无损检测现场记录表
- 格式:pdf
- 大小:44.30 KB
- 文档页数:3

常见的⽆损探伤⽅法⽆损检测⽅法很多据美国国家宇航局调研分析,认为可分为六⼤类约70余种。
但在实际应⽤中⽐较常见的有以下⼏种:常规⽆损检测⽅法有:●超声检测 Ultrasonic Testing(缩写 UT);●射线检测 Radiographic Testing(缩写 RT);●磁粉检测 Magnetic particle Testing(缩写 MT);●渗透检验 Penetrant Testing (缩写 PT);●涡流检测Eddy current Testing(缩写 ET);⾮常规⽆损检测技术有:●声发射Acoustic Emission(缩写 AE);●泄漏检测Leak Testing(缩写 UT);●光全息照相Optical Holography;●红外热成象Infrared Thermography;●微波检测 Microwave TestingX光射线探伤、超声波探伤对内部探伤适⽤,不适⽤表⾯探伤.磁粉探伤主要探表层深度3mm内缺陷.渗透探伤.着⾊探伤主要探⼯件表⾯缺陷(对不锈钢探伤⽐较适⽤).常见的⽆损探伤⽅法常见的⽆损探伤⽅法VT-Visual Testing⽬测RT-Radiographic Testing射线检测UT-Ultrasonic Testing超声检测PT-(Dye) Penetrant Testing渗透检测MT-Magnetic particle Testing磁粉检测ST-Spectrum Testing光谱测试ET-Eddy Current Testing涡流检测HT-Hardness Testing硬度检测-Hydrostatic Testing ⽔压试验MPT-Mechanical performance test机械性能WT-Wall thickness Testing测厚DT-Diameter Testing管径测试MST-Metallographic inspection⾦相检验ORT-Out of roundness testing不圆度检查MMT-磁记忆OT-综合检查FT- Field test 现场检验FN- Field note现场记录⼀、RT-Radiographic Testing射线检测射线照相法(RT)是指⽤X射线或g射线穿透试件,以胶⽚作为记录信息的器材的⽆损检测⽅法,该⽅法是最基本的,应⽤最⼴泛的⼀种⾮破坏性检验⽅法。
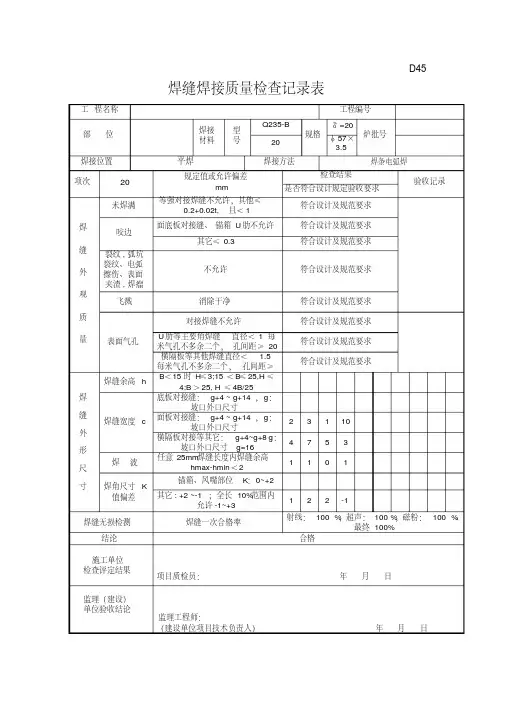
焊缝焊接质量检查记录表工程名称工程编号部位焊接材料型号Q235-B规格δ=20炉批号20φ57×3.5焊接位置平焊焊接方法焊条电弧焊项次20 规定值或允许偏差mm检查结果验收记录是否符合设计规定验收要求焊缝外观质量未焊满等强对接焊缝不允许,其他≤0.2+0.02t,且<1符合设计及规范要求咬边面底板对接缝、锚箱U肋不允许符合设计及规范要求其它≤0.3 符合设计及规范要求裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤不允许符合设计及规范要求飞溅消除干净符合设计及规范要求表面气孔对接焊缝不允许符合设计及规范要求U肋等主要角焊缝直径<1 每米气孔不多余二个,孔间距≥20符合设计及规范要求横隔板等其他焊缝直径< 1.5每米气孔不多余二个,孔间距≥符合设计及规范要求焊缝外形尺寸焊缝余高hB<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25焊缝宽度 c底板对接缝:g+4 ~ g+14,g:坡口外口尺寸面板对接缝:g+4 ~ g+14,g:坡口外口尺寸2 3 1 10横隔板对接等其它:g+4~g+8 g:坡口外口尺寸g=164 75 3 焊波任意25mm焊缝长度内焊缝余高hmax-hmin<21 1 0 1焊角尺寸K值偏差锚箱、风嘴部位K:0~+2其它: +2 ~-1;全长10%范围内允许-1~+31 2 2 -1焊缝无损检测焊缝一次合格率射线: 100 %;超声:100 %;磁粉: 100 %。
