探伤记录
- 格式:xlsx
- 大小:28.70 KB
- 文档页数:3
准考证号:
座位号:
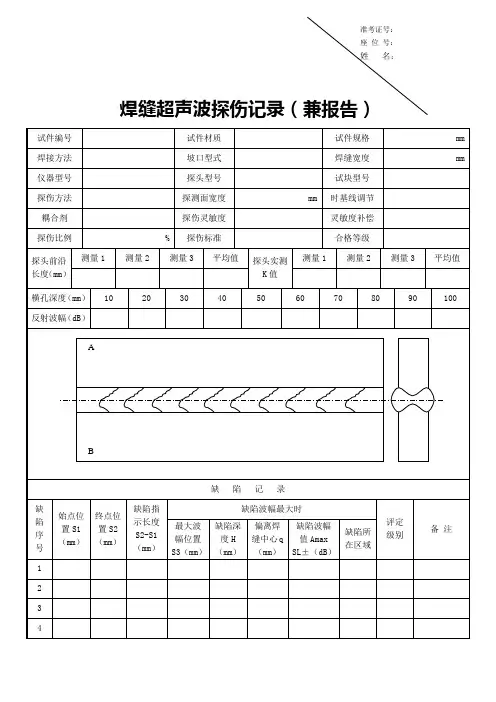
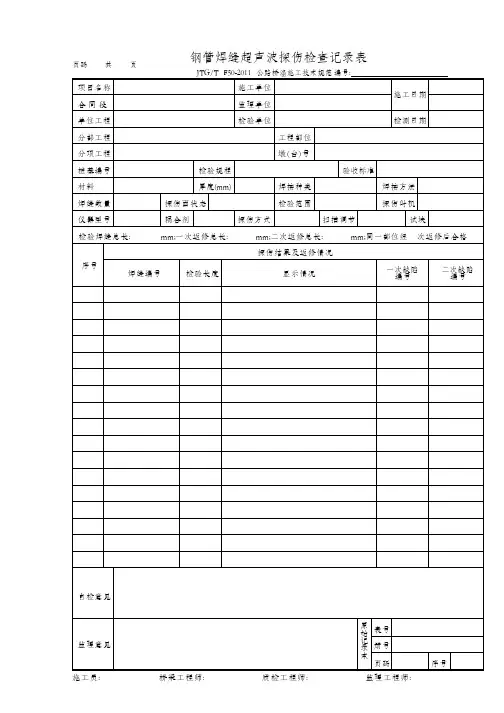
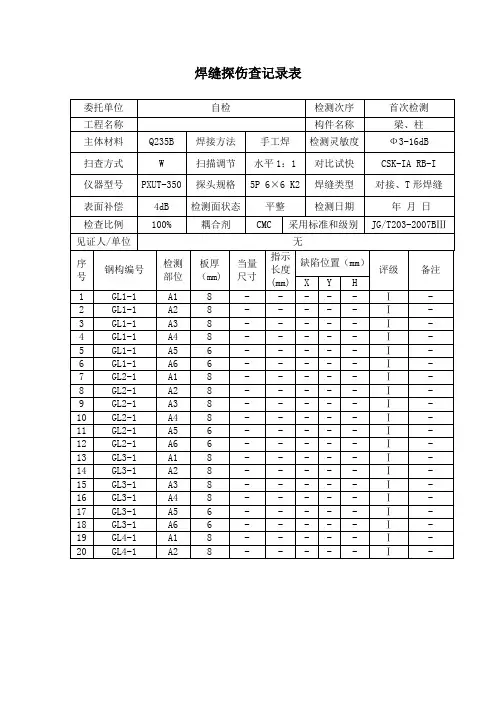
姓名:焊缝超声波探伤记录(兼报告)
结论探伤者×××日期
准考证号:
座位号:
姓名:
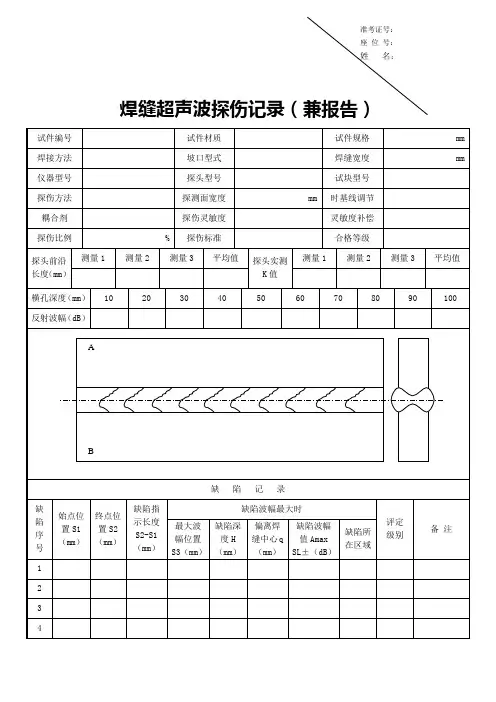
管子超声波探伤记录(兼报告)
试件编号试件材质试件规格mm 仪器型号探头型号试块型号
探伤方法探测方向时基线调节
前沿长度mm 实测K值探测面
耦合剂探伤灵敏度灵敏度补偿
探伤比例% 探伤标准合格等级
切槽深度(mm)
反射波幅(dB)
内壁外壁内壁外壁内壁外壁内壁外壁内壁外壁
缺陷记录
缺陷序号始点位置
L1(mm)
终点位置
L2(mm)
缺陷指示长
度I(mm)
离始点周向距
离S(mm)
缺陷波幅
值Amax
评定级别备注
1 2。
焊缝超声波探伤报告记录————————————————————————————————作者:————————————————————————————————日期:(CMA章)钢结构超声波检测检测报告工程名称:铁路器材厂车修分厂延长跨工程地点:铁路器材厂委托单位:铁路器材厂检测日期:2010年3月16日报告总页数:12 页报告编号:合同编号:工程检测有限公司2010年4 月23 日首页工程名称检测依据《钢焊缝手工超声波探伤方法和探伤结果的分级》GB/T 11345-1989 《钢结构工程施工及验收规范》GB50205-2001《建筑钢结构焊接技术规程》JGJ 81-2002委托单位地址检测焊缝58.2米检测时间2010.3.16检测方法超声波法检测等级B级(GB/T 11345-1989)备注I级焊缝1条,占所测焊缝的100%,满足设计要求。
工程检测有限公司2010年3月16日钢结构超声波检测检测人员:(上岗证号)报告编写:(上岗证号)复核:(上岗证号)审核:(上岗证号)授权签字人:声明: 1. 本报告涂改、错页、换页、漏页无效;2. 检测单位名称与检测报告专用章名称不符者无效;3. 本报告无我单位相关技术资格证书章无效;4. 本报告无检测、审核、授权签字人签字无效;5.未经书面同意不得部分复制或作为他用;6.如对本检测报告有异议或需要说明之处,可在报告发出后15 天内向本检测单位书面提出,本单位将于5日内给予答复。
