锡进行检查和测试,以确保产品质量和可靠性。
SMT锡膏印刷检查标准
W
W a 1A
1.
w1≧ 2. a1
≦
w
1W
a 1A 1.w1< 2.a1>A w 1
W
1.w1>L L 1
2. L 1>L*
3.a1<a< p="">
w 1(注:A
为铜SMT 锡膏印刷检验标准印刷严重偏移 1.印刷偏离焊点且超过焊点长度
或宽度(该两者之一)的25%拒收;2.锡膏覆盖焊点面积的75%以下
拒收。
1.印刷图形与焊点明显不一致,
则不可允收;
2.涂污,两焊点之间距离是原设
计宽度的25%以下,不可允收;
3.涂污或倒塌面积超过附着面积
的10%以上者拒收。
印刷图形与焊点不一致,和涂污或倒塌印刷锡膏标准模式印刷锡膏涂污或倒塌1.印刷图形的大小和焊点一致,且完全重叠;2.锡膏未涂污或倒塌。
XX 电子科技有限公司
一、印刷说明:
二、印刷良品图项目判定说明图示说明三、印刷不良图
1.印刷图形大小与焊点基本一致;
2.涂污,但两焊点之间的距离是原设计空间的25%以上可允收;
3.涂污或倒塌面积不超过附着面积的10%,可允收。
文件编号XX-QPA-QA005制订日期2018/5/1文件版本A/01页码第1页,共1页
OK 最大可允收不可允收A a 1NG (拒收)
锡膏覆盖率应在焊盘面积的75%-125%锡膏覆盖率应在焊盘面积的75%-
锡膏少于75%
</a<>。