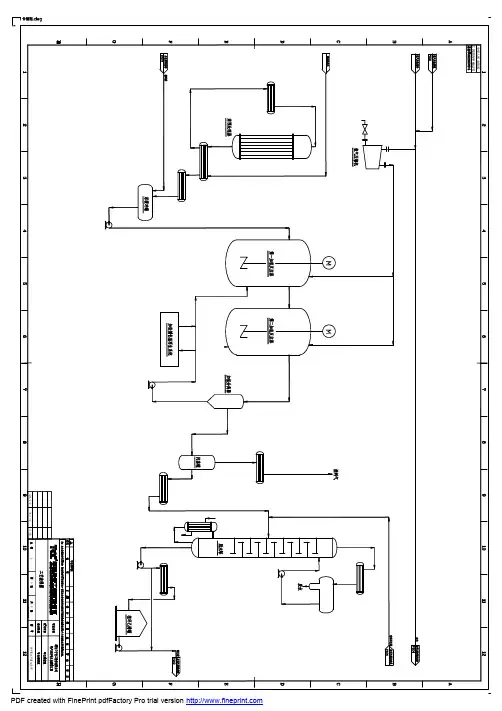
1工艺原则流程图
- 格式:pdf
- 大小:66.71 KB
- 文档页数:1
食品工厂工艺设计图纸绘制要求一、统一要求1、绘图工作量:不少于两张图纸。
带控制点的工艺流程图至少1张;车间工艺布置图至少1张。
2、图纸幅面及格式:根据内容多少及复杂程度选定图纸幅面。
工艺流程图一般采用A1图幅,特别简单的可以采用A2图幅,需要加长时,按照GBT14689-2008执行。
车间工艺布置图一般采用A1图幅。
图纸幅面尺寸、图框位置及尺寸、标题栏方位的要求见GBT14689-2008;图纸上中文字体要求及数字、字母写法见GBT14691-1993。
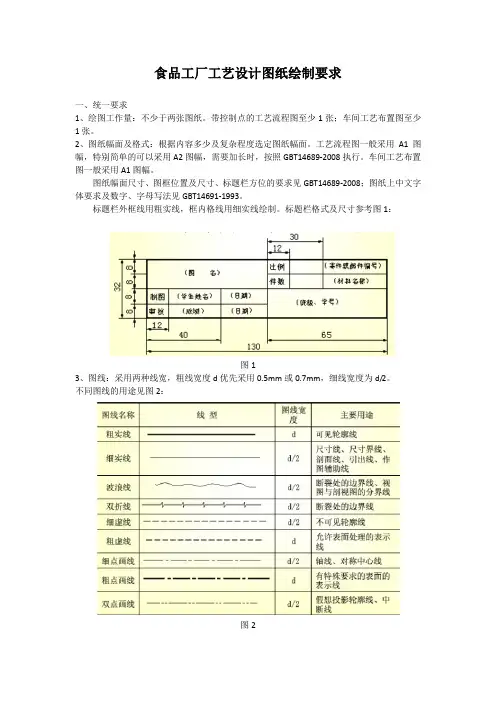
标题栏外框线用粗实线,框内格线用细实线绘制。
标题栏格式及尺寸参考图1:图13、图线:采用两种线宽,粗线宽度d优先采用0.5mm或0.7mm,细线宽度为d/2。
不同图线的用途见图2:图2图线中的线素长度见图3:图3二、带控制点工艺流程图的绘制1、工艺流程图内容:(1)设备示意图;(2)工艺管道及介质流向;(3)阀门仪表等控制点(4)设备位号标注2、工艺流程图绘制总原则顺、真、美、准、简:顺——图纸上设备应根据生产工艺顺序的先后从左到右依次绘制,图纸长度不够时可按照标准加长;真——图上设备之间的上下位置及设备高度要反映真实情况。
设备大小可不按比例画,但应尽量有相对大小的概念,有位差要求的设备,应表示其相对高度位置;美——设备尺寸大小基本反映比例关系准——阀门仪表位置能准确反应控制点简——作用相同的多台并联设备一般只表示其中的一台(或一组),而不必将全部设备同时画出,但在设备位号标注时应体现出来。
3、工艺流程图中设备的画法(1)设备示意图绘制的注意事项(a)所有的设备应根据流程顺序从左至右用细实线画出,设备图形按规定画法绘制,没有规定画法的设备,可画出其简略外形;(b)对工艺有特殊要求的设备,其内部构件应予表示。
例如板式塔应画出有物料进出的塔板位置及自下往上数的塔板总数;容器应画出内部挡板及破沫网的位置;反应器应画出器内床层数;填料塔应表示填料层、气液分布器、集油箱等的数量及位置;(c)设备机器上全部管口均应画出,管口一般用单细实线表示;(d)对于需要隔热的设备需在相应部位画出一段隔热层图例;(e)地下或半地下设备要表示出一段相关地面;(f)设备底座不表示;(g)设备位置高低要基本与实际相符,有位差要求的应标注限位尺寸。
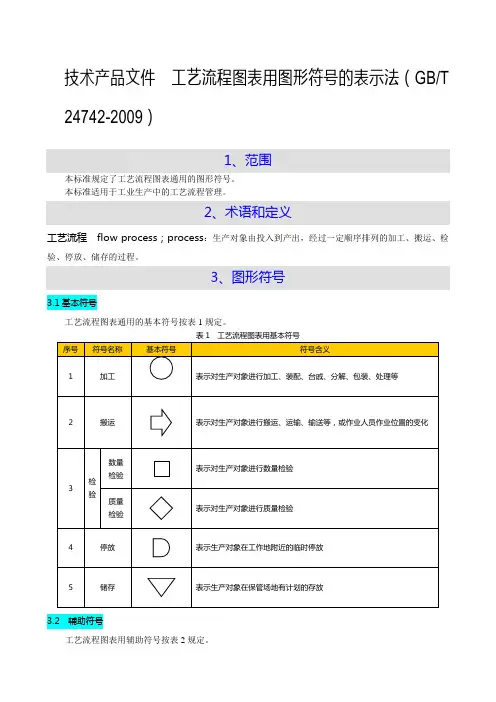
技术产品文件工艺流程图表用图形符号的表示法(GB/T 24742-2009)
1、范围
