宝钢700MPa级汽车大梁钢板
- 格式:pdf
- 大小:304.57 KB
- 文档页数:3
700钢材参数
1. 标准名称:700钢材
2. 化学成分:碳含量≤ 0.17%,锰含量≤ 0.60%,硅含量≤ 0.035%,磷含量≤ 0.035%,硫含量≤ 0.035%
3. 机械性能:抗拉强度≥ 700MPa,屈服强度≥ 650MPa,延伸率≥ 15%,冲击韧性≥ 20 J
4. 特性:具有良好的强度和韧性,适用于高强度结构件的制造
5. 适用范围:广泛应用于建筑、船舶、桥梁、机械等领域
6. 加工性能:可通过热轧和冷拓工艺进行加工
7. 表面处理:可进行喷漆、镀锌等表面处理
8. 规格尺寸:常见规格有厚度 6mm-200mm,宽度 1500mm-2500mm,长度
3000mm-12000mm
请注意,这仅为示例参数,并非真实的700钢材参数。
真实的材料参数可能会有所不同,请在实际使用时参考相关资料。
700Mpa 强度花纹相较于普板花纹钢有哪些优势? 随着钢铁生产装备和技术的发展,尤其是大量高强薄规格生产经验数据的积累,涟钢开发了700MPa 级别的高强花纹板H-LG700HW ,以满足汽车、工程机械、工程等相关轻量化需求,相比普通花纹板而言,700MPa 级高强花纹板能实现30%以上的轻量化,减少钢材消耗。
高强花纹板H-LG700HW 特点:
1、涟钢H-LG700HW ,性能标准值:屈服≥620MPa ,抗拉≥700MPa ,性能典型值:屈服700MPa ,抗拉780MPa 。
2、涟钢H-LG700HW ,花纹类型为扁豆形花纹,花纹高度范围0.20-0.80mm (不同厚度形成花纹高强不一样),可保证花纹高度不低于市场同强度级别材料。
3、根据轻量化等强度计算公式:2
1t12t σσ= 其中t1为低强度钢厚度,σ1为低强度钢屈服强度,从Q235B →H-LG700HW ,减重超30% 。
700Mpa 强度花纹相较于普板花纹钢,可以实现减薄减重,对应提高焊材强度从50KG 级至70KG 级,可减小焊接热输入(电流*电压/焊接速度)减少焊缝尺寸,即相应减小了焊接变形、焊接电能损耗和焊材用量。
上海频开实业有限公司位于国内现有规模较大的钢材市场——乐从钢铁世界,主营产品有耐磨钢、高强度钢板、工程机械用钢、汽车大梁钢、冷轧高强车厢板、耐候钢、耐酸钢和中高碳钢等特殊钢,公司在上海、武汉、娄底、佛山均有库存,常备万吨库存,品种规格全,可定期货,是集原材料供应、加工、配送于一体的现代化企业。
包钢700Mpa级高强钢的研制发表时间:2016-03-18T11:42:30.567Z 来源:《基层建设》2015年27期供稿作者:郭永俊金自力宋文钟杨志[导读] 内蒙古科技大学材料与冶金学院内蒙古包钢稀土钢板材有限责任公司热轧作业部同时在铁素体基体上分布着细小析出相,提高了强度的同时改善了钢材的塑性,使材料具有良好的伸长率。
1.内蒙古科技大学材料与冶金学院内蒙古包头 014010;2.内蒙古包钢稀土钢板材有限责任公司热轧作业部内蒙古包头 014010摘要:利用包钢稀土钢板材公司先进的冶炼和轧制装备,采用低碳+微合金成分设计和控制轧制与控制冷却工艺试制700Mpa热轧钢带。
结果表明:该高强度钢的组织为铁素体+贝氏体+少量的残余奥氏体,同时在铁素体基体上分布着细小析出相,提高了强度的同时改善了钢材的塑性,使材料具有良好的伸长率。
关键词:控制轧制;控制冷却;高强钢针对汽车制造行业日趋提高的轻量化技术要求,2015年1月,内蒙古科技大学和包钢联合开发试制了700Mpa级高强度钢板。