最终100%结论合格施工单位检查评定结果项目质检员:年月日监理(建设)单位验收结论监理工程师:(建设单位项目技术负责人)年月日焊缝焊接质量检查记录表工程名称青岛中学周边水系景观及公共配套二期工程工程编号部位滨海花园区廊架焊接材料型号Q235-B规格δ=20炉批号20φ57×3.5焊接位置平焊焊接方法焊条电弧焊项次20 规定值或允许偏差mm检查结果验收记录是否符合设计规定验收要求焊缝外观质量未焊满等强对接焊缝不允许,其他≤0.2+0.02t,且<1符合设计及规范要求咬边面底板对接缝、锚箱U肋不允许符合设计及规范要求其它≤0.3 符合设计及规范要求裂纹,弧坑裂纹、电弧擦伤、表面夹渣,焊瘤不允许符合设计及规范要求飞溅消除干净符合设计及规范要求表面气孔对接焊缝不允许符合设计及规范要求U肋等主要角焊缝直径<1 每米气孔不多余二个,孔间距≥20符合设计及规范要求横隔板等其他焊缝直径< 1.5每米气孔不多余二个,孔间距≥符合设计及规范要求焊缝外形尺寸焊缝余高hB<15时H≤3;15<B≤25,H≤4;B>25, H≤4B/25焊缝宽度 c底板对接缝:g+4 ~ g+14,g:坡口外口尺寸面板对接缝:g+4 ~ g+14,g:坡口外口尺寸4 7 9 5横隔板对接等其它:g+4~g+8 g:坡口外口尺寸g=166 6 47 焊波任意25mm焊缝长度内焊缝余高hmax-hmin<20 1 1 0焊角尺寸K值偏差锚箱、风嘴部位K:0~+2其它: +2 ~-1;全长10%范围内允许-1~+32 1 -1 -1焊缝无损检测焊缝一次合格率射线: 100 %;超声:100 %;磁粉: 100 %。
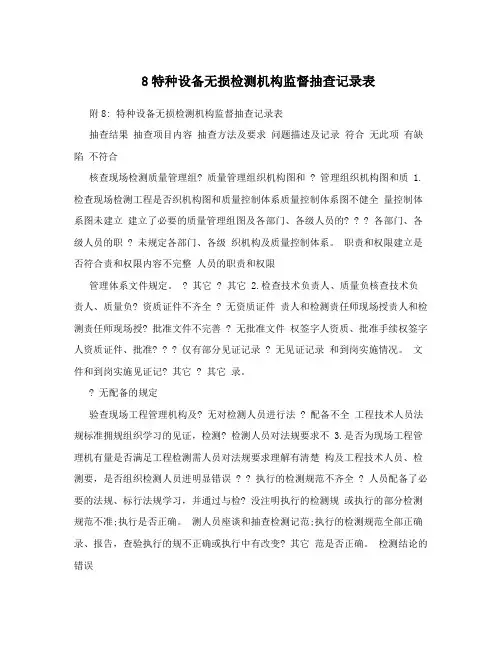
8特种设备无损检测机构监督抽查记录表附8: 特种设备无损检测机构监督抽查记录表抽查结果抽查项目内容抽查方法及要求问题描述及记录符合无此项有缺陷不符合核查现场检测质量管理组? 质量管理组织机构图和 ? 管理组织机构图和质 1.检查现场检测工程是否织机构图和质量控制体系质量控制体系图不健全量控制体系图未建立建立了必要的质量管理组图及各部门、各级人员的? ? ? 各部门、各级人员的职 ? 未规定各部门、各级织机构及质量控制体系。
职责和权限建立是否符合责和权限内容不完整人员的职责和权限管理体系文件规定。
? 其它 ? 其它 2.检查技术负责人、质量负核查技术负责人、质量负? 资质证件不齐全 ? 无资质证件责人和检测责任师现场授责人和检测责任师现场授? 批准文件不完善 ? 无批准文件权签字人资质、批准手续权签字人资质证件、批准? ? ? 仅有部分见证记录 ? 无见证记录和到岗实施情况。
文件和到岗实施见证记? 其它 ? 其它录。
? 无配备的规定验查现场工程管理机构及? 无对检测人员进行法 ? 配备不全工程技术人员法规标准拥规组织学习的见证,检测? 检测人员对法规要求不 3.是否为现场工程管理机有量是否满足工程检测需人员对法规要求理解有清楚构及工程技术人员、检测要,是否组织检测人员进明显错误 ? ? 执行的检测规范不齐全 ? 人员配备了必要的法规、标行法规学习,并通过与检? 没注明执行的检测规或执行的部分检测规范不准;执行是否正确。
测人员座谈和抽查检测记范;执行的检测规范全部正确录、报告,查验执行的规不正确或执行中有改变? 其它范是否正确。