本标准规定了工艺流程图表通用的图形符号。
本标准适用于工业生产中的工艺流程管理。
2、术语和定义
工艺流程flow process;process:生产对象由投入到产出,经过一定顺序排列的加工、搬运、检验、停放、储存的过程。
3、图形符号
3.1基本符号
工艺流程图表通用的基本符号按表1规定。
表1 工艺流程图表用基本符号
3.2 辅助符号
工艺流程图表用辅助符号按表2规定。
表2 工艺流程图表用辅助符号
3.3 复合符号
工艺流程图表用复合符号按表3规定。
表3 工艺流程图表用复合符号
3.4在执行本标准规定的基础上,各单位可根据需要适当增加有关专用符号。
4、应用
4.1 工艺流程图表用图形符号的尺寸比例
1)基本符号的绘制尺寸比例见图1。
注:图中a=1.4h,h为字体高度。
图1 绘制基本符号的尺寸比例
2)复合符号的绘制
外图形符号按图l规定的尺寸比例绘制,内图形符号按比例相应缩小并与外图形符号内接。
基本要求主要是图纸、比例、字体和图线的选用。
1图样幅画:又称图纸幅画,在计算机进行绘图时,应该配置相应的图样幅画、标题栏、代号栏、附加栏等内容,装配图或安装图上一般应配备明细表内容,工艺流程图上应配备图例等内容。
GB/T 14689-93《技术制图图样幅画格式》中已对图样幅画与格式做了详细的规定。
在用计算机绘图时,根据实际需要,图样幅画还可以设置以下内容:(1)方向符号:用来确定CAD图样的视图方向。
(2)剪切符号:用于对CAD图样的裁剪定位。
(3)米制参考分度:用于对图样比例尺寸提供参考。
(4)对中符号:用于对CAD图样的方位起到对中作用。
对于复杂的CAD装配图在标准中一般要求设置图符分区,图符分区主要用于对图纸存放的图形、尺寸、结构、说明等内容起到查找、定位方便的作用。
同时规定在CAD绘图中对图纸有加长加宽要求时,应按基本幅面的短边(B)成整数倍增加。
电热管CAD制图标准基本要求主要是图纸、比例、字体和图线的选用。
1、图样幅画:又称图纸幅画,在计算机进行绘图时,应该配置相应的图样幅画、标题栏、代号栏、附加栏等内容,装配图或安装图上一般应配备明细表内容,工艺流程图上应配备图例等内容。
GB/T 14689-93《技术制图图样幅画格式》中已对图样幅画与格式做了详细的规定。
在用计算机绘图时,根据实际需要,图样幅画还可以设置以下内容:(1)方向符号:用来确定CAD图样的视图方向。
(2)剪切符号:用于对CAD图样的裁剪定位。
(3)米制参考分度:用于对图样比例尺寸提供参考。
(4)对中符号:用于对CAD图样的方位起到对中作用。
对于复杂的CAD装配图在标准中一般要求设置图符分区,图符分区主要用于对图纸存放的图形、尺寸、结构、说明等内容起到查找、定位方便的作用。