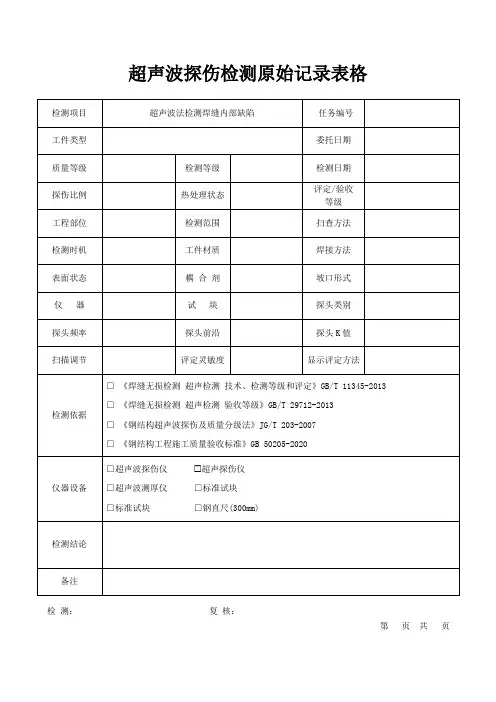
检测单位:地址:邮编:联系人:目录一项目概况二检测依据及方法三检测结果附件-、项目概况表1工程名称铁路器材厂车修分厂延长垮工程地点铁路器材厂建设单位委托单位铁路器材厂结构型式钢结构钢板厚度14mm设计焊缝等级II级(GB/T 11345-1989)检测等级 B级(GB/T 11345-1989)检测方法超声波法检测日期2010.5.15检测标准《钢焊缝手工超声波探伤方法和探伤结果的分级》GB/T11345-1989《钢结构工程施工及验收规范》GB50205-2001《建筑钢结构焊接技术规程》JGJ 81-2002备注二、检测依据及方法1.检测依据(1)《钢焊缝手工超声波探伤方法和探伤结果的分级》GB11345-1989;(2)《钢结构工程施工及验收规范》GB50205-2001;(3)《建筑钢结构焊接技术规程》JGJ 81-2002;(4)设计文件。
企业出具探伤报告引言探伤是一项重要的非破坏性检测技术,广泛应用于工程领域,特别是在制造业和航空航天工业中。
企业经常需要出具探伤报告,以评估产品的质量和安全性。
本文将介绍企业出具探伤报告的意义、流程和注意事项。
什么是探伤报告?探伤报告是一份记录探伤结果的正式文件,用于记录检测对象的缺陷和性能评估。
它提供了探伤过程的详细信息、检测方法和数据分析,以及结论和建议。
探伤报告通常由探伤技术人员或专业实验室出具,对于产品的质量和安全性有重要的参考价值。
流程企业出具探伤报告的流程通常如下:1. 预约和准备:企业与探伤技术人员或实验室协商安排探伤检测的时间和地点。
企业需要提供需要检测的产品或部件,并确认所需的探伤方法和标准。
2. 探伤检测:探伤技术人员根据预定的安排进行探伤检测。
他们将根据探伤方法和标准,使用适当的设备和工具对产品进行检测。
他们将记录探伤过程中的数据和观察结果。
3. 数据分析和评估:探伤技术人员将收集到的数据进行分析和评估。
他们将结合探伤方法和标准,对产品的状态和安全性进行评估,并记录下他们的结论。
4. 报告编制:根据数据分析和评估,探伤技术人员或实验室将编制探伤报告。
报告包括探伤的详细过程、数据和观察结果,以及评估结论和建议。
5. 报告审核和批准:报告需要经过相关负责人的审核和批准,确保报告的准确性和可靠性。
6. 报告交付:完成审核和批准后,探伤报告将交付给企业。
