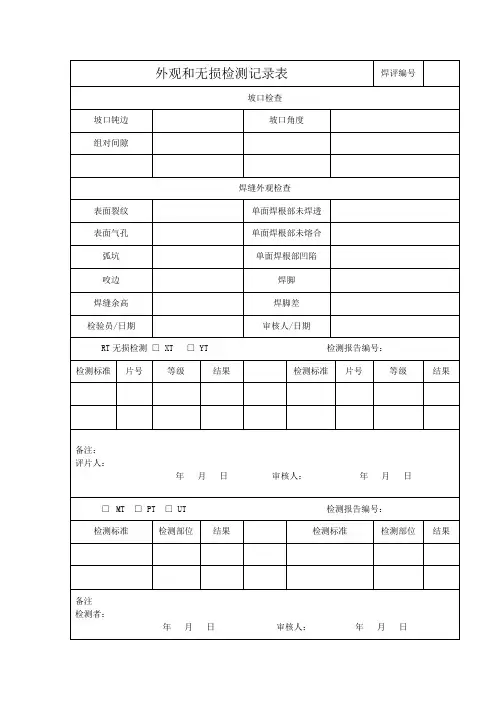
外观和无损检测记录表.docx
- 格式:docx
- 大小:20.54 KB
- 文档页数:2
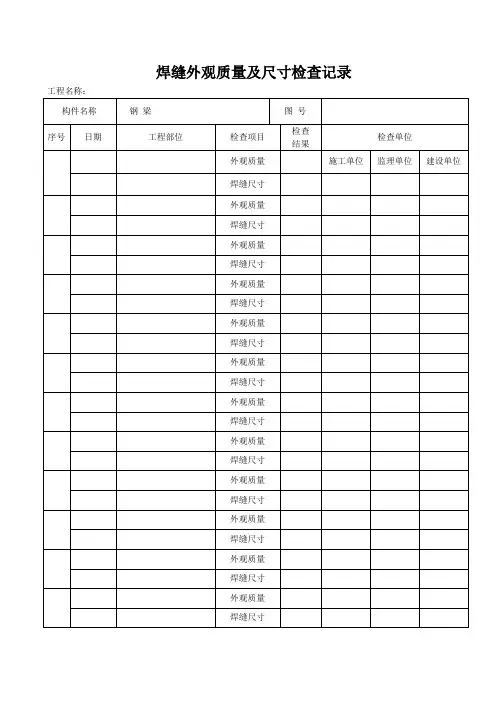
焊缝外观质量及尺寸检查记录工程名称:
构件名称钢梁图号
序号日期工程部位检查项目检查
结果
检查单位
外观质量施工单位监理单位建设单位焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
外观质量
焊缝尺寸
钢构件防腐涂料检查记录工程名称:
构件名称钢梁图号
序号日期工程部位检查项目检查
结果
检查单位
施工单位监理单位建设单位
除锈、基层处理第一道油漆
第二道油漆
第三道油漆
第四道油漆
第五道油漆
除锈、基层处理第一道油漆
第二道油漆
第三道油漆
第四道油漆
第五道油漆
除锈、基层处理第一道油漆
第二道油漆
第三道油漆
第四道油漆
第五道油漆
除锈、基层处理第一道油漆
第二道油漆
第三道油漆
第四道油漆
第五道油漆。
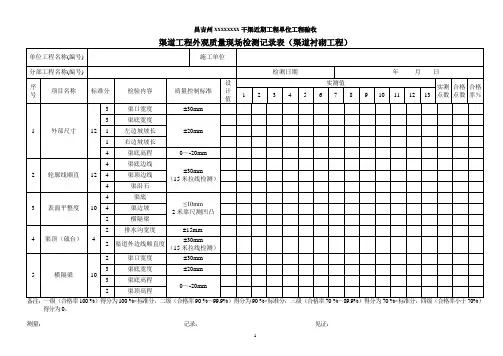
渠道工程外观质量现场检测记录表(渠道衬砌工程)
得分为0。
测量:记录:见证:
渠道建筑物外观质量现场检测记录表(节制、分水、退水闸)
得分为0。
测量:记录:见证:
昌吉州xxxxxxx干渠近x期工程单位工程验收
渠道建筑物外观质量现场检测记录表(节制、分水、退水闸续1)
得分为0。
测量:记录:见证:
昌吉州x干渠近期x检测记录表(混凝土交通桥)
得分为0。
测量:记录:见证:
昌吉州xxxxx干渠近xxxx工程单位工程验收
渠道建筑物外观质量现场检测记录表(混凝土交通桥续1)
得分为0。
测量:记录:见证:
昌吉州xxxxx干渠近期工程单位工程验收
渠道建筑物外观质量现场检测记录表(渡槽)
得分为0。
测量:记录:见证:
昌吉州xxx干渠近xxxxx期工程单位工程验收
渠道建筑物外观质量现场检测记录表(渡槽续1)
得分为0。
测量:记录:见证:
昌吉州xx干渠近期xxxxxx工程单位工程验收