随着我国国民经济的飞速发展,汽车、建筑、油气输送、工程机械等行业对高强钢的需求急剧增长,尤其700MPa级高强钢,可以有效对运输行业及其它行业实现轻量化,例如汽车大梁钢,由700MPa级别的8mm单梁替代8mm(510L)主梁加5mm副梁。
因此对于700MPa级高强钢的研发是及其紧迫的。
高强钢是以微量合金元素配以适当的控轧控冷工艺实现的,在应用过程中以实现轻量化为主要特征,高强钢的研发涉及到材料的成分、铸造、热轧及冷却一系列工艺过程,其生产工艺复杂、制造技术严格。
因此这就需要在成分设计、冶金技术以及控轧控冷工艺三者之间良好的结合,才能实现低成本生产低合金高强钢的目的,700MPa 级高强度用钢在2250mm 热连轧机组进行了试制,为工业化批量生产提供了重要依据和理论支撑。
1 技术要求热轧超高强度集装箱用钢技术[1]要求如下:1)强度高屈服强度在 700MPa 以上;2)焊接性能良好集装箱制造过程主要是焊接成型,因此,焊接性能的优劣直接关系到该钢的使用和推广;3)冷成型性良好要满足快速冷成型性能的需要,避免边部及心部出现裂纹;4)低成本目前很多企业生产时,添加 Mo,Ni 等元素,成本大大提高。
700L汽车大梁钢是南京和菱贸易有限公司主营销售的汽车大梁钢系列产品之一,汽车大梁是各类重型汽车以及使用性能要求较高汽车的重要组成部件。
因此,汽车大梁钢的产品质量非常关键。
选择一家专业的汽车大梁钢销售公司就成为了重中之重,南京和菱贸易有限公司值得广大客户信赖。
汽车大梁钢就是在制造汽车大梁时,制造厂商所使用的厚度为2.5~12.0mm 范围的钢板。
因为汽车大梁形状不规则,较为复杂化。
因此在制造过程中需要注重强度的数值大小。
同时也要注重冲压性能以及冷弯性能。
目前,我国汽车大梁板的市场需求以510L 和610L 为主,但能够生产700MPa 级以上汽车大梁板的企业数量不多。
南京和菱贸易有限公司所销售的700L汽车大梁钢充分经受了市场的检验,是汽车大梁钢选购的良好选择。
和菱贸易所销售的WL700汽车大梁钢为武钢生产的汽车大梁钢板,屈服强度大于650MPA,抗拉强度大于700MPA。
南京和菱贸易有限公司,位于六朝古都南京的鼓楼区中储生产资料市场,为钢材市场诚信单位,公司地理位置优越,交通便利。
我公司资源丰富,价格合理,服务周到,可按照客户要求,加工开平,可待定期货。
材料位于钢厂内,钢厂外仓库为洪申库,方瑞库,中储库,西马船厂库等各大仓库。
公司主要经销:宝钢、涟钢、武钢、马钢、南钢、太钢等大钢厂产品。
产品主要包括:耐磨钢(热处理钢板)、高强度工程机械用钢(单张回火调制钢板)等;汽车大梁钢;搅拌车筒体及叶片用钢;耐候钢,耐酸钢;中高碳钢;双相钢;管线钢等。
公司秉承“诚信服务于广大客户”的经营宗旨,坚持以服务开拓市场,以客户为导向。
在华东地区建立了广泛的客户群,已与多家国企及上市公司建立长期合作关系,并受到了客户的一致好评,在客户和流通行业中树立了良好的企业形象。
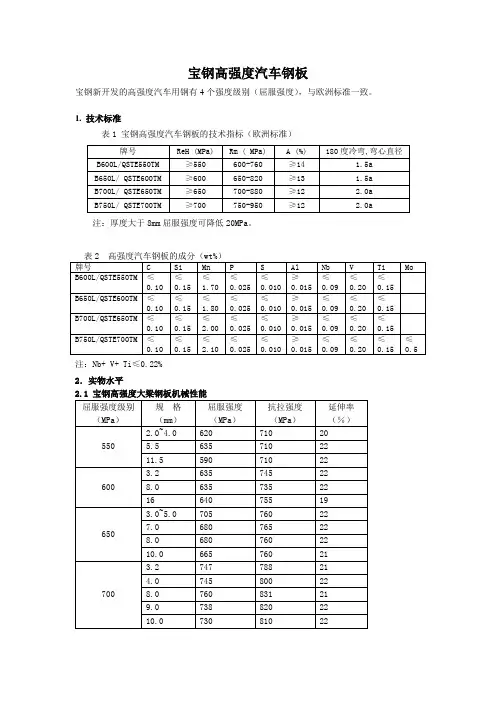
宝钢高强度汽车钢板宝钢新开发的高强度汽车用钢有4个强度级别(屈服强度),与欧洲标准一致。
1. 技术标准表1 宝钢高强度汽车钢板的技术指标(欧洲标准)注:厚度大于8mm屈服强度可降低20MPa。