企业可以根据需要将报告提供给客户、供应商或相关部门。
注意事项在企业出具探伤报告时,需要注意以下事项:- 准确记录:探伤报告必须准确记录探伤过程和数据,包括使用的仪器和设备、探伤方法和标准、缺陷的位置和大小等。
任何遗漏或错误可能会导致误解或错误的评估。
- 标准遵循:探伤报告必须符合相关的探伤标准和规范。
探伤技术人员在编制报告时,应确保遵循适用的标准,以保证报告的可靠性和一致性。
- 结论和建议:探伤报告应包括明确的结论和建议。
结论应准确描述产品的状态和是否符合相关要求。
准考证号:
座位号:
姓名:焊缝超声波探伤记录(兼报告)
结论探伤者×××日期
准考证号:
座位号:
姓名:
管子超声波探伤记录(兼报告)
试件编号试件材质试件规格mm 仪器型号探头型号试块型号
探伤方法探测方向时基线调节
前沿长度mm 实测K值探测面
耦合剂探伤灵敏度灵敏度补偿
探伤比例% 探伤标准合格等级
切槽深度(mm)
反射波幅(dB)
内壁外壁内壁外壁内壁外壁内壁外壁内壁外壁
缺陷记录
缺陷序号始点位置
L1(mm)
终点位置
L2(mm)
缺陷指示长
度I(mm)
离始点周向距
离S(mm)
缺陷波幅
值Amax
评定级别备注
1 2。
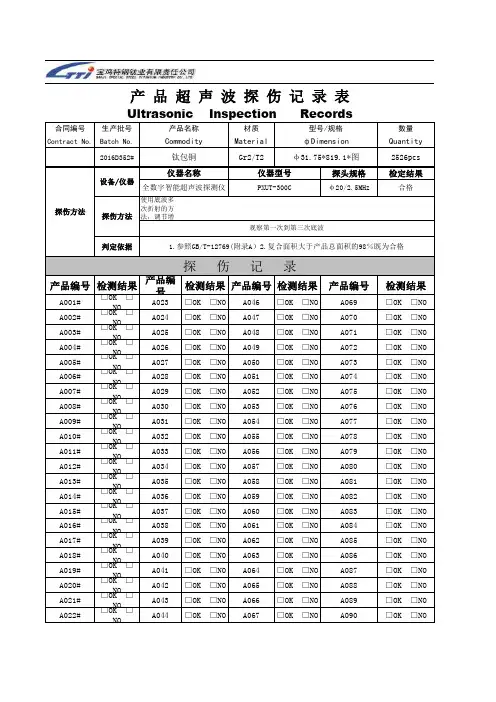
合同编号生产批号材质数量Contract No.Batch No.Material Quantity 2016D352#Gr2/T22526pcs 探头规格检定结果φ20/2.5MHz 合格使用底波多次折射的方法,调节增益使第一底波波形在屏幕垂直标度的80%为起始灵敏度判定依据产品编号检测结果产品编号检测结果产品编号检测结果产品编号检测结果A001#□OK □NO A023□OK □NO A046□OK □NO A069□OK □NO A002#□OK □NO A024□OK □NO A047□OK □NO A070□OK □NO A003#□OK □NO A025□OK □NO A048□OK □NO A071□OK □NO A004#□OK □NO A026□OK □NO A049□OK □NO A072□OK □NO A005#□OK □NO A027□OK □NO A050□OK □NO A073□OK □NO A006#□OK □NO A028□OK □NO A051□OK □NO A074□OK □NO A007#□OK □NO A029□OK □NO A052□OK □NO A075□OK □NO A008#□OK □NO A030□OK □NO A053□OK □NO A076□OK □NO A009#□OK □NO A031□OK □NO A054□OK □NO A077□OK □NO A010#□OK □NO A032□OK □NO A055□OK □NO A078□OK □NO A011#□OK □NO A033□OK □NO A056□OK □NO A079□OK □NO A012#□OK □NO A034□OK □NO A057□OK □NO A080□OK □NO A013#□OK □NO A035□OK □NO A058□OK □NO A081□OK □NO A014#□OK □NO A036□OK □NO A059□OK □NO A082□OK □NO A015#□OK □NO A037□OK □NO A060□OK □NO A083□OK □NO A016#□OK □NO A038□OK □NO A061□OK □NO A084□OK □NO A017#□OK □NO A039□OK □NO A062□OK □NO A085□OK □NO A018#□OK □NO A040□OK □NO A063□OK □NO A086□OK □NO A019#□OK □NO A041□OK □NO A064□OK □NO A087□OK □NO A020#□OK □NO A042□OK □NO A065□OK □NO A088□OK □NO A021#□OK □NO A043□OK □NO A066□OK □NO A089□OK □NO A022#□OK □NO A044□OK □NO A067□OK □NO A090□OK □NOA023#□OK □NO A045□OK □NO A068□OK □NO 产 品 超 声 波 探 伤 记 录 表设备/仪器探 伤 记 录型号/规格φDimension 产品名称仪器名称Ultrasonic Inspection Records1.参照GB/T-12769(附录A)2.复合面积大于产品总面积的98%既为合格探伤方法探伤方法观察第一次到第三次底波全数字智能超声波探测仪Commodity 仪器型号PXUT-300C φ31.75*819.1*图钛包铜。
受控编号:
钢结构无损检测原始记录NO.(检测记录编号)第1 页共页
工程名称:
委托单位(需要时):
施工单位(需要时):
委托编号:
报告编号(需要时):