同时规定在CAD 绘图中对图纸有加长加宽要求时,应按基本幅面的短边(B)成整数倍增加。
2、比例:CAD图样中所采用的比例应该符合国家标准GB/T 14609-93《技术制图比例》的有关规定,具体见表2-2.必要时候也可以选择表2-3中的比例。
MTBE丁烯-1装置工艺技术规程目录1 装置简要阐明错误!未定义书签。
1.1 概况错误!未定义书签。
1.2 术语、符号、代号错误!未定义书签。
1.3 主要工艺技术特点错误!未定义书签。
1.4 主要设计指标错误!未定义书签。
2 工艺过程简述及工艺原则流程图错误!未定义书签。
2.1 MTBE单元工艺描述错误!未定义书签。
2.2 丁烯-1单元工艺描述错误!未定义书签。
3 主要工艺指标(以现行工艺卡片为准) 错误!未定义书签。
4 主要动力指标错误!未定义书签。
4.1 公用工程设计消耗一览表错误!未定义书签。
4.2 公用工程介质规格错误!未定义书签。
5 产品、中间产品错误!未定义书签。
5.1 MTBE产品性质错误!未定义书签。
5.2 丁烯-1产品性质错误!未定义书签。
5.3 产品、中间产品设计构成及指标错误!未定义书签。
5.4 副产品错误!未定义书签。
6 主要原料及化工原材料质量指标错误!未定义书签。
6.1 主要原料错误!未定义书签。
6.2 化工原材料错误!未定义书签。
7 装置开、停工方案错误!未定义书签。
7.1 装置动工方案错误!未定义书签。
7.2 装置停工方案错误!未定义书签。
8 事故处理错误!未定义书签。
8.1 事故处理旳原则错误!未定义书签。
8.2 紧急停工错误!未定义书签。
8.3 事故处理错误!未定义书签。
9 仪表控制方案及主要仪表性能错误!未定义书签。
9.1 仪表控制方案错误!未定义书签。
9.2 装置联锁错误!未定义书签。
9.3 控制阀一览表错误!未定义书签。
10 主要设备一览表及主要设计参数错误!未定义书签。
10.1 塔器类错误!未定义书签。
10.2 反应器类错误!未定义书签。
10.3 容器类错误!未定义书签。
10.4 换热设备类错误!未定义书签。
10.5 泵类错误!未定义书签。
10.6 其他设备类错误!未定义书签。
1 装置简要阐明1.1 概况中国石化股份有限企业武汉分企业8/3万吨/年MTBE/丁烯-1装置是80万吨/年乙烯及其配套工程中旳一部分, 本装置采用来自乙烯裂解装置旳裂解液化气经丁二烯抽提后作为原料, 生产MTBE和丁烯-1产品。

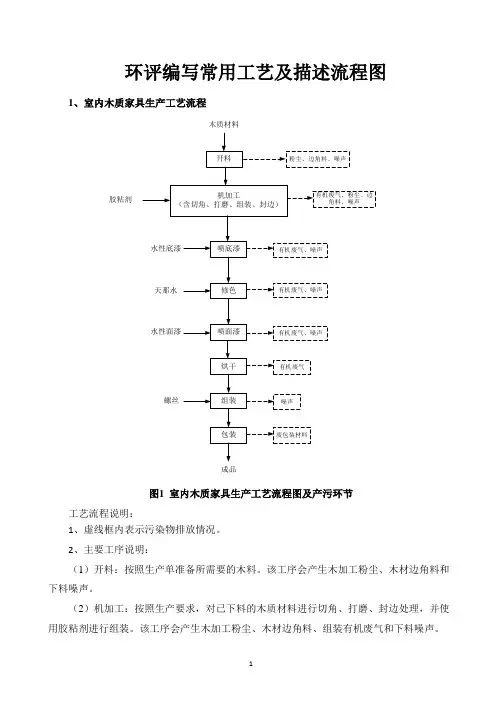
环评编写常用工艺及描述流程图1、室内木质家具生产工艺流程成品木质材料胶粘剂图1 室内木质家具生产工艺流程图及产污环节工艺流程说明:1、虚线框内表示污染物排放情况。