注:Nb+ V+ Ti≤0.22%2.实物水平2.2 650MPa级冷弯照片8mm钢板3mm钢板3mm和8mm 钢板2.3 700MPa级冷弯照片8mm钢板8mm钢板4mm钢板3. 可供规格屈服强度级别(MPa)厚度(mm)宽度(mm)550 2.5~16.0 900~1600600 3.0~12.0 900~1600650 3.0~10.0 900~1600700 3.0~10.0 900~16004.焊接宝钢汽车用热轧高强钢通过低碳低合金设计降低钢的碳当量和焊接裂纹敏感系数,具有良好的可焊接性能,不需预热就可直接进行焊接。
屈服强度级别(MPa)碳含量实绩C,%碳当量实绩Ceq裂纹敏感系数Pcm 700 ≤0.08 0.40 0.17650 ≤0.08 0.34 0.15600 ≤0.08 0.29 0.14550≤0.08 0.23 0.12Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15Pcm=C+(Mn+Cr+Cu)/20+V/10+Mo/15+Si/30+Ni/60+5B焊接方法宝钢汽车用热轧高强钢可使用气体保护焊(MAG )和手工电弧焊(SMAW )、埋弧焊(SAW )进行焊接,推荐使用气体保护焊(MAG )。
焊接热输入焊接时使用推荐的热输入,可使热影响区具有良好的机械性能。
并且热输入范围越宽说明该钢种的焊接性能越好。
焊接热输入由下列公式计算:601000k U I Q v ⨯⨯⨯=⨯下图为按钢板厚度推荐的最佳焊接热输入范围:在厚度一定的条件下宝钢汽车用热轧高强钢的许用焊接热输入范围很宽,具有优良的焊接性能。
坡口形式宝钢汽车用热轧高强钢适用于多种接头型式的焊接,常用的接头型式有:I 型坡口、V 型坡口焊接材料在焊接接头力学性能满足构件要求的情况下,为避免接头处的应力集中、降低焊缝的内应力,应尽可能选择强度不超过推荐值的焊材。
屈服强度700MPa级汽车大梁钢的研制与开发韩斌时晓光董毅徐鑫刘仁东(鞍钢股份有限公司技术中心,鞍山114009)摘要本文介绍了鞍钢通过采用铌钛微合金化的成分设计以及合理的控轧控冷技术,成功开发屈服强度700MPa级热轧汽车大梁用钢的情况。
文中对该钢的组织形态和析出相进行了研究分析,并进行了辊压成形试验。
结果表明,产品的力学性能和成形性能优良,辊压成形良好,满足制造高强度汽车大梁的要求。
关键词汽车大梁钢;屈服强度;700MPa;铌钛微合金化引言汽车大梁是载重汽车的主要部件,几乎承载着货物全部的重量,大梁的质量影响整车的使用寿命与行车安全。
目前汽车制造行业中,汽车大梁一般采用冲压成形和辊压成形工艺,其变形方式以冷弯为主,因此对大梁板的成形性要求较高,必须拥有良好的综合性能,决定了汽车大梁用钢是技术含量较高的钢种之一。
目前市场上使用较多的热轧汽车大梁钢抗拉强度多为510MPa和610MPa级别,而近年来,受世界贸易量增加、石油价格暴涨、运输成本猛增等因素的影响,为了降低成本,运输行业迫切需要采用超高强大梁钢制造运输工具。
针对市场对超高强大梁钢需求的不断增加,屈服强度700MPa级大梁钢的研制与开发已成为各大钢厂的研究重点。
1成分设计为使开发钢板的屈服强度达到700MPa级别,同时满足韧性、焊接性及成形性的良好匹配,成分采用低碳高锰设计,并在钢中加入微合金化元素Nb、Ti。
如果钢中碳含量过高,尽管可大幅提高大梁钢的强度,但钢的塑性下降,严重影响到钢的冷成形性能和焊接性,造成回弹过大等问题,为后续的加工造成巨大困难;Mn含量对钢的强韧性也有影响,如果含量偏低,不能保证低碳成分设计时钢的强度,如果含量过高,则影响钢板的冷冲压和焊接性能,同时造成轧制负荷加大。