检测结论的错误? 其它? 全部检测人员没有相 ? 部分检测人员无相应的 4.现场从事检测工作的人核查现场检测人员一览应的检测资格或不是全检测资格或不是全职人员员和检测质量控制的人员表、检测记录、报告,查职人员 ? 部分审核审批人员没有是否有相应的检测资格,验检测作业操作人员及其? 全部审核审批人员没相应的检测资格或没有任是否为单位的全职人员;报告的编制、审核、审批? 有相应的检测资格,无任? 命文件检测报告的编制、审核、人员资格证书和劳动合同命文件 ? 报告中的编制审核审批审批程序和人员资格是否文件是否符合要求;其程? 报告中的编制审核审签字不全批全部未签字符合要求。
管道局哈萨克斯坦地区公司EPC项目现场HSE检查表管道局哈萨克斯坦地区公司2012.1施工现场HSE检查表说明HSE检查表是进行现场检查,发现和查明各种危险和隐患、监督各项安全规章制度落实,及时发现并制止违章行为发生的一个有力工具。
哈萨克斯坦地区公司项目施工现场HSE检查表是按照作业类别和施工工序编制的一个施工现场基本内容检查表,在实施过程中可根据检查项目的侧重单独使用。
另外,由于施工环境、条件的变化,为便于发现和查明各种问题和隐患以及操作,属地安全监督员、第三方监督、检查人员可根据当日施工现场实际情况自行增减检查内容。
检查中发现的隐患或异常现象应及时处理解决,可直接记录在该表备注栏。
目录工程设计(现场踏勘)作业HSE检查表工程物资(装卸、运输)作业HSE检查表线路施工(扫线)作业HSE检查表线路施工(管材装卸、运输)作业HSE检查表线路施工(管材堆放、布管)作业HSE检查表线路施工(管口组对、焊接)作业HSE检查表线路施工(无损检测)作业HSE检查表线路施工(防腐补口补伤)作业HSE检查表线路施工(管沟开挖)作业HSE检查表线路施工(管线下沟)作业HSE检查表线路施工(回填、地貌恢复)作业HSE检查表线路施工(通球扫线)作业HSE检查表线路施工(管线试压)作业HSE检查表线路施工(干燥)作业HSE检查表线路施工(投产试运)作业HSE检查表大开挖施工(公路开挖)作业HSE检查表大开挖施工(河流开挖)作业HSE检查表顶管施工(操作坑)作业HSE检查表顶管施工(顶进)作业HSE检查表顶管施工(设备安装与拆除)作业HSE检查表定向钻穿越施工(扫线、施工便道修筑、场地平整)作业HSE检查表定向钻穿越施工(设备进场、钻机组装、调试)作业HSE检查表定向钻穿越施工(泥浆配制)作业HSE检查表定向钻穿越施工(定向钻作业)作业HSE检查表站场施工(工艺安装)作业HSE检查表站场施工(吹扫、试压)作业HSE检查表交通管理HSE现场检查表营地管理HSE检查表工程设计(现场踏勘)作业HSE检查表工程物资(装卸、运输)作业HSE检查表线路施工(扫线)作业HSE检查表编号:线路施工(管口组对、焊接)作业HSE检查表线路施工(无损检测)作业HSE检查表线路施工(防腐补口补伤)作业HSE检查表线路施工(管沟开挖)作业HSE检查表线路施工(管线下沟)作业HSE检查表线路施工(回填、地貌恢复)作业HSE检查表编号:线路施工(干燥)作业HSE检查表线路施工(投产试运)作业HSE检查表编号:顶管施工(操作坑)作业HSE检查表顶管施工(顶进)作业HSE检查表顶管施工(设备安装与拆除)作业HSE检查表定向钻穿越施工(扫线、施工便道修筑、场地平整)作业HSE检查表定向钻穿越施工(设备进场、钻机组装、调试)作业HSE检查表定向钻穿越施工(泥浆配制)作业HSE检查表定向钻穿越施工(定向钻作业)作业HSE检查表站场施工(工艺安装)作业HSE检查表站场施工(喷砂除锈、防腐保温)作业HSE检查表站场施工(吹扫、试压)作业HSE检查表交通管理HSE现场检查表营地管理HSE检查表。