2、主要工序说明:(1)开料:按照生产单准备所需要的木料。
该工序会产生木加工粉尘、木材边角料和下料噪声。
(2)机加工:按照生产要求,对已下料的木质材料进行切角、打磨、封边处理,并使用胶粘剂进行组装。
该工序会产生木加工粉尘、木材边角料、组装有机废气和下料噪声。
(3)喷底漆:经前面处理好的半成品进行水性底漆操作,喷漆后在烘干房内烘干。
此工序会产生有机废气和机器噪声。
(4)修色:喷底漆工序有不良品的,使用天那水将底漆洗掉后重新喷漆,该工序会产生有机废气和噪声。
(5)喷面漆:喷好底漆,再用喷枪在木器工件表面喷上一层的面漆,使产品表面更加美观,每条喷漆线均设水帘柜。
此工序会产生有机废气、喷漆噪声和水帘柜浓水。
(6)组装:将组件用螺丝钉组装成成品;此工序会产生噪声。
(7)烘干:喷好漆的木质材料家具在烘干房中烘干,此工序会产生有机废气。
(7)包装:将烘干后的成品家具进行包装,此工序会产生废包装材料。
2、塑胶制品及配件生产工艺流程产品图2 塑胶制品及配件生产工艺流程图及产污环节工艺流程说明:1、虚线框内表示污染物排放情况。
2、主要工序说明:(1)烘干:项目先将外购的塑胶粒原料进行烘干去湿,采用电动空压机对原料进行烘干去湿,使用电能。
(2)注塑:项目配料使用塑胶粒和色粉,其中色粉占0.01%,其余为塑胶粒,使用混料机混合均匀后进行注塑。
注塑机采用电加热,并通过温控装置控制加热温度为140~190℃,该温度不会超过塑料原料热分解温度,注塑件经设备内部循环冷却水间接冷却成型。
(3)装配:将注塑成型的塑胶配件使用胶粘剂进行粘贴成产品,此工序会产生有机废气。
(4)包装:将产品使用包装材料进行包装,此工序会产生废包装材料。
3、五金冲压制品及配件生产工艺流程来料产品图3 五金冲压制品及配件生产工艺流程图及产污环节工艺流程说明:1、虚线框内表示污染物排放情况。
生产流程图和工艺流程图的区别在工业生产领域中,生产流程图和工艺流程图是两种常见的图示工具,用来表示产品的生产过程和工艺流程。
尽管它们都是用来描述生产流程的,但两者之间存在一些明显的区别。
生产流程图生产流程图是一种用来描述产品制造过程的图表,通常在生产线的设计和布局方面起到指导作用。
生产流程图着重于展示产品从原材料到最终成品的转化过程,以及每个步骤之间的关联和依赖关系。
在生产流程图中,通常包括原材料采购、加工生产、装配、检验和包装等环节,而且更侧重于展示各个制造环节之间的流程关系,以便优化生产效率和降低成本。
工艺流程图工艺流程图则是一种用来说明生产过程中所使用的具体工艺和方法的图示工具。
与生产流程图不同的是,工艺流程图更加细致地描绘了每个生产环节中所需的原材料、工具、设备和操作指导,以及生产过程中可能存在的质量控制点和注意事项。