另外,P、S的控制也十分重要,由于采用高Mn的成分设计,则S在钢中易形成MnS夹杂物与偏析,P易形成严重的偏析带,会大大提高带状组织的级别,沿轧制方向的硫化物夹杂与偏析造成钢板的各向异性增加,因此尽量将钢中的P、S含量控制在较低的范围。

屈服强度700 Mpa级高强度钢在商用车轻量化中的应用曹广祥;张洋;李莹娜【摘要】介绍了屈服强度700 MPa级热轧微合金高强度钢典型材料的成分、强化机理、力学性能和焊接性能;以载货车车架纵梁和客车车身骨架等为例,说明了该钢种对商用车轻量化的作用;重点阐述了实际应用中存在的钢板剪切断面质量差、冲压开裂等问题,分析了问题产生的原因,并提出了相应的解决措施.【期刊名称】《汽车工艺与材料》【年(卷),期】2017(000)002【总页数】5页(P60-64)【关键词】屈服强度;700 MPa;高强度钢;商用车;轻量化【作者】曹广祥;张洋;李莹娜【作者单位】中国第一汽车股份有限公司技术中心,长春130011;中国第一汽车股份有限公司技术中心,长春130011;中国第一汽车股份有限公司技术中心,长春130011【正文语种】中文【中图分类】U465汽车轻量化可以降低汽车自重,显著提高燃油经济性,是当今汽车技术主要发展方向之一。
商用车使用频率高、能耗高,约占我国汽车总能耗的70%。
最近20年,发达国家的商用车每10年降重10%~15%,国内自主商用车自重较国外高约10%~15%[1];随着国家节能减排、绿色环保政策法规的逐步实施以及治超限载力度的加大,商用车的轻量化势在必行。
而高强钢的应用是商用车轻量化的有效途径之一,本文主要介绍屈服强度700 MPa级热轧微合金高强度钢板及高强度钢管在商用车轻量化方面的应用。
牌号有瑞典SSAB的DOMEX700MC以及国内宝钢的QStE700TM等,此外,常见的同等强度级别的材料牌号还有欧洲的S700MC、PAS 700和国内的HR700F 等。
2.2 材料成分及强化机理2.2.1 成分表1为DOMEX700MC钢板和QStE700TM钢板的化学成分实测值。
从中看出,两种材料的成分特点为低碳,适量高的锰,添加微量合金元素Nb、Ti、Mo。
2.2.2 强化机理在钢中加入Nb、V、Ti等合金元素,可提高钢的再结晶温度,在较高温度下完成轧制的同时得2.1 材料牌号屈服强度700 MPa级热轧微合金高强度钢板典型的代表到储存大变形能的变形奥氏体组织,进而得到细小的相变组织,有效地细化了晶粒尺寸。
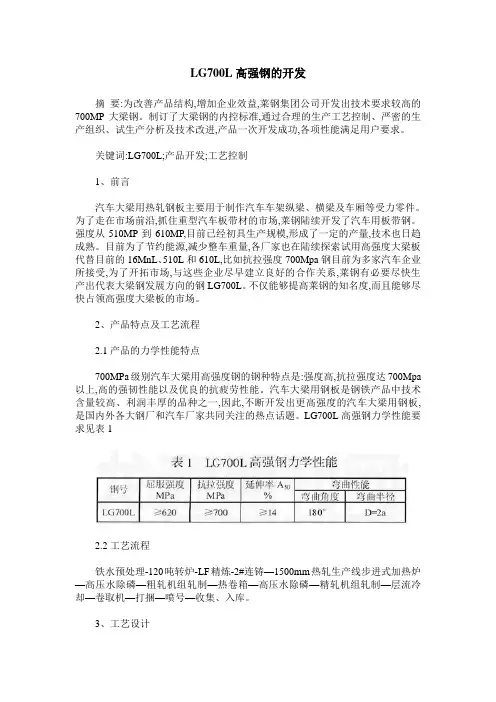
LG700L高强钢的开发摘要:为改善产品结构,增加企业效益,莱钢集团公司开发出技术要求较高的700MP大梁钢。
制订了大梁钢的内控标准,通过合理的生产工艺控制、严密的生产组织、试生产分析及技术改进,产品一次开发成功,各项性能满足用户要求。
关键词:LG700L;产品开发;工艺控制1、前言汽车大梁用热轧钢板主要用于制作汽车车架纵梁、横梁及车厢等受力零件。
为了走在市场前沿,抓住重型汽车板带材的市场,莱钢陆续开发了汽车用板带钢。
强度从510MP到610MP,目前已经初具生产规模,形成了一定的产量,技术也日趋成熟。
目前为了节约能源,减少整车重量,各厂家也在陆续探索试用高强度大梁板代替目前的16MnL、510L和610L,比如抗拉强度700Mpa钢目前为多家汽车企业所接受,为了开拓市场,与这些企业尽早建立良好的合作关系,莱钢有必要尽快生产出代表大梁钢发展方向的钢LG700L。
不仅能够提高莱钢的知名度,而且能够尽快占领高强度大梁板的市场。
