低碳微合金化汽车大梁用钢的开发
- 格式:pdf
- 大小:494.49 KB
- 文档页数:4
总第183期2011年第3期河北冶全
HEBElME丁ALLURGYTotal1832011,Number3
低碳微合金化汽车大梁用钢T510L的开发
乔治明
(河北钢铁集团唐钢公司技术中心,河北唐山063016)摘要:阐述了唐钢公司第一钢轧厂1700生产线以低碳Nb、Ti微合金工艺生产汽车大梁用钢T510L的生产工艺,介绍了产品的实际力学性能、工艺性能以及用户使用效果。关键词:T510L;汽车大梁;Nb、Ti微合金化
中图分类号:TF'/62.3文献标识码:A文章编号:1006—5008(2011)03—0019—03
DEVELOPMENTOFLOW—CARBON
MICROALLOYⅡ呵GAUTOMOBILEBEAMSTEELT510L
QiaoZhiming(TechniqueCenter,TangshanIronandSteelCompany,HebeiIronandSteelGroup,Tangshan,Hebei,063016)
Abstract:ItisdescribedtheprocesstoproduceautomobilebeamsteelT510Lwithtechnologyoflow—carbonandNb,Timicroalloying,introducedtheactualmechanicalandtechnologicpropertyandapplicationeffectoftheproduct.KeyWords:T5IOL;automobilebeam;Nb,Timicroalloying
1前言汽车大梁钢主要用于制造汽车大梁,厚度一般
为3—8mm。8mm以上用于制造卡车的主梁,小
于8mm厚度的用于制作卡车衬梁或客车主梁,3—
5mm规格用于制造客车或皮卡的大梁。汽车大梁用钢是汽车结构钢板中需求量大,性能指标要求较
高的钢种。大粱是卡车和大型客车主要的承载部
件,承载着货物和乘客的全部重量,要求大粱具有抗
动、静载荷、耐疲劳能力,并且具有抗低温冲击能力等。大梁的质量影响整车的使用寿命与行车安全。
由于制造汽车大梁一般采用冲压成型工艺,变形方
式以弯曲为主,因此大梁板对成型性要求较高,汽车
大梁钢板必须有良好的综合性能、足够的强韧性、良好的耐疲劳性、冷成型性。2汽车大梁的制造工艺
根据生产厂家的不同,装备差异很大,但归纳起
来,汽车大梁制造工艺过程是:热轧板卷开卷一终切、横切一冲压成型(或滚压成型)一冲孔(转孔)一
喷丸(或酸洗)一清洗一组装一电泳上漆。
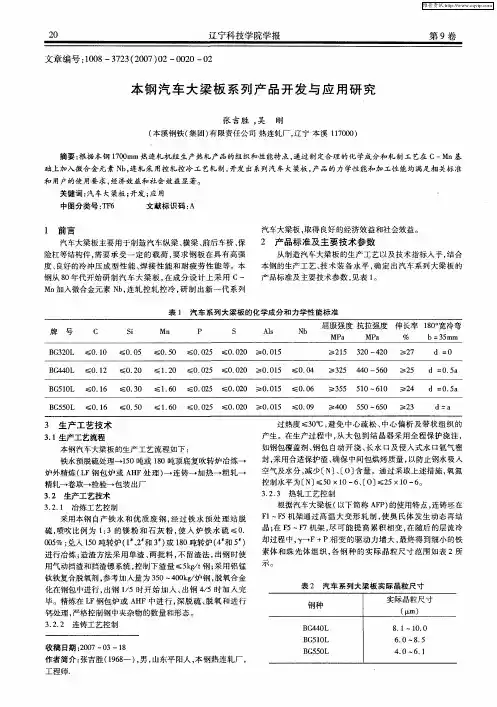
3技术要求唐钢汽车大梁用热轧钢带执行技术条件JT015—2009(汽车大梁用热轧钢带》,规定了生产汽车大梁用
热轧钢带的牌号、尺寸、公差、化学成分、外形、力学性
能、取样方法、检验规则、包装标志及质量证明书。汽
车大梁用热轧钢带化学成分、力学性能与工艺性能见
表1、表2。
表1钢带化学成分统计%
收稿日期:2011—03一17作者简介:乔治明(1963~),男.高工,1987年毕业于北京科技大学轧钢专业,现在河北钢铁集团唐钢公司技术中心从事热轧汽车用钢研究工作,E—mail:mingqiaozhi一1@163.tom
19
万方数据总第183期HEBEIYEJIN
4合金成分设计
根据钢种要求强度高、冲压性能好、耐疲劳及良好成型性的特点,采用低碳、低硅,同时加微量铌、钛
合金元素进行强化的成分设计原则。4.1碳、锰、硅含量增加的确定碳含量增加,可以提高钢的强度,但钢的塑性降
低,依据有关理沦和生产实践,确定了生产汽车大梁
用钢的碳含量实际控制在0.11%以下。锰可以增加钢的强度,同时对强韧性有一定的
