工序能力指数的判断与计算
- 格式:docx
- 大小:40.59 KB
- 文档页数:7
工序能力指数(CPK) 一)工序能力和工序能力指数 工序能力,是指工序在一定时间,处于控制状态(稳定状态)下的实际加工能力,它是工序固有的能力,或者说它是工序保持质量的能力。 这里所指的工序,是指操作作者、机器、原材料、工艺方法和生产环境等五个基本质量因素综合作用的过程,也就是产品质量的生产过程,产品质量也就是工序中的各个质量因素的起作用的综合表现。 对于任何生产过程,产品质量总是分散地存在着,若工序能力越高,则产品质量特性值的分散就会越小;若工序能力低,则产品质量特性值的分散就会越大,那么,应当用一个什么样的量来描述生产过程所造成的总分散呢?通常,都用6 (即时 )来表示工序能力:工序能力为=6 。 若用符号P来表示工序能力,则P=6 (其中的 是处于稳定状态下的工序之标准偏差)。工序能力与一般所说的生产能力是两个不同的概念。前者是指质量上的能力,后者是指数量上的能力。 工序能力是表示生产过程客观存在着分散的一个参数。但是,这个参数能否满足产品的技术要求(公差、规格等质量标准)的程度,这个参数就叫做工序能力指数,它是技术要求和工序能力的比值,即:
3
工序能力技术要求工序能力指数
当分布中心与公差中心重合时,工序能力指数记为Cp,当分布中心与公差中心偏离时,工序能力指数记为CPK,运用工序能力指数,可以帮助我们掌握生产过程的质量水平。 二)工序能力指数的判断 工序的质量水平按Cp值可以划分为5个等级。按其等级的高低,在管理上可作以下判断和处理,该表中的分级判断和处理对于CPK也同样运用。 工序能力指数的分级判断和处置参考表 Cp值 级别 判断 变侧公差范围(T) 处置
Cp﹥1.67 特级 能力过高
T﹥10 1) 可将公差缩小到约±4 的范围 2) 允许较大的外来波动,以提高效率
3) 改用精度差些的设备,以降低成本 4) 简略检验
1.67≧Cp﹥1.33 一级 能力充分 T=8 -10 1) 若加工件不是关键零件,允许一定程度的外来波动 2) 简化检验 3) 用控制图进行控制
1.33≧Cp﹥1.0 二级 能力尚可 T=6 -8 1) 用控制图控制,防止外来波动 2) 对产品抽样检验,注意抽样方式和间隔 3) Cp 1.0时,应检查设备等方面的情况
1.0≧Cp﹥0.67 三级 能力不足 T=4 -6 1) 分析极差R过大的原因,并采取措施 2) 若不影响产品最终质量和装配工作,可考虑放大公差范围 3) 对产品全数检查,或进行分级筛选
0.67﹥Cp 四级 能力严重不足 T﹤4 1) 必须追查各方面原因,对工艺进行改革 2) 对产品进行全数检查
三)工序能力指数的计算
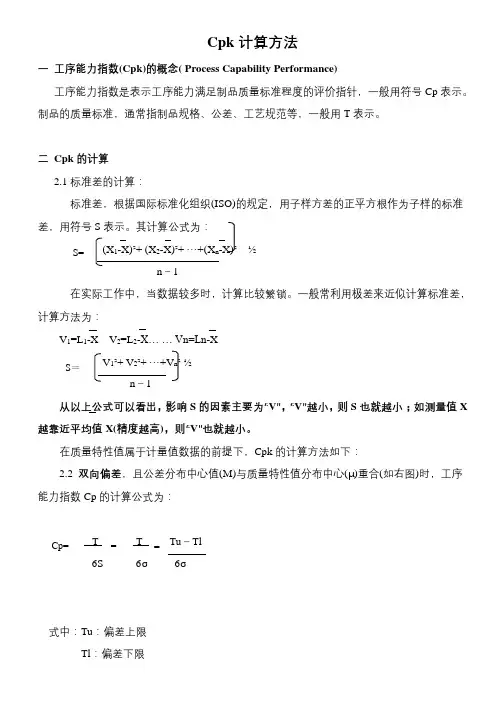
1、在介绍工序能力指数计算以前,先介绍一下平均值和标准偏差的计算: 平均值的数学表达式:
NNXnXXXX321
标准偏差的数学表达式: 在实际过程中,因为所取的数据一般较多(100个左右),这样用数学表达式来计算标准偏差十分麻烦,所以,在生产现场常得用作直方图过程中的频数表,采用两种简化的办法来求解平均值和标准偏差,这里不一一作介绍。 2、工序能力指数的计算 a) 当实际分布中心与公差中心重合时,工序能力指数的计算公式为:
式中:T表示公差范围; Tu表示公差上限; TL表示公差下限; 表示总体标准偏差; S表示子样标准偏差。 b) 当实际分布中心与公差中心不重合时,工序能力指数应由下式计算:
式中:CPK表示修下正后的工序能力指数; K表示平均值与公差中心的相对偏离程度 (MX)
nnXnXXXXX321
N)X2(
n
)XXS2(
STTuTCpL66
STT)TCp(K)Cp(CPK6262211c) 只有单侧公差的测算在对产品质量特性只规定了公差上限时,工序能力指数可用下面公式计算:
在对产品质量特性只规定了公差下限时,工序能力指数可用下面的公式计算:
四)工序能力指数与不合格品率: 当质量特性值的分布服从正态分布时,当分布中心X与公差中心M重合时,即K=0,则一定的Cp值与一定的不合格品率(P)相对应。比如:当K=0;Cp=1时由正态分布可知,此时的不合格品率为P=0.27%。 当分布中心X与公差中心M不重合时,一定的CPK值与一定的不合格品率(P)也是相对应的。此时,可根据Cp与K求不合格品率P,其对应关系数量表现,可参见下表。(见下页)