通过工艺流程图,生产人员可以清晰地了解到每个生产步骤的具体要求和执行方式,以确保产品质量和生产效率。
区别总结综上所述,生产流程图更注重于整体生产过程的概览和流程优化,强调不同制造环节之间的协调配合;而工艺流程图更侧重于详细的工艺指导和执行方式,着重于确保每个生产环节的细致操作和产品质量控制。
生产流程图通常用于规划和优化生产线,而工艺流程图则更多地用于指导具体的生产操作和工艺控制。
因此,无论是生产流程图还是工艺流程图,在实际生产中都扮演着重要的角色,相互配合起到促进生产效率和产品质量的作用。
通过细致地规划和执行生产流程和工艺流程,企业可以更好地满足市场需求、提高竞争力,并实现持续的创新和发展。
以上是有关生产流程图和工艺流程图的区别及其在生产中的作用的简要介绍,希望对读者有所帮助。
MTBE丁烯1装置工艺技术规程1 装置简要说明 (1)1.1 概况 (1)1.2 术语、符号、代号 (2)1.3 要紧工艺技术特点 (4)1.4 要紧设计指标 (6)2 工艺过程简述及工艺原则流程图 (8)2.1 MTBE单元工艺描述 (8)2.2 丁烯-1单元工艺描述 (12)3 要紧工艺指标(以现行工艺卡片为准) (14)4 要紧动力指标 (15)4.1 公用工程设计消耗一览表 (15)4.2 公用工程介质规格 (15)5 产品、中间产品 (18)5.1 MTBE产品性质 (18)5.2 丁烯-1产品性质 (18)5.3 产品、中间产品设计构成及指标 (19)5.4 副产品 (20)6 要紧原料及化工原材料质量指标 (21)6.1 要紧原料 (21)6.2 化工原材料 (22)7 装置开、停工方案 (23)7.1 装置开工方案 (23)7.2 装置停工方案 (23)8 事故处理 (50)8.1 事故处理的原则 (50)8.2 紧急停工 (50)8.3 事故处理 (51)9 仪表操纵方案及要紧仪表性能 (57)9.1 仪表操纵方案 (57)9.2 装置联锁 (59)9.3 操纵阀一览表 (60)10 要紧设备一览表及要紧设计参数 (64)10.1 塔器类 (64)10.2 反应器类 (65)10.3 容器类 (66)10.4 换热设备类 (68)10.5 泵类 (71)10.6 其他设备类 (73)1 装置简要说明1.1 概况中国石化股份有限公司武汉分公司8/3万吨/年MTBE/丁烯-1装置是80万吨/年乙烯及其配套工程中的一部分,本装置使用来自乙烯裂解装置的裂解液化气经丁二烯抽提后作为原料,生产MTBE与丁烯-1产品。
甲基叔丁基醚(MTBE)产品由于其辛烷值很高,因此是生产无铅、含氧与高辛烷值汽油的理想组分。
丁烯-1产品是乙烯重要的共聚单体。
随着乙烯产量的不断增长,对丁烯-1的需求量也越来越大。