施工现场质量管理检查记录表A.1施工现场质量管理检查记录开工日期:2009年5月18日注:“施工技术标准施工的其他行为”主要指:(1)未建立或认真执行班组自检、互检、交接检制度的;(2)按标准规定应当进行检查而未进行检查或检查不合格按合格使用的;(3)未及时进行分项工程评定、检验评定不真实的,质量保证资料整理不及时、真实、完整的;检验批质量验收记录由施工单位项目专业质量检查员填写,监理工程师(建设单位项目代表)组织施工单位项目专业质量检查员等进行验收,并按表B.1记录和做出验收结论。
在表B.1中,一般项目中的定量检查项目,其“检查评定记录”应填写实测值,定性检查项目采取“J”、“X”的记录方式,其中“J”代表合格点(处、件),“X”代表不合格点(处、件)。
表B.1立式储罐基础沥青砂垫层工程检验批质量验收记录(SY4202-2007)表2.6分项工程质量验收记录由施工单位专业质量检查员填写,总监理工程师代表(建设单位代表)组织施工单位项目专业技术、质量检查员等进行验收,按表C.1做出验收结论。
表C.1立式储罐基础沥青砂垫层分项工程质量验收记录分部(子分部)工程质量验收记录分部(子分部)工程质量验收记录由施工单位专业质量检查员按表D.1填写,总监理工程师(建设单位项目技术负责人)组织施工单位项目技术负责人和有关单位项目负责人等进行检查验收,对影响结构安全的分部(子分部)工程验收,勘察、设计单位必须参加;其他分部(子分部)工程验收,勘察、设计单位可不参加。
表D.1设备基础分部(子分部)工程质量验收记录单位(子单位)工程质量控制资料核查记录单位(子单位)工程质量控制资料核查记录由施工单位项目技术负责人按表G.1填写,总监理工程师(建设单位项目技术负责人)组织有关专业监理工程师(专业技术人员)按照各专业施工质量验收规范的规定进行单位(子单位)工程质量控制资料核查,并做出核查意见。
工程质量监督机构对单位(子单位)工程质量控制资料进行抽查。
无损混凝土检测技术实验报告班级:组号:姓名:指导教师:2015年6月3日目录实验一、混凝土配制实验 (1)实验二、回弹法检测混凝土的强度 (2)实验三、超声法检测混凝土强度 (5)实验四、综合法检测混凝土的强度 (8)五、实验总结与分析 (10)参考文献 (11)学生实验守则1.实验前必须预习有关实验指导书,了解实验内容、目的和方法,并写出预习报告。
否则,不得进行实验;2.学生进入实验室,不得大声喧哗、打闹,应严格遵守实验室各项制度;3.实验室内各种仪器设备未经有关人员同意,不得任意动用;4.使用仪器设备应严格遵守操作规程,发现异常现象立即停止使用,并及时向指导教师报告。
因违反操作规程(或未经允许使用)而造成设备损坏,按学校规定处理;5.实验时应严肃认真,亲自动手,并及时记录和整理实验数据。
实验结束,应将实验结果交指导教师审阅;6.实验完毕,应将仪器设备擦洗、整理,清扫地面,经指导教师同意后,方可离开;7.实验报告应及时完成,不得转抄他人结果,并按指定时间交给指导教师批阅。
实验一、混凝土配制实验实验条件:湿度51 %,温度25 ℃实验时间:2015 年 4 月 2 日1.实验目的: 制作强度为C45混凝土试块,为之后的强度检测实验做准备2.实验仪器: 搅拌机,磅秤,天平,台秤,拌板,拌铲,盛器等3.实验原材料:1.配制25 L混凝土材料用量:水泥kg 砂kg 卵石kg水kg 外加剂g ( %)水泥标号:;石料最大粒径30㎜;砂表观密度2600㎏/ m³;石子表观密度2630㎏/m³;2.普通混凝土配合比:水泥:砂:卵石:水=397:544:1270:1703.砂率:30%4.水胶比:W/B=aa׃b/(ƒcu,0+aa×ab׃b)=4.试验方法:1.根据计算所得的配合比配置25L混凝土并拌合2.