2、产品特点及工艺流程2.1产品的力学性能特点700MPa级别汽车大梁用高强度钢的钢种特点是:强度高,抗拉强度达700Mpa 以上,高的强韧性能以及优良的抗疲劳性能。
汽车大梁用钢板是钢铁产品中技术含量较高、利润丰厚的品种之一,因此,不断开发出更高强度的汽车大梁用钢板,是国内外各大钢厂和汽车厂家共同关注的热点话题。
LG700L高强钢力学性能要求见表12.2工艺流程铁水预处理-120吨转炉-LF精炼-2#连铸—1500mm热轧生产线步进式加热炉—高压水除磷—粗轧机组轧制—热卷箱—高压水除磷—精轧机组轧制—层流冷却—卷取机—打捆—喷号—收集、入库。
3、工艺设计3.1炼钢工艺控制要点(1)原料要求为保证LG700L高强钢优良的综合力学性能,制定成品化学成分内控标准见表2(2)转炉冶炼,转炉底吹采用D模式。
转炉入炉原料为铁水和废钢,未配入生铁,转炉合金化采用低碳锰铁和中铁锰铁配锰,用低锰配至 1.1%,再用中锰配加0.5%Mn的成份,精炼炉到位C全部控制到0.07%以下。
开发历史工程机械用系列高强、超高强结构钢是宝钢于2000年在国内率先开发成功的一类热轧新产品,牌号大多采用“B S”开头,如第一代高强钢B S600M C和B S700M C已大量应用于工程机械、集装箱制造等行业。
2005年宝钢开发成功具有优良低温韧性的第二代高强钢,牌号为B S700M C K2、B S600M C J4、B S550M C K4等等。
B S系列高强钢为低碳低合金结构钢,具有良好的可焊接性和冷成形性,可广泛应用于工程机械、车辆结构、集装箱等制造行业。
高强钢B S系列高强结构钢采用宝钢股份公司先进的冶炼技术、铌钛微合金化处理以及精确的控制轧制和控制冷却技术获得金相显微组织为少量铁素体加针状体组织。
制造工艺和金相组织保证了合格稳定的力学性能、加工性能和可靠的质量。
自从2000年开发成功以后,深受用户青睐,产销量逐年增加。
超高强钢选用高强钢代替传统产品可显著减小钢板的设计厚度,进而减轻结构的自重。
除此之外,B S系列高强钢还具有如下特点:•优良的成形性,不同强度级别钢板均能够冷加工成焊接裂纹敏感性试验采用搭接接头拘束焊接裂纹试验(C T S)测定了B S高强钢焊接裂纹敏感性,结果表明各项裂纹发生率均为0%。
证明B S系列高强钢在0℃以上进行各种焊接加工时,不易产生焊接接头的硬度B S高强钢焊接接头的最大硬度小于H V350。
高强钢的焊接热影响区存在一个比较窄的软化区。
建议尽可能采用小热输入、快速焊接为宜,以减小软化区的宽度。
焊接工艺参数环境温度大于0℃时,B S高强钢板不需预热就可直接进行焊接,不易产生焊接冷裂纹。
推荐使用M A G焊接,推荐焊接保护气体为80%A r+20%C O2;气体流量18~25l/m i n。
对于推荐的焊丝适用于全位置焊接,当垂直位置焊接时,推荐采用上向焊接方法,这样可避免焊接缺陷产生。
热轧高强钢适用于多种接头型式的焊接,常用的接头型式有:对接接头、角接接头和搭接接头。
QSTE700TM QSTE700TM上海振钰实业供应汽车大梁钢QSTE700TM,QSTE460TM等。
何先生************/189****8880QSTE700TM具有良好冷成型性能的碳素及微合金钢。
产品供制造汽车大梁、横梁、滚型车轮、汽车传动轴管、汽车桥壳等结构用。
常用规格为:2.0MM-14.0MM厚度。