影响,锰含量偏低,强度将下降,锰含量过高,则影响钢板的冷冲压和焊接性能。因此,在保证强度前提
下,锰含量控制在1.1%一1.4%的范围内。
硅元素的增加,钢的强度增加,但韧性降低,特
别是对冲压性能有影响。随着硅含量的增加,钢带
表面氧化铁皮颜色将成红色,影响用户使用,因此在
实际生产中把硅控制在0.20%以下。4.2铌、钛铌是一种重要的微量合金元素,铌可以通过晶粒细化的途径来改善钢的强度和韧性。一方面细化
初始奥氏体晶粒尺寸,另一方面,热轧过程中固溶在
奥氏体中的Nb和热轧形变诱导析出的沿亚结构边界分布的细小碳氮化铌粒子,可以阻止奥氏体再结
晶,从而扩大未再结晶区,利于铁素体晶粒细化,并
起到一定的析出强化作用。
5T510L生产供应流程
生产工艺流程:脱硫铁水一扒渣一转炉冶炼一
精炼一连铸一板坯加热一高压水除磷一粗轧一热卷箱卷取一切头一精轧前除磷一7机架精轧一层流冷
却一卷取一(检验)称重一打包一入库。5.11700生产线装备1700生产线包括2座加热炉、1架粗轧机、6架精轧机(连轧)、层流冷却线、2台地下卷取机,粗轧机与精轧机之间装备热卷取箱,采取炉后、粗轧前、
精轧前3道次除磷生产线,l700生产线见图1。
加热炉租轧机热卷箱切头剪精轧机层流冷却卷取机
图11700生产线5.2加热工艺根据含铌钢的铌含量多少,可以计算出含铌钢
加热的最低温度,根据T510L含铌量,计算出钢坯
实际温度1150oC以上。由于使用煤气加热炉,受
煤气供应和生产节奏影响,钢坯实际加热温度达不到目标温度,因此,在生产T510L时要求加热炉保
温。
5.3轧制工艺1700生产线使用厚度150mm连铸坯,坯料经步进式加热炉加热,经过炉后高压水除磷进入初轧机进行5道次初轧。在初轧过程中,采取单道次高压水除磷,初轧后中间坯厚度为35mm,初轧中间坯料经过热卷取箱卷取,头尾颠倒,并实现热卷保温效
果,开卷后经过切头后通过精轧除磷箱除磷,然后经过7架连轧机轧成成品,经过层流冷却后由地下卷取机将钢带卷取。
5.4压下制度为了充分发挥铌钢细化晶粒的作用,采取高温
开轧制度,粗轧采取大压下制度,经过5道次粗轧后中间坯厚度达到35mm,精轧采取从前到后逐步减
少压下茸的方法制定轧制工艺,l700精轧机轧制3mm厚度T510L机架号数见表3。
表31700精轧机轧制3mm厚度T510L机架号数
20
万方数据55镕#5¥目i&终轧温度和巷取温度的设定.A接影响刮钢材的组磐l力学性能和T艺性能.过低的卷取温度将
导致钢材的强崖增高延伸率降低甚至小f拆准的规定值.世高的卷取温度,除丁降低强度指标外.迁
将使厚规格板崔的粉状氧化铁皮增加.影响川户使
用终轧温度榨制在830—860‘℃之间;卷取温度根
据板卷的厚度不同.拄棚在580—640℃之间。56镕№12采用前段冷却.垲酃微调栉制的控玲I:艺,整个
磋流持却过程中喷嘴_:£堵采,板卷通条温度均匀。
成品卷曲完毕后.快建离升卷IIhSL避免由于卷曲机的冷卸水而造成的扳卷内外JL吲的温度过低而影响
产品的性能,
6金相组织通过对不问批敬的T510L逊行金相分析,金相
组织全部是铁索悼+少付珠光体铁索体肜意受冷
却方式和冷却上艺的影响,分别“块状和块状+条
状珠光体大小和彤态受精轧机机架问砖却水升肩数挝、持却强度轧制速度的影响㈣规侪产品,随
荷机架间冷却水的丌启轧制速度硬冷却速度地提
一岳.在同样被凡倍数的显微镜下观察,珠光体体积碱
小.数量减少T510L汽1r^攀钳的金机蟑HrLI目
200x500×
目2T5IoL^{^4目∞±目目‰7力学性能与工艺性能
对2009印6—12月的14I】ootT5IOL址行r儿学性能和r艺性能的统计,力学性能和『岂性能缆
l|_址点4TSIOL抗拉强度分柑屺瑚3嘲4j目5
女4^{tn#It#《‰”52…56—5155B…∞一6”㈣Ⅸ/IPa