将配制好的混凝土装模,在振动台上振实成型3.将成型后试件编号并静置,一天后进行拆模将混凝土试块放入标准养护室中养护28d实验二、回弹法检测混凝土的强度实验条件:湿度45 %,温度℃实验时间:2015 年 4 月30日1.实验目的: 利用回弹仪检测混凝土强度2.实验仪器: ZC-3-A型回弹仪、压力机3.实验原理:回弹法是用一弹簧驱动的重锤,通过弹击杆(传力杆),弹击混凝土表面,并测出重锤被反弹回来的距离,以回弹值(反弹距离与弹簧初始长度之比)作为与强度相关的指标,来推定混凝土强度的一种方法。
受控编号:
钢结构无损检测原始记录NO.(检测记录编号)第1 页共页
工程名称:
委托单位(需要时):
施工单位(需要时):
委托编号:
报告编号(需要时):
单位名称
钢结构超声波检测原始记录表(一)
注(根据需要自行增加或删除):
校核:检测:检测时间:
钢结构超声波检测原始记录表(二)
注(根据需要自行增加或删除):
校核:检测:检测时间:
注:缺陷性质是指纵向裂纹、横向裂纹或弧坑裂纹。
校核:检测:检测时间:
注:缺陷性质是指纵向裂纹、横向裂纹或弧坑裂纹。
校核:检测:检测时间:
检测构件(节点/焊缝)编号示意草图。
---------------------------------------------------------------最新资料推荐------------------------------------------------------ 特种设备无损检测机构监督抽查记录表(精品)附 8:特种设备无损检测机构监督抽查记录表抽查项目内容抽查方法及要求抽查结果有缺陷问题描述及记录符合无此项不符合 1.检查现场检测工程是否建立了必要的质量管理组织机构及质量控制体系。
核查现场检测质量管理组织机构图和质量控制体系图及各部门、各级人员的职责和权限建立是否符合管理体系文件规定。
核查技术负责人、质量负责人和检测责任师现场授权签字人资质证件、批准文件和到岗实施见证记录。
□ □ □ 质量管理组织机构图和质量控制体系图不健全□ 各部门、各级人员的职责和权限内容不完整□ 其它□ 管理组织机构图和质量控制体系图未建立□ 未规定各部门、各级人员的职责和权限□ 其它 2.检查技术负责人、质量负责人和检测责任师现场授权签字人资质、批准手续和到岗实施情况。
□ □ □ 资质证件不齐全□ 批准文件不完善□ 仅有部分见证记录□ 其它□ 无资质证件□ 无批准文件□ 无见证记录□ 其它 3.是否为现场工程管理机构及工程技术人员、检测人员配备了必要的法规、标准;执行是否正确。
验查现场工程管理机构及工程技术人员法规标准拥有量是否满足工程检测需要,是否组织检测人员进行法规学习,并通过与检1 / 8测人员座谈和抽查检测记录、报告,查验执行的规范是否正确。
□ □ □ 配备不全□ 检测人员对法规要求不清楚□ 执行的检测规范不齐全或执行的部分检测规范不正确□ 其它□ 无配备的规定□ 无对检测人员进行法规组织学习的见证,检测人员对法规要求理解有明显错误□ 没注明执行的检测规范;执行的检测规范全部不正确或执行中有改变检测结论的错误□ 其它抽查项目内容抽查方法及要求抽查结果有缺陷问题描述及记录符合无此项不符合 4. 现场从事检测工作的人员和检测质量控制的人员是否有相应的检测资格,是否为单位的全职人员;检测报告的编制、审核、审批程序和人员资格是否符合要求。
焊接检验质量验收记录表一、引言焊接检验是确保焊接结构安全性和质量的关键过程。
通过对焊接接头的物理、化学和机械性能进行全面评估,可以有效地保证焊接工程的质量。
本文将详细介绍焊接检验质量验收记录表及其重要性。
二、焊接检验质量验收记录表概述焊接检验质量验收记录表是一份详细记录焊接接头质量信息的文件。