3
XTuCp上
3
LTXCp下 根据工序能力指数Cp和偏离系数K求不合格品率P(%)的数值表 0.00 0.04 0.08 0.12 0.16 0.20 0.24 0.28 0.32 0.36 0.40 0.44 0.48 0.52 0.50 0.60 0.70 0.80 13.36 7.91 3.57 1.64 13.43 7.26 3.64 1.69 13.64 7.48 3.83 1.89 13.99 7.85 4.16 2.09 14.48 8.37 4.63 2.46 15.10 9.03 5.24 2.94 15.86 9.85 5.99 3.55 16.75 10.81 6.89 4.31 17.77 11.92 7.94 5.12 18.92 13.18 9.16 6.28 20.19 14.59 10.55 7.53 21.58 16.51 12.10 8.98 23.09 17.85 13.84 10.62 24.71 19.09 15.74 12.48 0.90 1.00 1.10 1.20 0.69 0.27 0.10 0.03 0.73 0.29 0.11 0.04 0.83 0.35 0.14 0.05 1.00 0.45 0.20 0.08 1.25 0.61 0.29 0.13 1.60 0.84 0.42 0.20 2.05 1.14 0.61 0.31 2.62 1.55 0.88 0.48 2.34 2.07 1.24 0.72 4.21 2.75 1.74 1.06 5.27 3.59 2.39 1.54 6.53 4.65 3.23 2.19 8.02 5.94 4.31 3.06 9.75 7.49 5.99 4.20 1.30 1.40 1.50 1.60 0.01 0.00 0.01 0.00 0.02 0.01 0.00 0.03 0.01 0.00 0.05 0.02 0.01 0.00 0.06 0.04 0.02 0.01 0.15 0.07 0.03 0.01 0.25 0.13 0.06 0.03 0.40 0.22 0.11 0.06 0.63 0.36 0.20 0.11 0.96 0.59 0.35 0.20 1.45 0.93 0.59 0.36 2.13 1.45 0.96 0.63 3.06 2.19 1.54 1.07 1.70 1.80 1.90 2.00 0.00 0.01 0.00 0.01 0.01 0.00 0.03 0.01 0.01 0.00 0.06 0.03 0.01 0.01 0.11 0.06 0.03 0.02 0.22 0.13 0.07 0.04 0.40 0.25 0.15 0.09 0.72 0.48 0.31 0.20 2.10 2.20 2.30 2.40 0.00 0.01 0.00 0.02 0.01 0.01 0.00 0.05 0.03 0.02 0.01 0.13 0.08 0.05 0.03
K Cp 2.50 2.60 2.70 2.80 0.01 0.00 0.02 0.01 0.01 0.00
相对偏离程度K值的影响可参见下表: K值的影响 工序能力指数Cp 偏离度K值 对平均值X的处置
1.330.000.25
1.000.000.25五)工序能力的调查 调查和分析工序能力的目的 (1)用于预防:以了解和掌握工序的质量状况,能否满足产品质量标准所规定的具体要求; (2)用于分析:以研究和找出工序不能符合质量标准的具体原因; (3)提供依据:为设计、工艺、检验部门在制定产品质量标准、设计工夹具、进行工序设计、编制工艺规程、制订作业指导书、设立管理点、决定产品批的检验方式等方面提供资料和依据。 工序能力调查是一项细致的工作,一般可按下列步骤进行: (1)明确调查目的; (2)选择调查的对象:根据调查目的来选取被调查的工序和项目; (3)确定调查方法:包括决定调查的范围、调查期限、抽样方式、子样