渠道建筑物外观质量现场检测记录表(钢架桥)
得分为0。
测量:记录:见证:
昌吉州xxx干渠xxxx工程单位工程验收
渠道建筑物外观质量现场检测记录表(排洪涵建筑物)
得分为0。
测量:记录:见证:
昌吉州xxxxx干渠近期工程单位工程验收
伴渠道路外观质量现场检测记录表
得分为0。
测量:记录:见证:。
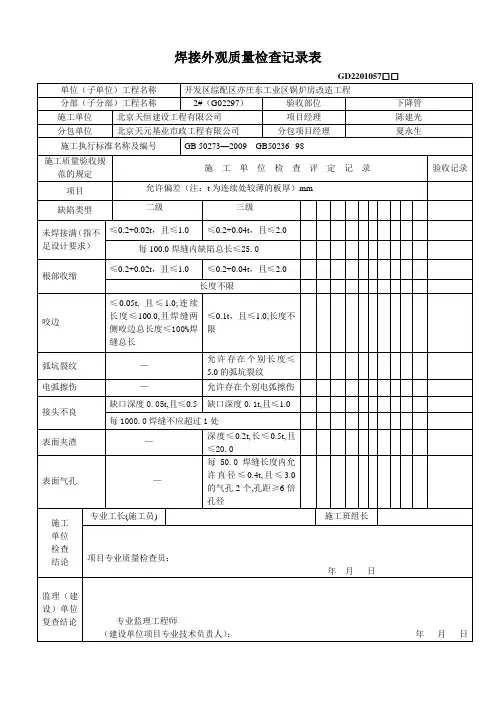
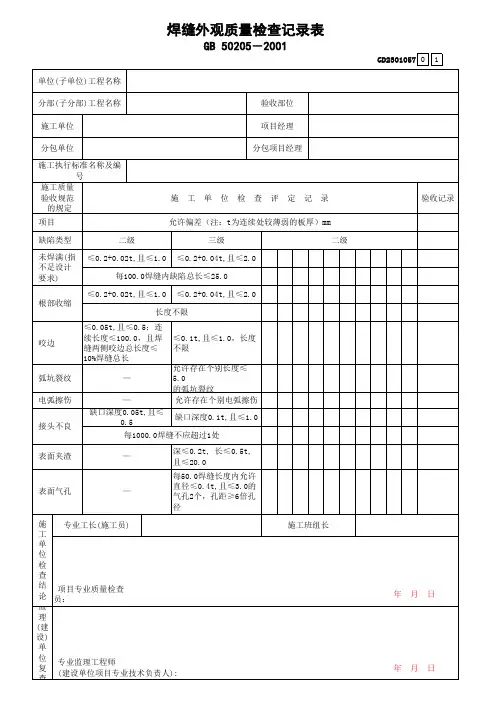
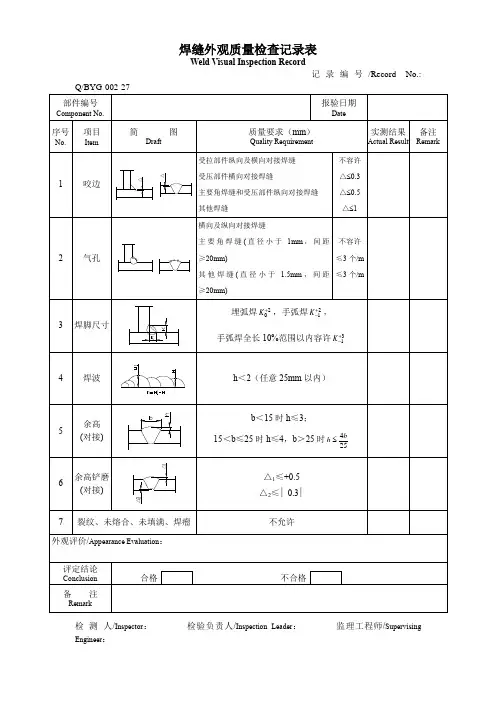
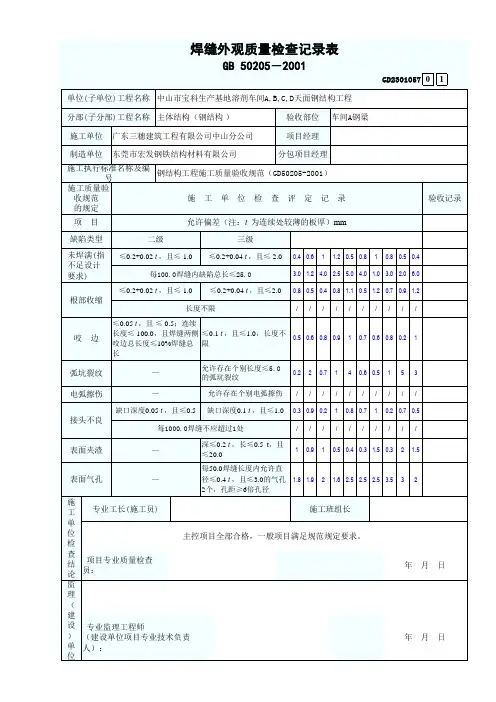
焊接外观质量检查记录表
说明
本表适用于二、三级焊缝质量检查。
1、检查数量:资料全数检查:同类焊缝抽查10﹪,且不少于3条。
检验方法:观察检查,用焊缝量规抽查测量。
2、焊缝表面不得有裂纹、焊瘤等缺陷。
一级、二级焊缝不得有表面气孔、夹渣、
弧坑裂纹、电弧擦伤等缺陷。
且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
检查数量:每批同类焊缝抽查10﹪,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5﹪,且不应少于1条;每条检查一处,总抽查数不应少于10处。
检查方法:观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
3、二级、三级焊缝外观质量标准应符合GB 50205-2001附录A中表A.0.1的规
定。
三级对接焊缝应按二级焊缝标准进行外观质量检验。
检查数量:每批同类焊缝抽查10﹪,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5﹪,且不应少于1条;每条检查一处,总抽查数不应少于10处。
检查方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
4、焊成凹形的角焊缝,焊缝金属与母材间应平缓过度:加工成凹形的角焊缝,