该记录表包含了焊接接头的各项质量指标,如焊缝外观、尺寸、硬度、金相组织、无损检测等。
通过对这些数据的分析,可以判断焊接接头是否符合设计要求,从而确保焊接工程的质量。
三、焊接检验质量验收记录表的内容1、焊缝外观检查:记录焊缝的表面质量,如咬边、焊瘤、飞溅等缺陷。
2、焊缝尺寸测量:测量焊缝的宽度、高度、间隙等尺寸,判断是否符合设计要求。
3、硬度检测:通过硬度计测量焊缝和母材的硬度,判断是否符合技术标准。
4、金相组织分析:通过金相显微镜观察焊缝的金相组织,判断其结晶质量和显微组织。
5、无损检测:采用超声波、射线等方法对焊缝进行无损检测,判断内部是否存在缺陷。
四、焊接检验质量验收记录表的重要性1、保证焊接工程质量:通过焊接检验质量验收记录表,可以全面了解焊接接头的各项质量指标,从而保证焊接工程的质量。
2、指导焊接施工:通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
3、确保安全:焊接检验质量验收记录表是工程验收的重要依据,也是保证焊接结构安全的重要手段。
4、为未来工作提供参考:焊接检验质量验收记录表可以为以后的焊接工程提供参考,避免出现类似的问题。
五、结论焊接检验质量验收记录表是保证焊接工程质量的重要工具。
通过详细记录和评估焊接接头的各项质量指标,可以有效地保证焊接结构的安全性和稳定性。
通过对焊接检验结果的分析,可以指导施工单位调整焊接工艺,提高焊接质量。
因此,我们应该充分重视焊接检验质量验收记录表的重要性,并将其作为焊接工程质量控制的重要组成部分。
检验批质量验收记录表一、引言在建筑工程中,质量验收是决定工程最终质量的关键环节。
前言《石化建设项目工程质量检查程序(试行)》自2005年9月5日发布以来已运行4年,2006年我们为推动其规范执行,编制了与其配套的《石化工程质量检查大纲》。
上述文件的发布执行对规范中国石化总部组织的综合性工程质量检查或专项工程质量检查活动发挥了极大的作用。
近年来,随着国家有关工程建设质量管理法律法规的不断完善,国家和石化行业工程建设的相关标准规范有了较大程度的更新。
为了适应当前工程建设形势的需要,进一步提高工程质量检查工作的效率和水平,从而更好地为石化工程建设保驾护航,石油化工工程质量监督总站(以下简称总站)组织有关分站对《石化建设项目工程质量检查程序(试行)》和《石化工程质量检查大纲》进行了修订。
在向分站广泛征求修改意见的基础上,总站组织有关分站专业人员召开研讨会进行整合修改,形成现在的《石化建设项目工程质量检查程序(2010版)》(以下简称《检查程序》)及《石化工程质量检查大纲(2010版)》(以下简称《检查大纲》),供工程质量监督人员内部使用。
为使广大监督人员在参加工程质量检查活动时便于携带,我们仍按专业划分为以下八册:第一册《检查程序》、综合管理行为;第二册土建工程;第三册动设备安装工程;第四册静设备安装工程;第五册电气、仪表及弱电工程;第六册工艺管道、焊接、无损检测工程;第七册长输管线;第八册防腐、绝热、工业筑炉、设备衬里工程.由于修改时间较短,许多环节没能进一步推敲,难免存在疏漏之处。
诚恳地希望广大监督人员在使用《检查大纲》的实际操作过程中,提出改进意见,以便我们不断修订完善。
对《检查程序》和《检查大纲》的改进意见和在使用过程中需要探讨的其他问题、事项,可用信函、传真、电子邮件方式与我们联系。
联系地址:北京市朝阳区朝阳门北大街22号1431室邮编:100029电话:010-59968396传真:010-59760326电子邮箱:lijianguo@sinopec。