单位名称
钢结构超声波检测原始记录表(一)
注(根据需要自行增加或删除):
校核:检测:检测时间:
钢结构超声波检测原始记录表(二)
注(根据需要自行增加或删除):
校核:检测:检测时间:
注:缺陷性质是指纵向裂纹、横向裂纹或弧坑裂纹。
校核:检测:检测时间:
注:缺陷性质是指纵向裂纹、横向裂纹或弧坑裂纹。
校核:检测:检测时间:
检测构件(节点/焊缝)编号示意草图。
管道探伤监理旁站记录范本今天下工地考察了钢筋的情况,问题凸显在细节方面,柱梁节点质量过关。
而在钢筋间距和钢筋搭接上存在着一些疏漏,也以监理通知的形式责令施工单位整改。
按照规范要求梁上部纵向钢筋水平方向的净间距钢筋外边缘之间的最小距离不应小于30mm和1.5dd为钢筋的最大直径。
下部纵向钢筋水平方向的净间距不应小于25mm和d。
各层钢筋之间的净间距不应小于25mm和d。
柱中纵向受力钢筋的净间距不应小于50mm。
楼板和墙没有明确规定,但是不宜小于100mm。
在实际操作中,施工单位在梁上部钢筋的间距上没有做好,钢筋工保证立即整改,不影响后续混凝土浇筑工作。
对于钢筋搭接而言,分为绑扎搭接链接和焊接或机械链接两种。
像工地楼板属于,一般用于混凝土内的加强筋网,经纬均匀排列,不用焊接,只须铁丝固定。
工地使用绑扎搭接的地方出现了问题。
因为绑扎搭接链接是指两根钢筋相互有一定的重叠长度,用铁丝绑扎的连接方法,适用于较小直径的钢筋连接。
纵向钢筋的搭接长度是35d,d为搭接的较大直径,而部分梁纵向钢筋正是搭接长度不够,对结构造成不利影响。
针对现场的情况,土建监理与正在施工人员沟通,之后又下达监理通知保证整改落实到位。
对钢筋标号、长度、间距等方面的检查也是工作的一个重心,这些书本上僵硬的数字也成为了实际中活生生的指标和规范,一目了然。
下到负二层进行旁站工作。
现场钢筋绑扎施工单位相关管理人员均在现场管理,现场所用建筑材料均已验收合格。
然后对梁、柱节点钢筋工程隐蔽均情况进行检查,要求施工单位严格执行施工方案以及工程建设强制性标准的有关要求,如钢筋间距不足等未达到标准的地方立即整改。
其实旁站的工作内容还是很丰富的,在施工的各个重要环节都需要监理进行旁站工作。
在基础工程方面包括:土方回填、混凝土灌注桩浇筑,地下连续墙、土钉墙、后浇带及其他结构混凝土、防水混凝土浇筑,卷材防水层细部构造处理,钢结构安装。
在主体结构工程方面包括:梁柱节点钢筋隐蔽过程,混凝土浇筑,预应力张拉,装配式结构安装,钢结构安装,网架结构安装,索膜安装。