牌号化学成分a,%牌号C Si Mn P S Alt 其它QStE340TM≤0.12 ≤0.50≤1.30≤0.030≤0.025≥0.015QStE380TM ≤1.40 QStE420TM ≤1.50 QStE460TM ≤1.60QStE500TM ≤1.70Nb≤0.09 V≤0.20 Ti≤0.15a为改善钢的性能,根据需要可可添加Nb、V、Ti中一种或几种合金元素,但Nb+V+Ti ≤ 0.22 %。
QStE700TM(热轧、酸洗)2.0*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)2.3*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)2.5*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)3.0*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)3.5*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)4.0*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)4.5*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)5.0*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)5.5*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)6.0*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)6.5*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)7.0*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)7.5*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)8.0*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)8.5*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)9.0*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)9.5*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)10*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)12*实宽(mm)*C 宝钢梅钢武钢QStE700TM(热轧、酸洗)14*实宽(mm)*C 宝钢梅钢武钢QStE700TM QStE700TM QStE700TM上海振钰实业有限公司是一家集钢材贸易、板材配送、部件加工、货运代理于一体的综合性贸易公司。
汽车大梁钢700l执行标准
汽车大梁钢700L的执行标准是GB/T 3274-2017《热轧钢板和钢带》。
GB/T 3274-2017《热轧钢板和钢带》是我国标准,适用于热轧非合金结构钢板和钢带的生产和交货。
该标准规定了钢板和钢带的分类、尺寸、形状、允许偏差、技术要求、试验方法、检验规则、标志、包装、运输和质量证明等内容。
对于汽车大梁钢700L来说,根据GB/T 3274-2017标准,其应满足相应的技术要求和试验方法。