com联系人:李建国编者2010年1月20日目录《石化工程质量检查项目表(2010版)》总说明 (1)石油化工建设项目工程质量检查程序(2010版) (4)《综合管理行为检查项目表》应用说明 (18)《综合管理行为检查项目表》修订说明 (22)综合管理行为检查项目表 (24)1.建设单位 (24)2.勘察、设计单位 (29)3.施工单位 (32)4.监理单位 (37)5.检测单位 (46)6.总承包单位 (48)编后记 (59)《石化工程质量检查项目表(2010版)》总说明一、《石化工程质量检查项目表(2010版)》(以下简称《检查项目表》)编制构架1.总体上按“质量行为"和“工程实体质量"的检查内容加以划分,质量行为又按“综合管理行为”和“专业管理行为”加以划分。
附录 A(规范性附录)桥梁预应力孔道压浆密实度无损检测流程图桥梁预应力孔道压浆密实度无损检测流程如图A.1所示:图A.1 桥梁预应力孔道压浆密实度无损检测流程图附录 B(资料性附录)桥梁预应力孔道压浆密实度无损检测现场记录表桥梁预应力孔道压浆密实度无损检测现场记录表如表B.1所示:表B.1 桥梁预应力孔道压浆密实度无损检测现场记录表检测:记录:附录 C(资料性附录)冲击回波法C.1 检测仪器与设备C.1.1 冲击回波法检测可采用单点式或扫描式冲击回波仪,整个检测系统包括信号采集及处理仪、信号放大器、传感器、激振设备、连接电缆和接头及其它专用附件。
C.1.2 信号采集及处理仪应符合下列规定:a)采集仪宜配有不少于2通道的模/数转换器,转换精度不低于16位;b)采集间隔应不大于2μs,可调;c)单通道采样点数应不小于8192点,可调;d)应符合GJB 1805的规定;e)采集及分析软件应可实时显示每次冲击时传感器输出的时间域波形,包括相对应的时间和电压的读数,且具有时间域窗口选择、数字滤波、时域分析、频率幅值谱(FFT)分析功能,宜具有三维图形等分析功能。
C.1.3 信号放大器应符合下列规定:a)宜选用电荷放大器,可调,线性度较好;b)放大器应具有滤波功能;c)放大器的频响范围应宽于传感器的频响范围;d)放大器应符合JJG 338 的规定。
C.1.4 传感器应符合下列规定:a)传感器应为能测量表面振动的高性能宽频带接收传感器,可为位移传感器或加速度传感器,工作频率带宽宜为800Hz~100kHz;b)传感器应符合JB/T 6822的规定;c)传感器应可通过强力磁座与两端外露的预应力钢束相耦合,或可通过手持方法与混凝土构件表面相耦合。
C.1.5 激振设备可采用钢球型冲击器或电磁激振的圆柱型冲击器,且应符合下列规定:a)定性检测时,优先采用电磁激振的圆柱型冲击器,其次采用钢球型冲击器配备激振锥进行激振检测;b)定位检测时,应根据被测构件厚度按表C.1规定选择钢球型冲击器进行激振检测。
无损检测相关表格编号命名规则1. 一级编码:无损检测表格编号开头为:JNGB2100-2. 二级编码:检测类别以相应检测方法英文大写开头字母:超声检测:JNGB2100-UT-射线检测:JNGB2100-RT-渗透检测:JNGB2100-PT-目视检测:JNGB2100-VT-3. 三级编码:以相应表格内容的中文开头字母为三级编码,如:工艺卡——G,报告——B,记录——J,同类型的在其后加上流水号,编写如下:超声检测工艺卡:JNGB2100-UT-G-超声检测报告:JNGB2100-UT-B-焊缝射线检测工艺卡:JNGB2100-RT-G-焊缝射线检测报告:JNGB2100-RT-B-焊缝射线检测底片评定报告:JNGB2100-RT-P-焊缝返修通知单:JNGB2100-RT-FX-渗透检测工艺卡:JNGB2100-PT-G-渗透检测报告:JNGB2100-PT-B-目视检测记录表:JNGB2100-VT-J-目视检测报告:JNGB2100-VT-B-仪器水平线性记录表:JNGB2100-SP-J-仪器垂直线性记录表:JNGB2100-CZ-J-水浸超声检测报告:JNGB2100-SJ-B-水浸超声检测记录表:JNGB2100-SJ-J-4. 四级编码:FEEDER项目中被检工件的工艺卡、报告、记录表以其对应的图号的最后4作为四级编码。