不得在其表面留下切痕。
检查数量:每批同类焊缝抽查10﹪,且不应少于3件。
检查方法:观察检查。
5、焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基体金属间过
度较平滑,焊渣和飞溅物基本清楚干净。
检查数量:每批同类焊缝抽查10﹪,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5﹪,总抽查数不应少于5处。
检查方法:观察检查。
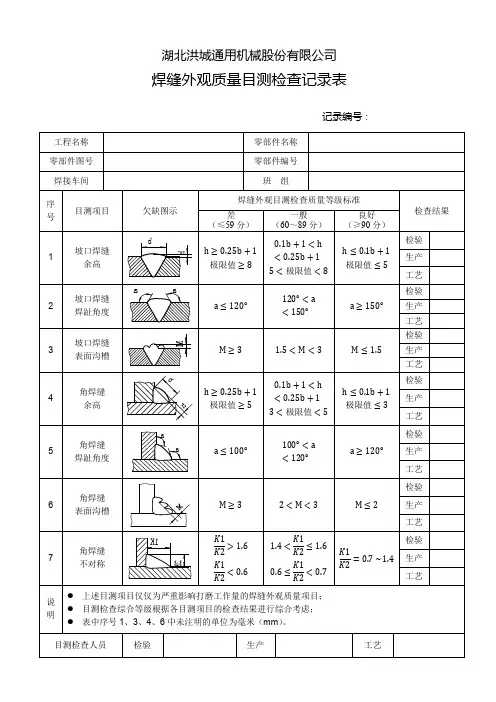
湖北洪城通用机械股份有限公司焊缝外观质量目测检查记录表记录编号:工程名称 零部件名称 零部件图号 零部件编号焊接车间班组序 号目测项目欠缺图示焊缝外观目测检查质量等级标准检查结果 差(≤59分) 一般(60~89分) 良好(≥90分) 1坡口焊缝余高h ≥0.25b +1 极限值≥8 0.1b +1<ℎ<0.25b +1 5<极限值<8 h ≤0.1b +1 极限值≤5检验 生产 工艺 2坡口焊缝焊趾角度a ≤120° 120°<a <150°a ≥150°检验生产 工艺 3坡口焊缝表面沟槽M ≥31.5<M <3M ≤1.5检验生产 工艺4 角焊缝余高h ≥0.25b +1 极限值≥5 0.1b +1<ℎ<0.25b +1 3<极限值<5h ≤0.1b +1 极限值≤3检验生产 工艺 5角焊缝焊趾角度a ≤100° 100°<a<120°a ≥120°检验生产 工艺 6角焊缝表面沟槽M ≥32<M <3 M ≤2检验生产 工艺7角焊缝 不对称K 1K 2>1.6 K 1K 2<0.6 1.4<K 1K 2≤1.6 0.6≤K 1K 2<0.7K 1K 2=0.7~1.4 检验生产 工艺说明● 上述目测项目仅仅为严重影响打磨工作量的焊缝外观质量项目; ● 目测检查综合等级根据各目测项目的检查结果进行综合考虑; ● 表中序号1、3、4、6中未注明的单位为毫米(mm )。
目测检查人员 检验生产工艺目测检查综合等级检查时间bhaaMbhaaMK 1K 2。