数控机床的伺服系统
- 格式:ppt
- 大小:443.00 KB
- 文档页数:31


金属切削机床:对金属材料的坯料或工件,用切削、特种加工等方法进行加工,使之获得要求的几何形状、尺寸精度和表面质量的机器。
1952年,试制成功世界上第一台数控机床试验性样机。
它是由大型立式仿型铣床改装而成的三坐标数控铣床,其数控装置采用电子管元件,体积庞大,可作直线插补。
1957年投入使用。
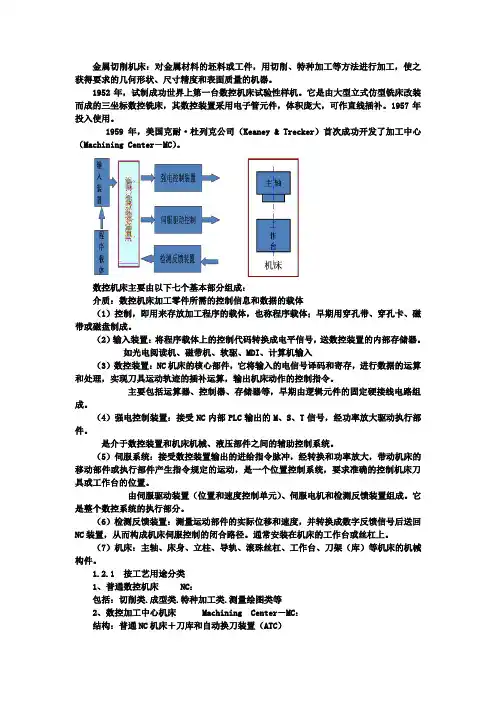
1959年,美国克耐·杜列克公司(Keaney & Trecker)首次成功开发了加工中心(Machining Center-MC)。
数控机床主要由以下七个基本部分组成:介质:数控机床加工零件所需的控制信息和数据的载体(1)控制,即用来存放加工程序的载体,也称程序载体;早期用穿孔带、穿孔卡、磁带或磁盘制成。
(2)输入装置:将程序载体上的控制代码转换成电平信号,送数控装置的内部存储器。
如光电阅读机、磁带机、软驱、MDI、计算机输入(3)数控装置:NC机床的核心部件,它将输入的电信号译码和寄存,进行数据的运算和处理,实现刀具运动轨迹的插补运算,输出机床动作的控制指令。
主要包括运算器、控制器、存储器等,早期由逻辑元件的固定硬接线电路组成。
(4)强电控制装置:接受NC内部PLC输出的M、S、T信号,经功率放大驱动执行部件。
是介于数控装置和机床机械、液压部件之间的辅助控制系统。
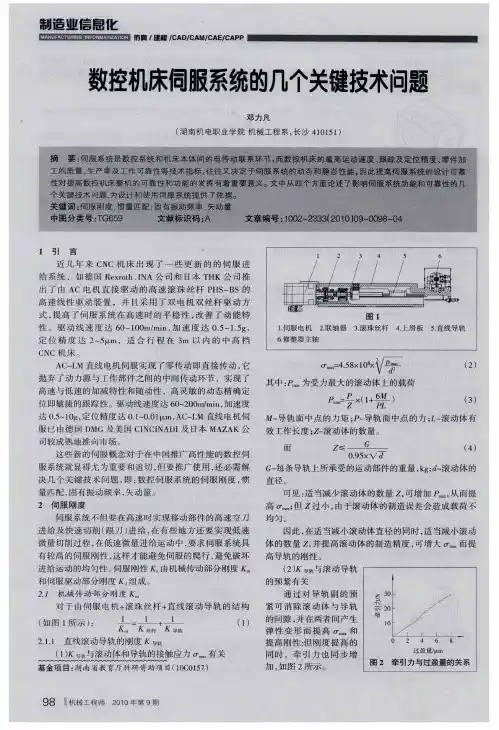
(5)伺服系统:接受数控装置输出的进给指令脉冲,经转换和功率放大,带动机床的移动部件或执行部件产生指令规定的运动,是一个位置控制系统,要求准确的控制机床刀具或工作台的位置。
由伺服驱动装置(位置和速度控制单元)、伺服电机和检测反馈装置组成。
它是整个数控系统的执行部分。
(6)检测反馈装置:测量运动部件的实际位移和速度,并转换成数字反馈信号后送回NC装置,从而构成机床伺服控制的闭合路径。
通常安装在机床的工作台或丝杠上。
(7)机床:主轴、床身、立柱、导轨、滚珠丝杠、工作台、刀架(库)等机床的机械构件。
1.2.1 按工艺用途分类1、普通数控机床 NC:包括:切削类.成型类.特种加工类.测量绘图类等2、数控加工中心机床 Machining Center-MC:结构:普通NC机床+刀库和自动换刀装置(ATC)特点:一次装夹后能完成多个工序,又称多工序数控机床3、多坐标数控机床:结构特点:可以进行多坐标轴的联动控制,常用4~6轴,多则可达24轴4、计算机群控: Direct Numerical Control -DNC即直接数控1.2.2 按运动方式分类1.点位控制数控机床点位控制NC机床能控制工件相对于刀具运动,从一个位置精确地移动到另一个位置,在移动过程中不进行任何切削加工。

数控机床的原理及组成结构
数控机床又称为数控加工中心,是一种利用计算机控制的机床。
它通过预先输入的指令,实现对工件的自动加工,具有高精度、高稳定性和高效率的特点。
数控机床的原理主要包括三个方面:数控系统、伺服系统和执行系统。
1. 数控系统:数控系统负责接收输入的工艺程序,对指令进行解析和处理,并发送控制信号给伺服系统和执行系统。
数控系统由硬件和软件两部分组成,硬件包括主控板、接口板、数控终端等,软件包括操作系统、数控编程软件等。
2. 伺服系统:伺服系统负责将数控系统发送的控制信号转换为电信号,通过电机驱动系统,控制工件在加工过程中的运动。
伺服系统由伺服电机、伺服控制器和传感器等部件组成,它可以实现对工件运动的精确控制。
3. 执行系统:执行系统是指实际进行加工的部分,包括机床本体、刀具系统和夹具系统等。
它根据数控系统发送的指令,控制切削工具在工件上进行切削、铣削、镗削等操作。
执行系统的结构包括主轴、进给系统、工作台、刀库等。
总的来说,数控机床的组成结构主要包括数控系统、伺服系统和执行系统三个方面,它们相互配合,实现对工件的自动加工。