如:超声检测工艺卡:JNGB2100-UT-G-TF_1_4_006M其他非产品的检测记录表的四级编码编写规则如下:XX(年份)-XX(月份)-流水号其他项目的四级编码以其图纸号能辨别的唯一代号另行编制。
焊缝外部质量检验I主控项目1.现场设备焊缝的检查等级,应按100%无损检测、局部无损检测、不要求进行无损检测的要求,划分为I、n、In三个等级。
现场设备焊缝的外观质量应符合本规范表8.1.1-1,表8.1.1-2的规定。
检查数量:全部检查。
检查方法:观察检查、采用焊缝检查尺测量和检查焊接记录。
注:1当咬边经磨削修整并平滑过渡时,可按焊缝一侧较薄母材最小允许厚度值评定。
2角焊缝焊脚不对称在特定条件下要求平缓过渡时,不受本规定限制。
3除注明角焊缝缺陷外,其余均为对接、角接焊缝通用。
4表中T为母材厚度;t为设计焊缝厚度。
5表中公式的常量单位为mm02、管道焊缝的检查等级,应按现行国家标准《工业金属管道工程施工质量验收规范》GB50184的规定划分为I、n、m、IV、V五个等级。
管道焊缝的外观质量应符合本规范表8.1.2-1、表8.1.2-2的规定。
检查数量:全部检查。
检查方法:观察检查、采用焊缝检查尺测量和检查焊接记录。
表8.1.2-1管道焊舞外观质量注:对于铝及铝合金的根部凸出,当母材厚度小于或等于2mm时,根部凸出应小于或等于1∙5mm;当母材厚度为2mm~6mm时,根部凸出应小于或等于2.5mm o3、钛及钛合金、措及错合金的焊缝表面应在焊后清理前进行色泽检查。
钛及钛合金焊缝的色泽检查结果应符合表8.1.3的规定。
错及错合金的焊缝表面应为银白色,当出现淡黄色时应予以清除。
检查数量:全部检查。
检查方法:观察检查和检查焊接检查记录。
注:区别低温氧化和高温氧化的方法宜采用酸洗法,经酸洗能除去紫色、蓝色者为低温氧化,除不掉者为高温氧化。
11一般项目4、焊缝外观应成形良好,不应有电弧擦伤;焊道与焊道、焊道与母材之间应平滑过渡;焊渣和飞溅物应清除干净。
检查数量:全部检查。
检查方法:观察检查。
5、管道5⅛1妾焊缝处的角变形(图8.1.5)应符合下列规定:1)当管子公称尺寸小于100mm时,允许偏差为2mm;2)当管子公称尺寸大于或等于100mm时,允许偏差为3mm o图8.1.5管道焊接接头的角变形1.钢板尺;a・角变形(平直度)偏差检查数量:全部检查。
无损检测(x射线)现场记录 第 页/共 页 委托单位: 检验时间: 年 月 日
项目名称: 检验员:
序号 工件规格 焊口编号 焊工编号 底片规格 底片编号 透照时间
1 mm Min
2 mm Min
3 mm Min
4 mm Min
5 mm Min
6 mm Min
7 mm Min
8 mm Min
9 mm Min
10 mm Min
无损检测(UT)现场记录 第 页/共 页 委托单位: 检验时间: 年 月 日
项目名称: 检验员:
序号 工件规格 焊口编号 焊工编号 检验长度 探头规格 检验结果
1 mm
2 mm
3 mm
4 mm
5 mm
6 mm
7 mm
8 mm
9 mm
10 mm
无损检测(MT、PT)现场记录 第 页/共 页 委托单位: 检验时间: 年 月 日
项目名称: 检验员:
序号 工件规格 焊口编号 焊工编号 检验长度 检验结果
1 mm
2 mm
3 mm
4 mm
5 mm
6 mm
7 mm
8 mm
9 mm
10 mm。