具体的技术要求可能包括化学成分、机械性能、冲击性能、硬度等方面的要求,而试验方法则用于验证这些技术要求的符合性。
需要注意的是,不同的汽车制造企业和行业可能对汽车大梁钢的要求有所差异,因此在实际应用中,还需要根据具体的汽车制造标准和要求进行进一步的确认和验证。
载重汽车大梁用高强度钢板及钢带1 范围本标准规定了载重汽车大梁用高强度钢板及钢带的牌号、分类及代号、订货内容、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志及质量证明书。
本标准适用于制造载重汽车大梁(纵梁,横梁)用厚度为1.5mm~16.0 mm的热轧钢板和钢带(以下简称钢板和钢带)。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,仅注日期的版本适用于本标准。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本标准。
GB/T 222 钢的成品化学成分允许偏差GB/T 223.3 钢铁及合金化学分析方法二安替比林甲烷磷钼酸重量法测定磷量GB/T 223.9 钢铁及合金铝含量的测定铬天青S分光光度法GB/T 223.11 钢铁及合金铬含量的测定可视滴定或电位滴定法GB/T 223.13 钢铁及合金化学分析方法硫酸亚铁铵滴定法测定钒含量GB/T 223.17 钢铁及合金化学分析方法二安替比林甲烷光度法测定钛量GB/T 223.18 钢铁及合金化学分析方法硫代硫酸钠分离-碘量法测定铜量GB/T 223.23 钢铁及合金镍含量的测定丁二酮肟分光光度法GB/T 223.40 钢铁及合金铌含量的测定氯磺酚S分光光度法GB/T 223.49 钢铁及合金化学分析方法萃取分离-偶氮氯膦mA分光光度法测定稀土总量GB/T 223.60 钢铁及合金化学分析方法高氯酸脱水重量法则定硅含量GB/T 223.63 钢铁及合金化学分析方法高碘酸钠(钾)光度法则测定锰量GB/T 223.68 钢铁及合金化学分析方法管式炉内燃烧后碘酸钾滴定法测定硫含量GB/T 223.69 钢铁及合金碳含量的测定管式炉内燃烧后气体容量法GB/T 223.79 钢铁多元素含量的测定X-射线荧光光谱法(常规法)GB/T 228.1 金属材料拉伸试验第1部分:室温试验方法GB/T 229 金属材料夏比摆锤冲击试验方法GB/T 232 金属材料弯曲试验方法GB/T 247 钢板和钢带包装、标志及质量证明书的一般规定GB/T 709 热轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T 2975 钢及钢产品力学性能试验取样位置及试样制备GB/T 3273 汽车大梁用热轧钢板和钢带GB/T 4336 碳素钢和中低合金钢多元素含量的测定火花源原子发射光谱分析方法(常规法)GB/T 6394 金属平均晶粒度测定法GB/T 8170 数值修约规则与极限数值的表示和判定GB/T 13298 金属显微组织检验方法GB/T 13299 钢的显微组织评定方法GB/T 17505 钢及钢产品交货一般技术要求GB/T 20066 钢和铁化学成分测定用试样的取样和制样方法GB/T 20123 钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)3 牌号、分类及代号3.1 牌号表示方法钢的牌号由抗拉强度下限值和汉语拼音“梁”的首位字母L两个部分组成。