目3"15】OL#&》An¥i硅
;IIn:]i;耋
8赛际应用效果
2009‘F6JJ份丌始太批垃生产汽下大梁钢
T510L半年累11-』产I4万t,经过多家川户大批蛙使用冲压成型性能良好.不同用户使用T510L
成型后产-¨的照片见图6.H7
目6*Ⅱ∞^{}#(T#■57Ⅲ
2
J
万方数据/——第=棚的体楸分数.d--第一柑的平均“稚。
m此可地,第二相强化的教果‘_第一柑的体#!升数的二分之次方成m比.与第...棚镬枉的K寸大敢成厦比.颗粒Jt_越小,强化艘果越大…=适
、’的控制沉淀1:艺下获得的傲合盘踹氮化物舶K寸为2…10
,盹钢中常规碳氯化物的尺寸小2—3
个数馈级.因而尽管其体积分数很小但仍能获{H强
烈帅沉淀强化的敏果。微台金碳氯化物枘尺寸与钢材化学成升吲溶
温度、沉淀析出温度、形变条件婶有关。疗先,只有在斯温F处于蝈藩态的徽合金元索才能在低温沉淀
折m.闻此.山于碳化钒在奥氏体巾的州浒艘视较
大钒微☆盘{}j庄沉淀强化^而j}有独特的优许;I☆I
说徽合食钢则妊须采川银帛的嘲济温度均热后_可能在低温时获褂较凡体霉【舒散的碳氰化锭玑谜豆.
H次,枉微什盒碳氰化物瓤淀析出的PTTI沉淀
坩一温度一埘问)曲线的鼻了点温岌保温沉淀,“I使撒台金碳摄化物蛀帙速度沉淀析fij,而在微台盎
碳氰化物沉淀析山的NrTT(沉淀彤饭i#一溢腹一时
间)曲线的鼻丁点温度保温沉淀.uf非得妊为细小的微台会镄氯化物(但必g!保滥足够埘州“使沉淀
树娈完成)此外彤变储能可加速沉淀树立井提
高J口横卒耐仕微台垒碳氮化物辙槌蜓细小.即使在
较高形壁温度下世变涛皆析出的傲台盒碳氯化{},帕
R1也呵拄制在5…10
从mJ也nf获得强烈的托
淀强化的效嫩
4结语(1)控制轧制冉・种类喇,即:再站-¨型控制轧
制、来再结晶型控制轧制、(-f+a)两自IR控制轧制。
埘J:高性能竹线钢而言.股采Ij棚阶段或二阶段挖制轧制,
(2)控制轧制的主群I:艺摩觳址再加热温度、
形空戗和终冷锄度。为r使高性能管缦制选刘良好的强韧性配合.枉掩制轧制址样中.娃该进行进当控
制。(3)控糊玲宣I的日的是控制相变类型,细化品
粒和控制析出,提岛强度和韧性。控制冷却工艺中
开冷温度、终冷温度和砖却建度对管线钒最终的组织结构和性能有直接的影响。(4)微合金元索v、舢、Ti在高性能管线钢的挫
轧控冷中起较大的怍川.徽台金加控制轧制和控制吩却成为管线锕的发展^向
●}i■I】s0HonEHJJun…‘nFcI.】EtoIun∞“prw'PlI¨ci’nlkNb—T‘…V…Iloy“HStAqcchd…gmhe“n#J】Scn口HM●kn■}j2㈣3{B:J201-I2*‘:1RM”douJruInlCMAl¨il“jlSlabCrwkingon“conl卅uo…目m#ofAPI5LX70En“^lcdk。FlPll…nu。g日‘applic¨¨JI…uklng¨Ⅲso*Imnmsl”q26(3)m209
3l£&ⅢH4目“一}XTO*‰m&“c£■mmh№Z{∞mⅡJ≈J’《200’q{5):!l-"4l目^《女”-*#nn&n镕☆mⅢ"R%Ⅲ口#目iHR∞g日J。lⅢt日200729{3J-37405.1ECoⅢn‘㈣uddIc^FCrawl。y.cIm^cccl…C∞llne
I,fRolledSI*lRlwm'FStPcfg…nP~1987.57
61J&0¥*ⅨnAW#Hm∞&*+j’i日m*cEⅢ.20044々H4☆±*{^q☆《t#2岍102
1157f^■“m%《“Am目*£m#=*#十{Kn&日I£十*ⅢMmjt《*20u52t11).10【8.t十女fm"“**^W镕*#*∞h*g¥。,i#KⅫJJ■#*R2∞4(4j-13一I7‘9㈨RmItl¨-~lrc“gml…alI¨,竹hc]m^110y。“s-U㈣d‘ni